










大口径ホースの圧着には、経済的および安全上の非常に高いリスクが伴います。油圧用の 2 インチ以上のホースは、巨大な圧力下で動作します。 4 ~ 8 インチの産業用アプリケーションでは、絶対的な精度が求められます。標準的な回線では、軽微なオペレーターのミスが許容されることがよくあります。大径ラインではそうではありません。機械のサイズが小さかったり不適合であると、重大なホースの故障に直接つながります。これらの故障は深刻な液体漏れを引き起こします。また、重機のダウンタイムも引き起こします。
この機器の選択は、重要な安全への投資として扱う必要があります。このガイドは、オプションを評価するための純粋に技術的および運用上のフレームワークを提供します。当社は、トン数、金型クリアランス、生産環境に重点を置いています。これらのパラメータを特定の組み立てプロセスに適合させる方法を学びます。最終的に、これにより、選択した機器が実際の工場や現場の要件に完全に適合することが保証されます。
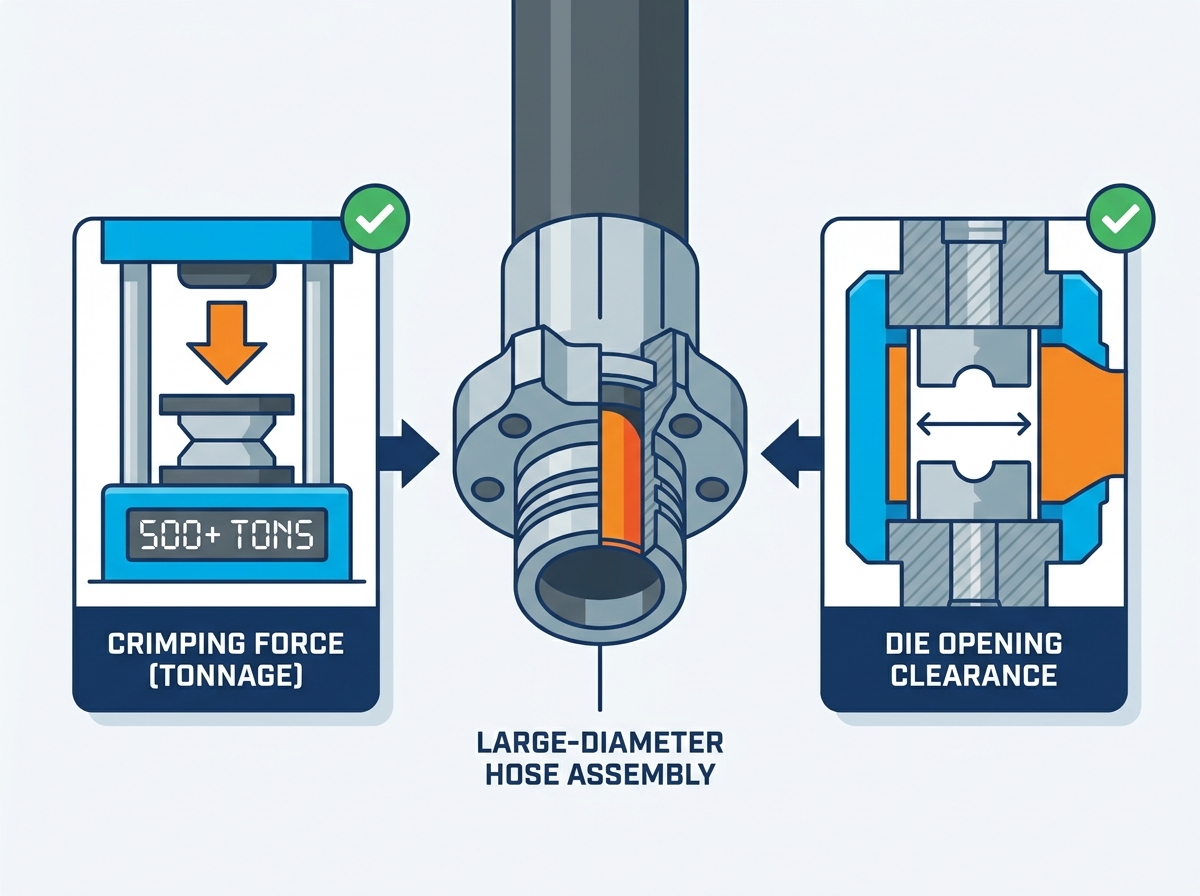
トン数は交渉の余地がありません。 大口径のマルチスパイラル ホース (SAE 100R13/R15 など) は、標準の 1 インチ ラインと比較して指数関数的に高い圧着力 (多くの場合 300 ~ 1000 トン以上) を必要とします。
ダイ開口部のクリアランスが使いやすさを左右する: 大口径ホースには多くの場合、かさばる非標準の継手 (フランジや巨大なエルボなど) が搭載されており、安全に挿入および取り出すには特大のマスター ダイ開口部が必要です。
環境が電源を決定する: 三相電源要件により、モバイル/フィールド環境では真の大径圧着が困難であることで知られており、定置型のワークショップ モデルと特殊な高出力モバイル ユニットの間で慎重な選択が必要です。
特定のホース カテゴリを定義せずに機器を評価することはできません。 「大口径」という用語は、さまざまな分野で異なる意味を持ちます。私たちはこうした物理的現実を打破しなければなりません。
大口径油圧ホースと産業用移送ホースを区別する必要があります。油圧ホースは極度の高圧下で動作します。マルチワイヤースパイラル補強が特徴です。一般的な大型油圧式サイズの範囲は 2 インチから 3 インチです。これらは、スチールフェルールを変形させるために局所的に大きな半径方向の力を必要とします。
工業用ホースはまったく異なる目的を果たします。これらには、レイフラット、吸引、および材料移送ホースが含まれます。直径は 8 ~ 12 インチに達することがよくあります。それらはより低い圧力で動作します。ただし、膨大な物理的設置面積に対応できるマシンが必要です。どのカテゴリが日常業務を支配しているのかを特定する必要があります。
圧着力は直線的に増加することはありません。 2 インチのホースには 1 インチのホースの 2 倍の力が必要だと思われるかもしれません。この仮定は危険なほど間違っています。 1 インチの 2 ワイヤー ホースは、標準的な機械に簡単に適合します。 2インチ6ワイヤーホースが激しく反撃。
フェルールの表面積は、直径が大きくなるにつれて指数関数的に増加します。さらに、複数層の高張力鋼線が圧縮に耐えます。 2 インチ 6 ワイヤー ホースは、より小さなラインよりも大幅に大きな半径方向の力を必要とします。力が不十分な場合、圧力がかかると圧着が失敗します。
ホース カバーの厚さは、必要な機械の仕様に大きな影響を与えます。スカイブホースでは外側のゴムを剥がす必要があります。ノースカイブホースはゴムをそのまま残します。ノースカイ用途では、若干幅の広いダイスが必要となり、多くの場合、閉じ込められたゴムを移動させるためにより大きな力が必要になります。
