Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-06-18 Pochodzenie: Strona











Awaria sprzętu w terenie to koszmar. Przepalony wąż hydrauliczny zatrzymuje ciężki sprzęt w miejscu. Czas płynie, a operatorzy czekają na części zamienne. Demontaż długiego, skomplikowanego węża z koparki w celu dostarczenia go do warsztatu marnuje cenne godziny pracy. Tradycyjne metody napraw powodują nadmierne przestoje i gwałtownie zwiększają koszty konserwacji.
Nowoczesny Zakuwarka do węży typu dzielonego bezpośrednio rozwiązuje to wyzwanie. Fizycznie oddziela ciężką pompę hydrauliczną od kompaktowej głowicy zaciskającej. Zyskujesz ogromną elastyczność bez poświęcania niezbędnej siły nacisku.
Ten przewodnik po ocenie technicznej pomaga kierownikom ds. konserwacji, operatorom napraw mobilnych i zespołom zaopatrzeniowym w wyborze sprzętu. Dowiesz się, jak porównać jednostki typu dzielonego ze zintegrowanymi zaciskarkami warsztatowymi. Omawiamy możliwości techniczne, zalety operacyjne i krytyczne kryteria zamówień. Można wtedy z pewnością wybrać narzędzie odpowiednie do konkretnych potrzeb w zakresie napraw w terenie.
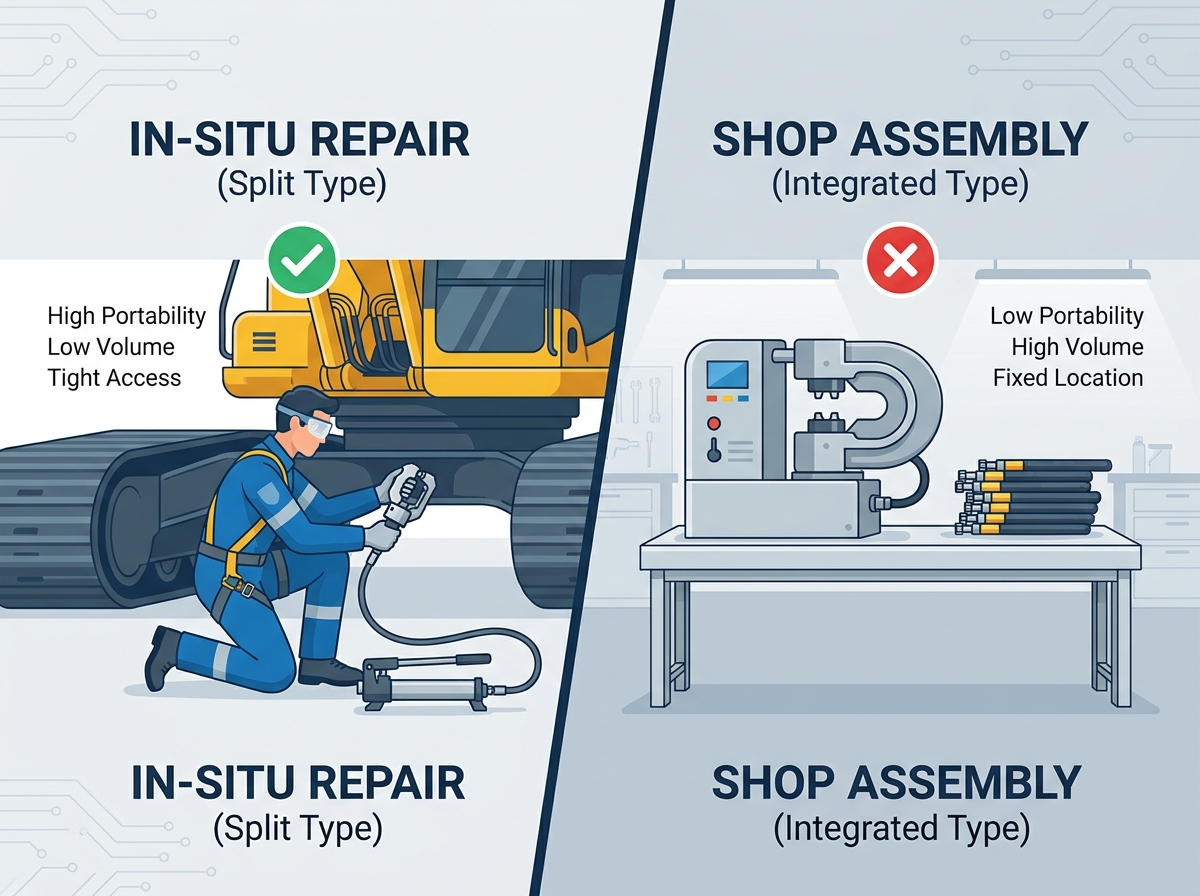
Dzielona maszyna do zaciskania węży izoluje ciężar jednostki napędowej, dzięki czemu głowica zaciskająca jest wyjątkowo zwrotna w przypadku napraw na miejscu (na maszynie).
