Dilihat: 0 Penulis: Editor Situs Waktu Publikasi: 08-06-2026 Asal: Lokasi











Crimping pada selang berdiameter besar membawa risiko finansial dan keselamatan yang sangat tinggi. Selang berukuran 2 inci ke atas untuk hidrolika beroperasi di bawah tekanan yang sangat besar. Aplikasi industri mulai dari 4 hingga 8 inci menuntut presisi mutlak. Jalur standar sering kali memaafkan kesalahan kecil operator. Garis berdiameter besar tidak. Mesin yang berukuran terlalu kecil atau tidak cocok secara langsung menyebabkan kegagalan selang yang parah. Kegagalan ini menyebabkan kebocoran cairan yang parah. Hal ini juga memicu downtime alat berat yang melumpuhkan.
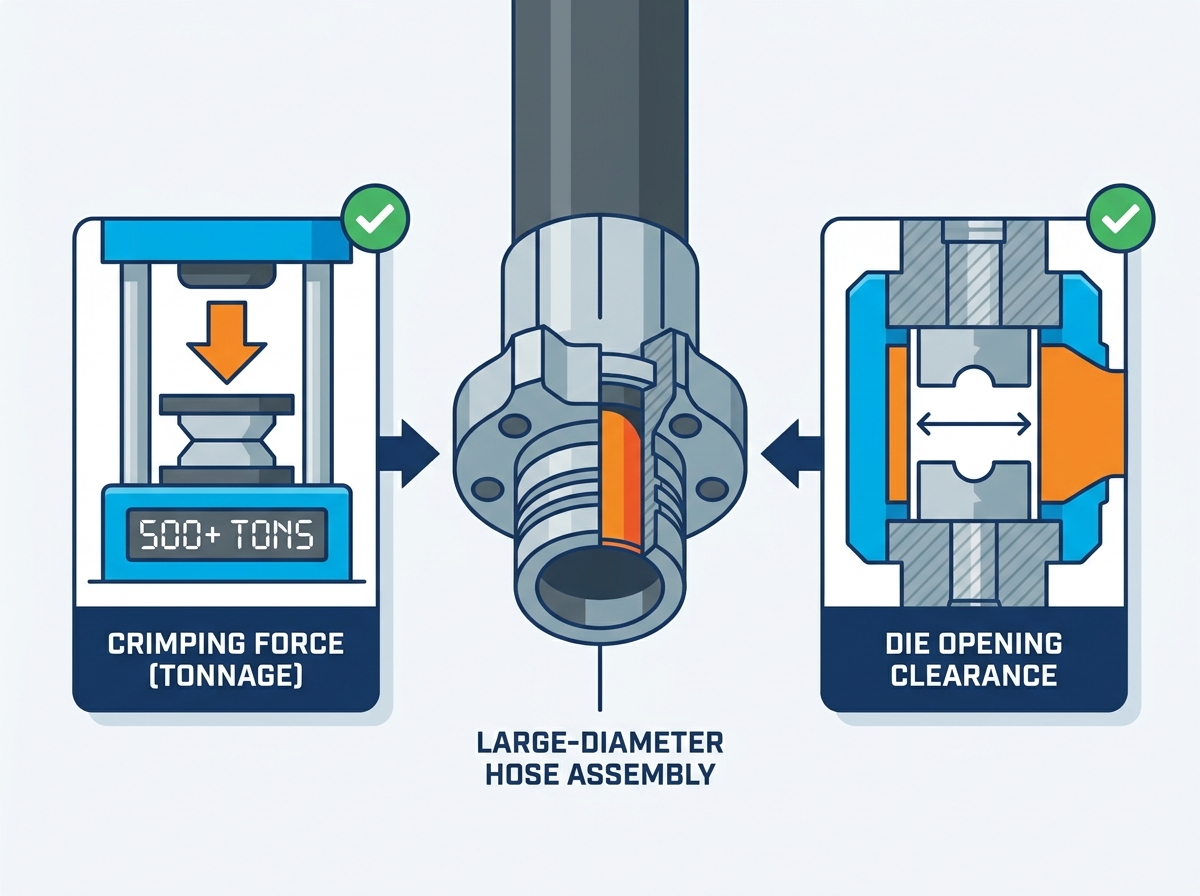
Anda harus memperlakukan pemilihan peralatan ini sebagai investasi keselamatan yang penting. Panduan ini memberikan kerangka kerja teknis dan operasional untuk mengevaluasi pilihan Anda. Kami sangat fokus pada tonase, pembersihan cetakan, dan lingkungan produksi. Anda akan mempelajari cara mencocokkan parameter ini dengan proses perakitan spesifik Anda. Pada akhirnya, hal ini memastikan peralatan pilihan Anda sepenuhnya selaras dengan kebutuhan bengkel atau lapangan Anda yang sebenarnya.