フェルールの材質も方程式を変えます。炭素鋼は依然として業界標準です。ただし、ステンレス鋼はより高い降伏強度を備えています。大径のステンレス鋼継手を圧縮するには、大幅に高いトン数が必要です。機械を選択する際には、これらの材料変数を考慮する必要があります。
耐久性の高いクリンパを評価するには、表面的な仕様を超えて検討する必要があります。マシンの機械的限界に焦点を当てる必要があります。これらの制限により、安全に組み立てられるものとできないものが決まります。
厳密なトン数ベースラインを確立する必要があります。メーカーはこの力をトンまたはキロニュートンで測定します。最大限の限界で正しく動作する機械を決して購入しないでください。ピークトン数での連続運転は機械の磨耗を加速します。
2 インチ 6 ワイヤ油圧ホースの場合、通常は少なくとも 350 ~ 400 トンが必要です。工業用 8 インチのホースは、取り付けスタイルに応じて 500 ~ 800 トン以上が必要になる場合があります。を選択するときは、 大口径ホース圧着機の場合、20%のパワーバッファを内蔵する必要があります。
ホースカテゴリー |
一般的な直径 |
ワイヤー数 |
推奨最小トン数 |
|---|---|---|---|
標準油圧 |
1.25インチ~1.5インチ |
4線スパイラル |
250~300トン |
重油圧 |
2.0' |
6線スパイラル |
350~450トン以上 |
極度の油圧 |
2.5インチ~3.0インチ |
6線スパイラル |
500~600トン以上 |
工業用・吸引 |
4.0インチ~8.0インチ |
ヘリカル / テキスタイル |
600 - 1000トン以上 |
バイヤーはマスター ダイの開口部を見落とすことがよくあります。この仕様はおそらく生のトン数よりも重要です。ストロークは、圧着後にダイがどれだけ後退するかを表します。マスター ダイの開口部は、利用可能な絶対最大クリアランスを表します。
大口径の継手では、耐久性の高いエルボが使用されることがよくあります。 90 度のフランジフィッティングには大きなクリアランスが必要です。機械に十分なストロークがない場合、圧着後のホースを取り外すことはできません。フィッティングが機械内に物理的に閉じ込められます。マスター ダイの開口部が、最も大きくて扱いにくいフィッティングに対応していることを確認する必要があります。
従来の機械はマイクロメーターのダイヤル設定を使用します。オペレーターは手動でダイヤルを調整して、目標の圧着直径を達成します。これはオペレータのスキルに大きく依存します。ダイヤル設定により、価値の高いアセンブリにおける人的ミスのリスクが高まります。
デジタルまたは CNC タッチスクリーン コントロールは優れた信頼性を提供します。圧着仕様をシステムに直接事前にプログラムできます。機械は、特定のホースと継手の組み合わせの正確なパラメータを呼び出します。デジタル制御によりオペレータのエラーが軽減されます。すべての大径アセンブリで再現可能な精度を保証します。
動作環境によってマシンのアーキテクチャが決まります。工場現場では完璧に機能する機器が、現場では悲惨な故障を起こすこともよくあります。主な勤務場所を評価する必要があります。
大量生産の製造現場には、固定式の生産機械が必要です。これらのユニットは、連続使用サイクル向けに構築された頑丈なフレームを利用しています。作動油の過熱を防ぐ堅牢な冷却システムを備えています。
据え置き型の機械は、ほとんどの場合、三相電力を必要とします。標準的な単相壁コンセントでは、必要な巨大な電気モーターを駆動できません。一般的なセットアップでは 400 V または 480 V の産業用電源が必要です。施設がこれらの電気的前提条件をサポートしていることを確認する必要があります。