Jest to optymalny wybór do prac konserwacyjnych w terenie, zastosowań w małych odstępach oraz napraw o małej i średniej objętości.
Linie produkcyjne OEM na dużą skalę lub zespoły węży o ekstremalnie dużej średnicy/wielospiralne zwykle wymagają stacjonarnych, zintegrowanych zaciskarek warsztatowych ze względu na ograniczenia prędkości cyklu.
Ocena zamówienia musi uwzględniać kompatybilność pomp, precyzję matrycy i trwałość łączących przewodów hydraulicznych.
Przestoje kosztują. Gdy pęknie przewód hydrauliczny w kombajnie leśnym, stajesz przed trudnym wyborem operacyjnym. Można zdjąć cały wąż z urządzenia. Proces ten często wymaga usunięcia stalowych osłon, zacisków i innych zachodzących na siebie elementów. Zwykle wymaga to wielu godzin żmudnej pracy. Następnie transportujesz uszkodzony wąż z powrotem do centralnego warsztatu naprawczego. Na koniec ponownie instalujesz nowo zaciśnięty zespół. Ta tradycyjna metoda niszczy codzienną produktywność.
Naprawa na miejscu zapewnia znacznie lepszy przepływ pracy. Wystarczy zacisnąć nową złączkę bezpośrednio na wężu, gdy pozostaje on na maszynie. Odcinasz tylko i wymieniasz uszkodzoną część. Jednak wprowadzenie narzędzia do maszyny wiąże się z poważną przeszkodą fizyczną.
Stworzenie trwałego uszczelnienia pod wysokim ciśnieniem wymaga ogromnej siły mechanicznej. Typowe zaciskarki przemysłowe muszą generować znacznie ponad 100 ton ciśnienia hydraulicznego. Osiągnięcie tak ogromnego tonażu wymaga grubych stalowych mis matrycowych i dużej pompy wewnętrznej.
Standardowe zintegrowane maszyny z łatwością ważą ponad 200 funtów. Pojedynczy technik nie jest w stanie wciągnąć 200-funtowego stalowego bloku do błotnistego rowu. Nie można wcisnąć nieporęcznej maszyny w ciasną komorę silnika. Ciężar skutecznie unieruchamia maszynę na stole warsztatowym.
Dzielona architektura całkowicie rozwiązuje to ograniczenie mobilności. Inżynierowie odłączają główne źródło zasilania od narzędzia roboczego. Zostawiasz ciężką pompę na ziemi. Alternatywnie można bezpiecznie zamontować pompę w mobilnym samochodzie serwisowym.
Lekką głowicę zaciskającą przenosisz tylko do miejsca naprawy. Elastyczny, wysokociśnieniowy wąż hydrauliczny łączy głowicę z powrotem ze zdalną pompą. Ta pępowina przenosi do 10 000 PSI mocy płynu. Zachowuje się ogromną siłę zaciskania wymaganą w przypadku złączek wysokociśnieniowych. Jednocześnie eliminujesz barierę mobilności powstrzymującą techników.
Podstawową zaletą oddzielnej konstrukcji jest niezrównany dostęp fizyczny. Technicy często napotykają przepalone węże w głęboko zagłębionych obszarach. Można manewrować zdalną głowicą zaciskającą bezpośrednio w tych ograniczonych przestrzeniach. Typowe środowiska o małych prześwitach obejmują podwozia ciężkiego sprzętu, zęzy morskie i ramiona narzędzi rolniczych.