Tonase tidak dapat dinegosiasikan: Selang multi-spiral berdiameter besar (misalnya SAE 100R13/R15) memerlukan gaya crimping yang jauh lebih tinggi (seringkali 300 hingga 1000+ ton) dibandingkan dengan saluran standar 1 inci.
Jarak bebas bukaan cetakan menentukan kegunaannya: Selang lubang besar sering kali dilengkapi alat kelengkapan non-standar yang besar (seperti flensa atau siku besar) yang memerlukan bukaan cetakan utama yang besar untuk dimasukkan dan dikeluarkan dengan aman.
Lingkungan menentukan sumber daya: Crimping berdiameter besar sangat sulit dilakukan di lingkungan bergerak/lapangan karena kebutuhan daya 3 fase, sehingga memerlukan pemilihan yang cermat antara model bengkel stasioner dan unit bergerak khusus dengan hasil tinggi.
Anda tidak dapat mengevaluasi peralatan tanpa menentukan kategori selang spesifik Anda. Istilah 'diameter besar' memiliki arti yang berbeda-beda di berbagai sektor. Kita harus menghancurkan realitas fisik ini.
Anda harus membedakan antara selang hidrolik berdiameter besar dan selang transfer industri. Selang hidrolik beroperasi pada tekanan yang sangat tinggi. Mereka menampilkan penguatan spiral multi-kawat. Ukuran hidrolik besar yang umum berkisar dari 2 inci hingga 3 inci. Hal ini memerlukan gaya radial lokal yang sangat besar untuk merusak bentuk ferrule baja.
Selang industri memiliki tujuan yang sama sekali berbeda. Ini termasuk selang layflat, hisap, dan pemindahan material. Diameternya seringkali mencapai 8 hingga 12 inci. Mereka beroperasi pada tekanan yang lebih rendah. Namun, mereka memerlukan mesin yang mampu menampung jejak fisik yang besar. Anda harus mengidentifikasi kategori mana yang mendominasi operasi harian Anda.
Kekuatan crimping tidak pernah berskala secara linear. Anda mungkin berasumsi bahwa selang berukuran 2 inci membutuhkan kekuatan dua kali lipat dari selang berukuran 1 inci. Asumsi ini sangat salah. Selang 2 kawat berukuran 1 inci dapat digunakan dengan mudah pada mesin standar. Selang 6 kawat berukuran 2 inci melawan balik dengan keras.
Luas permukaan ferrule meningkat secara eksponensial seiring dengan bertambahnya diameter. Selain itu, beberapa lapisan kawat baja berkekuatan tarik tinggi menahan kompresi. Selang 6 kawat berukuran 2 inci membutuhkan gaya radial yang jauh lebih besar daripada selang yang lebih kecil. Jika Anda menerapkan kekuatan yang tidak mencukupi, crimp akan gagal di bawah tekanan.
Ketebalan penutup selang sangat memengaruhi spesifikasi alat berat yang Anda perlukan. Selang skive mengharuskan Anda melepaskan karet bagian luarnya. Selang tanpa skif membiarkan karet tetap utuh. Aplikasi tanpa skif memerlukan cetakan yang sedikit lebih lebar dan sering kali lebih banyak tenaga untuk menggantikan karet yang terjebak.
Bahan ferrule juga mengubah persamaan. Baja karbon tetap menjadi standar industri. Namun baja tahan karat memiliki kekuatan luluh yang lebih tinggi. Mengompresi fitting baja tahan karat berdiameter besar memerlukan tonase yang jauh lebih tinggi. Anda harus memperhitungkan variabel material ini selama pemilihan mesin.
Mengevaluasi crimper tugas berat memerlukan melihat melampaui spesifikasi yang dangkal. Anda harus fokus pada batasan mekanis mesin. Batasan ini menentukan apa yang bisa dan tidak bisa Anda rakit dengan aman.