現場でのサービスには重大な制限が伴います。標準のモバイル クリンパは 12V または 24V バッテリで動作します。空気圧ポンプを使用するものもあります。これらの動力源では、マルチスパイラル大径ホースに必要なエネルギーが不足しています。必要な直径に達する前に失速してしまいます。
重現場でのサービスには特殊なソリューションが必要です。通常、サービス トラックに直接取り付けられた PTO 駆動 (パワー テイクオフ) ユニットが必要です。あるいは、発電機を動力源とする油圧ユニットを使用することもできます。これらのセットアップは、現場での過酷な修理に必要な流量と圧力を提供します。
大容量マシンは膨大な物理的投資を意味します。信じられないほど重いです。多くの工業用モデルは 1000kg を軽く超えます。通常の作業台には設置できません。
設置には慎重な設備計画が必要です。次の重要なサイト準備手順に従ってください。
コンクリート床が静的重量に耐えられることを確認してください。
荷降ろしと設置のためにフォークリフトが適切にアクセスできることを確認してください。
長いホースを操作できるように、機械の周囲に空間的な余裕を計画してください。
専用の産業用電源ドロップを機械の設置場所の真上に設置します。
基本マシンの購入は最初のステップにすぎません。組織は、周囲の運用上の変数を無視することがよくあります。安全な運用を確保するには、いくつかの重要な実装リスクを積極的に管理する必要があります。
基本マシンの構成に必要なものがすべて含まれていることはほとんどありません。メーカーは多くの場合、標準のダイセットを備えた機械を出荷します。これらの標準セットは通常、より小さな直径で止まります。大きなフランジや特殊な工業用継手をカバーすることはほとんどありません。
運用ニーズを正確に監査する必要があります。重要なダイセットが欠けていると、生産が直ちに停止されます。ダイセットに関する次のリスクを考慮してください。
標準パッケージには、特大の 90 度エルボ用のダイは含まれていません。
独自の金型設計により、既存の在庫を使用することができません。
大量の工業用金型には、特殊な頑丈な保管ラックが必要です。
大口径ホースは硬い鋼管のように動作します。それらは信じられないほど重く、柔軟性に欠けます。 2 インチ 6 ワイヤー ホースを 50 フィート巻き上げるには、操作するのに多大な肉体的労力が必要です。オペレーターがこれらのホースを手作業で格闘することを強制すると、職場での重大な傷害が発生する可能性があります。
マテリアルハンドリングの統合をサポートする機械を評価する必要があります。ホース供給機に対応したシステムを探してください。天井ホイストやクレーンを利用してください。クリンパの前に頑丈な振れ止めを取り付けます。これらのツールはオペレーターの怪我を防ぎます。また、圧着中にホースを完全に真っ直ぐに保ち、安全なシールを確保します。
大きな圧着力により極度の摩擦が発生します。マスター金型と可動コンポーネントには宗教的なメンテナンスが必要です。潤滑不足は金属かじりの原因となります。それは機械の精度を非常に早く破壊します。
必要なグリスアップの頻度を詳しく説明します。最新の機械の中には、グリースフリーのベアリング設計を採用しているものもあります。これらにより、日常のメンテナンスの負担が大幅に軽減されます。さらに、定期的に校正を実行する必要があります。認定されたキャリブレーション ブロックを使用して、ダイが均等に閉じることを確認します。大型の高圧継手では、厳しい公差を維持することが必須です。
適切な製造パートナーを選択すると、長期的な運用リスクが軽減されます。あなたは特殊な産業資産を購入しています。最終的な決定を下す前に、ベンダーに非常に高い技術基準を遵守させる必要があります。
光沢のあるパンフレットや理論上の仕様だけに依存しないでください。物理的なテスト圧着を要求します。最も太くてワイヤー数が多いホースをベンダーに送ります。正確で最もかさばる継手を含めてください。