Konstrukcja ta zapewnia również duże korzyści ergonomiczne. Technik pracujący samodzielnie może bezpiecznie ustawić lekką głowicę jedną ręką, drugą trzymając zespół węża. Ta autonomia zmniejsza potrzebę wysyłania dwóch mechaników do naprawy w jednym miejscu.
Systemy dzielone oferują niesamowitą elastyczność operacyjną. Tę samą głowicę zagniatającą można sparować z kilkoma różnymi typami pomp, w zależności od środowiska. Typowe kombinacje obejmują:
Ręczne pompy ręczne: nie wymagają zewnętrznego zasilania. Idealnie nadają się do odległych lokalizacji poza siecią, takich jak kopalnie lub głębokie obszary leśne.
Pompy hydrauliczne pneumatyczne: Samochody serwisowe zwykle przewożą na pokładzie sprężarki powietrza. Pompa pneumatyczna wykorzystuje istniejące źródło powietrza do szybkiego tłoczenia płynu hydraulicznego.
Pompy elektryczne: Pompy elektryczne zasilane akumulatorowo lub 110 V/220 V zapewniają krótki czas cyklu. Sprawdzają się wyjątkowo dobrze w tymczasowych stanowiskach serwisowych w terenie lub w środowiskach sklepowych.
Zbudowanie mobilnego samochodu do napraw hydraulicznych wymaga starannego planowania przestrzennego. Powierzchnia podłogi w furgonetce jest niezwykle cenna. Wyposażenie ciężarówki w nieporęczną zintegrowaną maszynę zajmuje istotne miejsce. Wymaga to również wytrzymałych wzmocnień ławki, aby utrzymać ciężar własny.
Jednostki dzielone można ładnie spakować. Głowicę można przechowywać w standardowej szufladzie. Pompę można przykręcić w nieużywanym narożniku. Co więcej, te oddzielne systemy generalnie wiążą się z niższym początkowym kosztem kapitałowym w porównaniu ze zautomatyzowanymi, mobilnymi centrami pracy typu „wszystko w jednym”.
Modele dzielone nie są rozwiązaniami uniwersalnymi. Nie sprawdzają się w przypadku produkcji wielkoseryjnej. Płyn hydrauliczny musi przepływać tam i z powrotem przez wąski wąż zewnętrzny. Ta odległość przejazdu powoduje tarcie i naturalnie spowalnia czasy cykli.
Linie montażowe producentów oryginalnego sprzętu (OEM) często wymagają setek zaprasowań na godzinę. Jeśli Twoim głównym celem jest szybka, ciągła produkcja seryjna, rozdzielona jednostka poważnie ograniczy Twoją produkcję. Zautomatyzowane, stacjonarne zaciskarki warsztatowe zapewniają szybkie prędkości cykli wymagane przy montażu fabrycznym.
Każde przenośne narzędzie ma górną granicę konstrukcyjną. Bardzo wytrzymałe węże wielospiralne przekraczają te ograniczenia. Na przykład węże 4- lub 6-przewodowe o średnicy ponad 2 cali wymagają ogromnej siły zaciskania.
Te zespoły o dużej średnicy i wysokim ciśnieniu wymagają masywnych mis matrycowych i ekstremalnej sztywności ramy. Przenośnym głowicom dzielonym na ogół brakuje fizycznej masy stalowej niezbędnej do sprostania tak ekstremalnym specyfikacjom. Próba zaciśnięcia zbyt dużych węży wielospiralnych na małej przenośnej głowicy może trwale wypaczyć narzędzie.
Jeśli prowadzisz działalność wyłącznie w czystym, wyspecjalizowanym sklepie z wężami, dzielona konstrukcja traci swoją podstawową zaletę. Zarządzanie oddzielnymi komponentami na stole warsztatowym wprowadza niepotrzebny bałagan.
Łącząca linia hydrauliczna przechodzi przez stół. Zaczepia się o narzędzia i osprzęt. Technik musi jednocześnie koordynować pracę głowicy, węża, złączki i zdalnego sterowania pompą. W dedykowanym środowisku laboratoryjnym zintegrowana jednostka typu „wszystko w jednym” zapewnia znacznie czystszy, bardziej stabilny i intuicyjny przepływ pracy.