Anda harus menetapkan batas tonase yang ketat. Produsen mengukur kekuatan ini dalam ton atau kilonewton. Jangan pernah membeli mesin yang beroperasi tepat pada batas maksimumnya. Pengoperasian berkelanjutan pada tonase puncak mempercepat keausan alat berat.
Untuk selang hidrolik 6 kawat berukuran 2 inci, biasanya Anda membutuhkan minimal 350 hingga 400 ton. Selang industri berukuran 8 inci mungkin memerlukan 500 hingga 800+ ton tergantung pada gaya pemasangannya. Saat memilih a mesin crimping selang berdiameter besar , Anda harus membuat buffer daya 20%.
Kategori Selang |
Diameter Khas |
Jumlah Kawat |
Tonase Minimum yang Direkomendasikan |
|---|---|---|---|
Hidraulik Standar |
1,25' hingga 1,5' |
Spiral 4 Kawat |
250 - 300 Ton |
Hidrolik Berat |
2.0' |
Spiral 6 Kawat |
350 - 450+ Ton |
Hidraulik Ekstrim |
2,5' hingga 3,0' |
Spiral 6 Kawat |
500 - 600+ Ton |
Industri / Hisap |
4,0' hingga 8,0' |
Heliks / Tekstil |
600 - 1000+ Ton |
Pembeli sering mengabaikan pembukaan master die. Spesifikasi ini bisa dibilang lebih penting dibandingkan tonase mentah. Pukulan tersebut menunjukkan seberapa jauh cetakan ditarik kembali setelah dilakukan crimp. Pembukaan master die mewakili jarak bebas maksimum absolut yang tersedia.
Perlengkapan berdiameter besar sering kali menggunakan siku tugas berat. Pemasangan flensa 90 derajat memerlukan jarak bebas yang besar. Jika mesin Anda kekurangan langkah, Anda tidak dapat melepas selang setelah crimp. Pemasangannya terperangkap secara fisik di dalam mesin. Anda harus memastikan bahwa bukaan cetakan utama mengakomodasi perlengkapan Anda yang paling besar dan paling canggung.
Mesin tradisional menggunakan pengaturan putaran mikrometer. Operator secara manual menyesuaikan tombol untuk mencapai target diameter crimp. Hal ini sangat bergantung pada keterampilan operator. Pengaturan dial meningkatkan risiko kesalahan manusia pada rakitan bernilai tinggi.
Kontrol layar sentuh digital atau CNC menawarkan keandalan yang unggul. Anda dapat memprogram spesifikasi crimp terlebih dahulu langsung ke sistem. Mesin ini mengingat parameter yang tepat untuk kombinasi selang dan fitting tertentu. Kontrol digital mengurangi kesalahan operator. Mereka menjamin presisi berulang pada setiap perakitan berdiameter besar.
Lingkungan pengoperasian Anda menentukan arsitektur mesin. Peralatan yang berfungsi sempurna di lantai pabrik sering kali mengalami kegagalan total di lapangan. Anda harus menilai lokasi kerja utama Anda.
Lantai produksi bervolume tinggi memerlukan mesin produksi stasioner. Unit-unit ini menggunakan kerangka tugas berat yang dibuat untuk siklus tugas berkelanjutan. Mereka memiliki sistem pendingin yang kuat untuk mencegah panas berlebih pada cairan hidrolik.
Mesin stasioner hampir secara universal membutuhkan daya listrik 3 fasa. Stopkontak standar satu fase tidak dapat menggerakkan motor listrik besar yang dibutuhkan. Pengaturan umum memerlukan daya industri 400V atau 480V. Anda harus memastikan fasilitas Anda mendukung prasyarat kelistrikan ini.
Pelayanan lapangan menimbulkan keterbatasan yang parah. Crimper seluler standar dijalankan dengan baterai 12V atau 24V. Beberapa menggunakan pompa pneumatik. Sumber listrik ini kekurangan energi yang dibutuhkan untuk selang multi-spiral berdiameter besar. Mereka terhenti sebelum mencapai diameter yang dibutuhkan.