サイクルを完了する機械のビデオを録画するよう要求します。フィッティングは金型を難なく通過する必要があります。最終的な圧着直径は完全に測定する必要があります。このテストは、マシンが停止することなく最悪のシナリオを処理できることを証明します。
完成したアセンブリは、現実の世界で安全に動作する必要があります。機械が厳格な世界基準を満たすアセンブリを製造していることを確認します。 ISO 18752 または SAE J517 への準拠について問い合わせてください。機械は、これらのフレームワークで要求される公差を保持できる能力を実証する必要があります。
検証可能な精度が欠けている機器は、業務全体を危険にさらします。信頼できるベンダーは、自社の機械が認定された組立プロセスをサポートしていることを証明する文書を喜んで提供します。
ベンダーの購入後のエコシステムを評価します。機械には最終的に交換部品が必要になります。大きなマスターダイは極度のストレス下で破損することがあります。標準的な応答時間を決定します。現地でのスペアパーツの入手可能性について問い合わせてください。
オペレーターのトレーニングは、初めて大容量の購入者にとって特に重要であることがわかります。小さなホースから大口径ホースへの移行には、急峻な学習曲線が必要です。ベンダーは包括的な技術トレーニングを提供する必要があります。専門的な指導が必要な場合は、 お問い合わせください。 適切なトレーニングと技術構成については、
耐久性の高い圧着機を選択するには、技術的な現実を厳密に遵守する必要があります。生の圧着力とダイ開口部のクリアランスを他のすべての要素よりも優先する必要があります。プロセスの早い段階で電力の利用可能性を検証します。施設またはサービストラックが実際に機器を稼働できることを確認してください。
マシンのスペックが不足していると、将来の生産のボトルネックが確実に発生します。さらに悪いことに、ワークフローに多大な安全上の責任が生じます。圧着の停滞やフィッティングの詰まりは、高価な材料を台無しにし、操業を停止させます。
現在のホース在庫を監査して、直ちに措置を講じてください。将来の最大ホース直径と継手のタイプを予測します。正確なトン数要件に合わせて技術専門家に直接相談してください。今日綿密に計画を立てることで、明日の壊滅的な失敗を防ぐことができます。
A: 一般的にはノーです。標準的な油圧クリンパには、産業用途に必要な物理的なダイ開口部がありません。油圧機械ではワイヤー編組に高圧がかかりますが、工業用ホースではカムロックやフランジなどの大きくてかさばる継手が使用されます。これらには、非常に大きなマスター ダイ開口部と長いストロークを備えた特殊な産業用機械が必要です。
A: 通常、少なくとも 350 ~ 400 トンの圧着力が必要です。 6 ワイヤーホースは、複数の層の高張力鋼を特徴としています。スチールフェルールを適切に変形させるには、大きな半径方向の力が必要です。より硬いフェルール材料にはさらに多くのトン数が必要になる可能性があるため、特定の継手メーカーのガイドラインを常に確認してください。
A: いいえ。ほとんどすべてのメーカーが独自のマスター ダイの形状、長さ、保持ピンの設計を採用しています。異なるブランド間でダイを交換することはできません。これによりベンダーロックインが生じます。機械を導入する前に、選択したメーカーの特殊なダイセットの在庫状況と納期を必ず確認してください。
A: 専用の大口径デジタルノギスを使用する必要があります。標準的なノギスでは、多くの場合、巨大な工業用フィッティングの周囲に到達することができません。圧着フェルールの平面を複数の場所で測定します。これらの正確な測定値を特定のメーカーの圧着チャートと照合して、危険な圧着不足または圧着過剰を確実に回避してください。