Zespoły zaopatrzeniowe muszą dokładnie dopasować maksymalną siłę zagniatania maszyny do oczekiwanych specyfikacji węża. Siłę tę mierzymy w tonach. Należy ocenić maksymalną oczekiwaną średnicę wewnętrzną (ID), średnicę zewnętrzną (OD) i warstwy zbrojenia drutu.
Przenośna jednostka generująca siłę 60 ton doskonale obsługuje 1-calowe węże z 2-żyłowym oplotem. Jednakże nie będzie w stanie ścisnąć 1,5-calowego, 4-żyłowego węża spiralnego. Przed zakupem zawsze porównaj najbardziej wymagające zastosowania terenowe z tabelami tonażu producenta.
Jakość oprzyrządowania decyduje o bezpieczeństwie montażu. Nadmierne zaciskanie powoduje zmiażdżenie wewnętrznej rurki teflonowej lub gumowej, ograniczając przepływ płynu i wytwarzając niebezpieczne ciepło. Niedostateczne zaciśnięcie zapobiega wgryzaniu się metalowych zębów we wzmocnienie drutu, co prowadzi do katastrofalnych wydmuchów pod wysokim ciśnieniem.
Należy systematycznie oceniać precyzję oprzyrządowania:
Oceń mechanizm szybkiej zmiany. Czy technik może zamienić wszystkie segmenty matrycy jednocześnie za pomocą narzędzia magnetycznego, czy też musi je wkładać jeden po drugim?
Przejrzyj tarczę mikrometryczną. Upewnij się, że umożliwia mikroregulację z dokładnością do jednej dziesiątej milimetra.
Sprawdź wyrównanie matrycy podstawowej. Segmenty muszą zamykać się idealnie równomiernie, aby zapewnić równomierną kompresję w zakresie 360 stopni.
Wewnętrzny mechanizm cylindra znacząco wpływa na prędkość roboczą. Musisz wybierać pomiędzy architekturami jednostronnego i podwójnego działania, w oparciu o swoją cierpliwość i budżet.
Poniższe porównanie ilustruje podstawowe różnice między dwoma stylami cylindrów.
Funkcja |
Cylinder jednostronnego działania |
Cylinder dwustronnego działania |
|---|---|---|
Metoda wycofania |
Wewnętrzna, wytrzymała sprężyna mechaniczna |
Odwrócenie płynu hydraulicznego pod ciśnieniem |
Prędkość cyklu |
Wolniej. Sprężyna potrzebuje czasu, aby wypchnąć płyn z powrotem. |
Szybciej. Hydraulika aktywnie wymusza otwarcie tłoka. |
Złożoność pompy |
Wymaga prostej pompy z zaworem 2-drogowym. |
Wymaga złożonej pompy z zaworem 4-drogowym. |
Idealny przypadek użycia |
Sporadyczne naprawy w terenie, gdzie prędkość jest sprawą drugorzędną. |
Częste wezwania serwisu mobilnego wymagające szybkiej reakcji. |
Szybkozłącza służą jako pomost pomiędzy pompą a głowicą. Stanowią krytyczny potencjalny punkt awarii. Słabe łączniki ograniczają przepływ płynu i powodują znaczne spadki ciśnienia. Wyciekają również olej hydrauliczny do środowiska pod ekstremalnym ciśnieniem. Nalegaj na wysokiej jakości szybkozłącza z płaską powierzchnią o wartości znamionowej co najmniej 10 000 PSI, aby zapewnić bezpieczne i wydajne przenoszenie mocy.
Środowisko terenowe jest z natury brudne. Podłączanie i rozłączanie dzielonych przewodów hydraulicznych w błocie, pyle lub deszczu stwarza poważne ryzyko zanieczyszczenia. Pompy hydrauliczne charakteryzują się niezwykle wąskimi tolerancjami wewnętrznymi.