Servis di lapangan berat memerlukan solusi khusus. Anda biasanya memerlukan unit berpenggerak PTO (Power Take-Off) yang dipasang langsung ke truk servis. Sebagai alternatif, Anda dapat menggunakan unit hidrolik bertenaga generator. Pengaturan ini memberikan aliran dan tekanan yang diperlukan untuk perbaikan lapangan tugas berat.
Mesin berkapasitas besar mewakili investasi fisik yang sangat besar. Mereka sangat berat. Banyak model industri dengan mudah melebihi 1000kg. Anda tidak dapat menempatkannya di meja kerja standar.
Pemasangan memerlukan perencanaan fasilitas yang cermat. Ikuti langkah-langkah penting persiapan lokasi berikut:
Pastikan lantai beton dapat menopang beban statis.
Pastikan aksesibilitas forklift yang memadai untuk pembongkaran dan penempatan.
Rencanakan jarak ruang di sekitar alat berat untuk menggerakkan selang panjang.
Pasang saluran listrik industri khusus tepat di atas lokasi alat berat.
Membeli mesin dasar hanyalah langkah pertama. Organisasi sering kali mengabaikan variabel operasional di sekitarnya. Anda harus secara proaktif mengelola beberapa risiko implementasi yang penting untuk memastikan operasi yang aman.
Konfigurasi mesin dasar jarang menyertakan semua yang Anda butuhkan. Pabrikan sering kali mengirimkan mesin dengan set cetakan standar. Set standar ini biasanya berhenti pada diameter yang lebih kecil. Mereka jarang menutupi flensa besar atau perlengkapan industri khusus.
Anda harus mengaudit kebutuhan operasional Anda. Hilangnya satu set cetakan penting akan menghentikan produksi dengan segera. Pertimbangkan risiko berikut mengenai set cetakan:
Paket standar tidak termasuk cetakan untuk siku 90 derajat yang terlalu besar.
Desain cetakan eksklusif mencegah Anda menggunakan inventaris yang ada.
Cetakan industri berukuran besar memerlukan rak penyimpanan tugas berat khusus.
Selang berdiameter besar berperilaku seperti pipa baja kaku. Mereka sangat berat dan tidak fleksibel. Gulungan selang 6 kawat berukuran 2 inci sepanjang 50 kaki memerlukan upaya fisik yang sangat besar untuk memanipulasinya. Memaksa operator untuk memutar selang-selang ini secara manual dapat mengakibatkan cedera parah di tempat kerja.
Anda harus mengevaluasi mesin yang mendukung integrasi penanganan material. Carilah sistem yang mengakomodasi mesin pengumpan selang. Gunakan kerekan atau derek di atas kepala. Pasang sandaran stabil tugas berat di depan crimper. Alat-alat ini mencegah cedera operator. Mereka juga menjaga selang tetap lurus selama crimping, memastikan segel yang aman.
Gaya crimping yang besar menghasilkan gesekan yang ekstrim. Sang master meninggal dan komponen yang bergerak memerlukan perawatan keagamaan. Kurangnya pelumasan menyebabkan logam menjadi sakit. Ini menghancurkan keakuratan mesin dengan sangat cepat.
Rincikan frekuensi pelumasan yang diperlukan. Beberapa mesin modern menawarkan desain bantalan bebas gemuk. Hal ini mengurangi beban pemeliharaan harian secara signifikan. Selain itu, Anda harus melakukan kalibrasi rutin. Gunakan blok kalibrasi bersertifikat untuk memastikan cetakan menutup secara merata. Mempertahankan toleransi yang ketat adalah wajib untuk alat kelengkapan bertekanan tinggi dan besar.
Memilih mitra manufaktur yang tepat akan memitigasi risiko operasional jangka panjang. Anda membeli aset industri khusus. Anda harus menetapkan standar teknis yang sangat tinggi kepada vendor sebelum menyelesaikan keputusan Anda.
Jangan hanya mengandalkan brosur mengkilap atau spesifikasi teoritis. Minta tes fisik crimp. Kirimkan selang Anda yang paling tebal dan paling banyak kawatnya kepada penjual. Sertakan perlengkapan Anda yang paling tepat dan paling besar.
Mewajibkan mereka untuk merekam video mesin yang sedang menyelesaikan siklusnya. Pemasangannya harus membersihkan cetakan dengan mudah. Diameter crimp akhir harus diukur dengan sempurna. Pengujian ini membuktikan bahwa mesin menangani skenario terburuk Anda tanpa terhenti.