Pojedyncze ziarno piasku przedostające się przez odsłonięty łącznik uszkodzi tłok pompy. To szybko niszczy wewnętrzne uszczelki. Musisz egzekwować rygorystyczne protokoły czystości. Wymagaj od techników wyczyszczenia łączników przed ich połączeniem. Należy stosować wytrzymałe osłony przeciwpyłowe zarówno na głowicę, jak i na pompę, przy każdym odłączeniu węża pępowinowego.
Obsługa wysokociśnieniowego narzędzia hydraulicznego wymaga szacunku, zwłaszcza w niewygodnych pozycjach fizycznych. Ryzyko uszczypnięcia stanowi poważne zagrożenie. Technik trzymający misę matrycy podczas uruchamiania zdalnej pompy ryzykuje poważnymi obrażeniami rąk w przypadku braku komunikacji.
Właściwe szkolenie minimalizuje to ryzyko. Technicy muszą nauczyć się doskonałego wstępnego ustawienia złączki węża i segmentów matrycy przed cofnięciem się w celu włączenia zdalnej pompy. Muszą także codziennie sprawdzać wysokociśnieniowy wąż pępowinowy. Postrzępiony przewód hydrauliczny pod ciśnieniem 10 000 PSI stwarza śmiertelne ryzyko wstrzyknięcia, jeśli pęknie obok operatora.
Mobilni technicy serwisowi, mechanicy flot rolniczych i operatorzy maszyn ciężkich czerpią ogromne korzyści z architektury typu split. Zdecydowanie zalecamy umieszczenie na krótkiej liście maszyn typu split, gdy fizyczna przenośność znacznie przewyższa surową prędkość produkcji. Możliwość wykonywania napraw na miejscu radykalnie zmniejsza przestoje ciężkiego sprzętu i związane z tym koszty pracy.
Zanim poprosisz dostawcę o wycenę, przeprowadź audyt swoich konkretnych potrzeb operacyjnych. Dokumentuj specyfikacje najczęściej wymienianych węży, w tym maksymalną średnicę i parametry zbrojenia drutu. Określ, czy Twoim głównym środowiskiem pracy jest ciasne miejsce w terenie, czy przestronny, dedykowany sklep. Po zdefiniowaniu tych parametrów zapraszamy skontaktuj się z nami , aby omówić dokładny tonaż, zestawy matryc i konfiguracje pomp wymagane do zapewnienia sprawnego działania Twojej floty.
Odp.: Tak, wiele modeli dzielonych o dużej wydajności generuje tonaż wystarczający do zaciśnięcia 4-żyłowych węży wielospiralnych. Jednakże jednostki przenośne zwykle ograniczają te wymagające zastosowania do mniejszych średnic wewnętrznych, zwykle od 1 cala do 1,5 cala. Zawsze sprawdzaj tabelę maksymalnego udźwigu producenta, ponieważ przekroczenie limitu konstrukcyjnego może trwale wypaczyć przenośną misę matrycy.
Odp.: Potrzebujesz pompy odpowiadającej ciśnieniu roboczemu głowicy zaciskającej. Większość przemysłowych modeli dzielonych wymaga zasilania hydraulicznego pod ciśnieniem 10 000 PSI (700 barów). W zależności od wymagań dotyczących mobilności głowicę można napędzać za pomocą ręcznej pompy ręcznej, pneumatycznej pompy hydraulicznej w ciężarówce lub agregatu napędzanego elektrycznie.
Odp.: Zagniatanie hydrauliczne zapewnia precyzyjną, powtarzalną kompresję 360 stopni przy użyciu opracowanych zestawów matryc. Gwarantuje to wysoce niezawodne uszczelnienie. Ręczne kształtowanie opiera się wyłącznie na dźwigni fizycznej i prostych matrycach. Kształtowanie daje niespójne wyniki i jest ogólnie uważane za niebezpieczne w nowoczesnych, wysokociśnieniowych przemysłowych zastosowaniach hydraulicznych.
Odp.: Zazwyczaj nie. Zestawy matryc są zastrzeżone dla określonych projektów głowic i wymiarów misy. Nawet w przypadku tej samej marki przenośne głowice dzielone zazwyczaj wykorzystują mniejsze i lżejsze profile matryc niż ich większe, zintegrowane odpowiedniki warsztatowe, aby utrzymać ogólną wagę narzędzia w zasięgu pojedynczego technika.