Rakitan Anda yang telah selesai harus berfungsi dengan aman di dunia nyata. Verifikasi bahwa mesin menghasilkan rakitan yang memenuhi standar global yang ketat. Tanyakan tentang kepatuhan ISO 18752 atau SAE J517. Mesin harus menunjukkan kemampuan untuk mempertahankan toleransi yang disyaratkan oleh kerangka kerja ini.
Peralatan yang kurang presisi dapat diverifikasi sehingga seluruh operasi Anda berisiko. Vendor terpercaya dengan senang hati memberikan dokumentasi yang membuktikan bahwa mesin mereka mendukung proses perakitan bersertifikat.
Evaluasi ekosistem pasca pembelian vendor. Mesin pada akhirnya membutuhkan suku cadang pengganti. Tuan besar meninggal kadang-kadang karena tekanan yang ekstrim. Tentukan waktu respons standar mereka. Tanyakan tentang ketersediaan suku cadang lokal.
Pelatihan operator terbukti sangat penting bagi pembeli pertama kali berkapasitas besar. Peralihan dari selang kecil ke selang lubang besar memerlukan kurva pembelajaran yang curam. Vendor harus memberikan pelatihan teknis yang komprehensif. Jika Anda memerlukan bimbingan khusus, hubungi kami untuk mendiskusikan pelatihan dan konfigurasi teknis yang sesuai.
Memilih crimper tugas berat menuntut kepatuhan ketat terhadap kenyataan teknis. Anda harus memprioritaskan kekuatan crimping mentah dan jarak bukaan cetakan di atas semua faktor lainnya. Validasi ketersediaan daya Anda di awal proses. Pastikan fasilitas atau truk layanan Anda benar-benar dapat menjalankan peralatan tersebut.
Mesin yang tidak memenuhi spesifikasi menjamin kemacetan produksi di masa depan. Lebih buruk lagi, hal ini menimbulkan tanggung jawab keselamatan yang sangat besar ke dalam alur kerja Anda. Crimp yang terhenti atau fitting yang terjebak akan merusak material yang mahal dan menghentikan pengoperasian.
Ambil tindakan segera dengan mengaudit inventaris selang Anda saat ini. Proyeksikan diameter dan jenis pemasangan selang maksimum Anda di masa depan. Berkonsultasilah secara langsung dengan ahli teknis untuk mencocokkan kebutuhan tonase Anda. Perencanaan yang matang saat ini akan mencegah kegagalan besar di masa depan.
J: Secara umum, tidak. Crimper hidraulik standar tidak memiliki bukaan cetakan fisik yang diperlukan untuk aplikasi industri. Meskipun mesin hidrolik memiliki tekanan tinggi untuk jalinan kawat, selang industri menggunakan alat kelengkapan yang besar dan besar seperti Camlock atau flensa. Hal ini memerlukan mesin industri khusus yang memiliki bukaan master die yang sangat besar dan pukulan yang lebih panjang.
J: Biasanya Anda memerlukan minimal 350 hingga 400 ton gaya crimping. Selang enam kawat dilengkapi beberapa lapisan baja berkekuatan tarik tinggi. Hal ini memerlukan gaya radial yang sangat besar untuk mengubah bentuk ferrule baja dengan benar. Selalu periksa pedoman spesifik pabrikan pemasangan Anda, karena bahan ferrule yang lebih keras mungkin memerlukan tonase yang lebih besar.
J: Tidak. Hampir semua pabrikan menggunakan bentuk, panjang, dan desain pin penahan milik master die. Anda tidak dapat menukarkan cetakan dengan merek yang berbeda. Hal ini menciptakan penguncian vendor. Selalu verifikasi ketersediaan dan waktu tunggu untuk set cetakan khusus dari pabrikan pilihan Anda sebelum melakukan penggunaan mesin.
J: Anda harus menggunakan kaliper digital khusus berdiameter besar. Kaliper standar seringkali tidak dapat menjangkau perlengkapan industri besar. Ukur permukaan datar ferrule berkerut di beberapa lokasi. Referensikan silang pengukuran yang tepat ini dengan bagan crimp pabrikan tertentu untuk memastikan Anda menghindari under-crimping atau over-crimping yang berbahaya.



