Crimping large-diameter hoses carries extremely high financial and safety risks. Hoses measuring 2 inches and above for hydraulics operate under immense pressure. Industrial applications ranging from 4 to 8 inches demand absolute precision. Standard lines often forgive minor operator errors. Large-diameter lines do not. An undersized or mismatched machine directly leads to catastrophic hose failures. These failures cause severe fluid leaks. They also trigger crippling heavy equipment downtime.
You must treat this equipment selection as a critical safety investment. This guide provides a purely technical and operational framework to evaluate your options. We focus heavily on tonnage, die clearance, and production environments. You will learn how to match these parameters to your specific assembly processes. Ultimately, this ensures your chosen equipment fully aligns with your actual shop or field requirements.
Key Takeaways
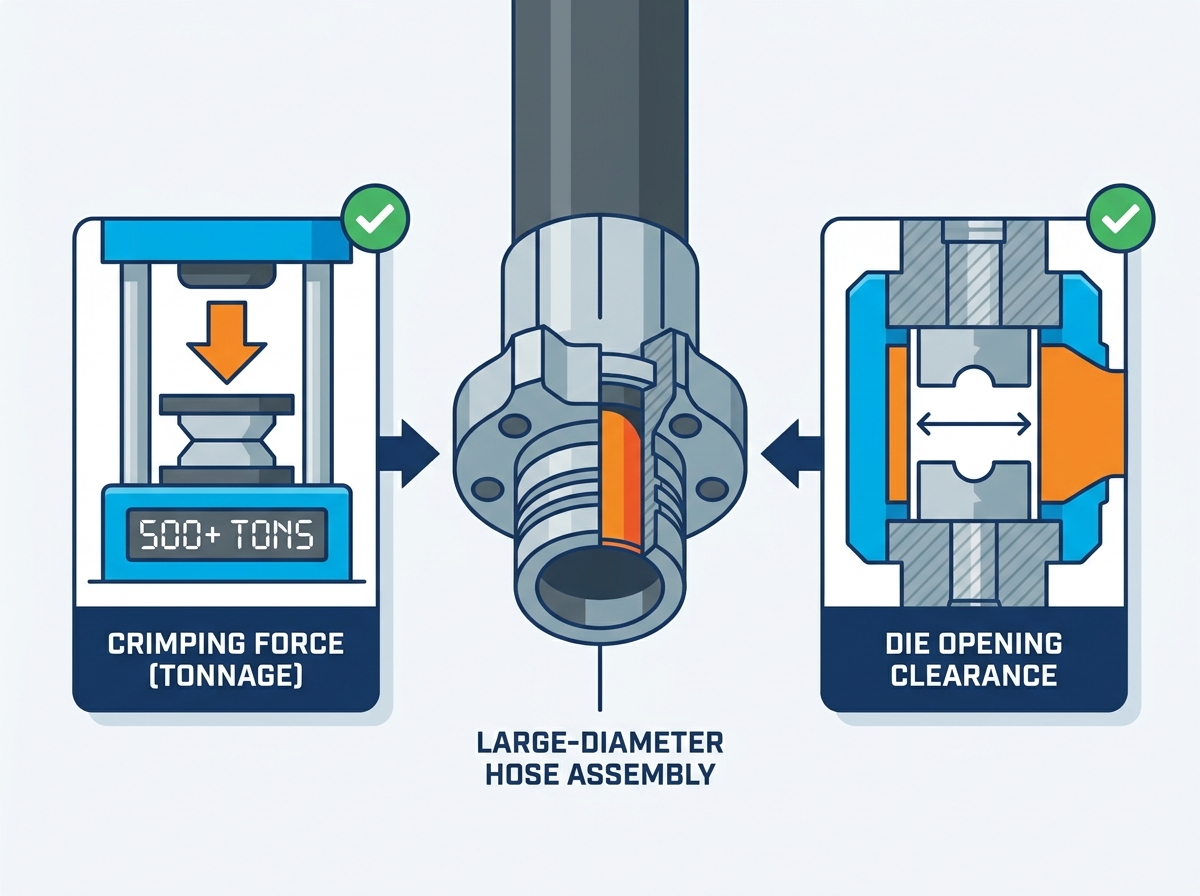
Tonnage is non-negotiable: Large-diameter, multi-spiral hoses (e.g., SAE 100R13/R15) require exponentially higher crimping force (often 300 to 1000+ tons) compared to standard 1-inch lines.
Die opening clearance dictates usability: Large bore hoses often feature bulky, non-standard fittings (like flanges or massive elbows) that require oversized master die openings to insert and extract safely.
Environment dictates power source: True large-diameter crimping is notoriously difficult in mobile/field environments due to 3-phase power requirements, requiring careful selection between stationary workshop models and specialized high-yield mobile units.
Defining "Large-Diameter": Sizing and Tonnage Realities
You cannot evaluate equipment without defining your specific hose categories. The term "large-diameter" means different things across various sectors. We must break down these physical realities.
Categorizing the Hose Type
You must distinguish between large-diameter hydraulic hoses and industrial transfer hoses. Hydraulic hoses operate under extreme high pressure. They feature multi-wire spiral reinforcement. Typical large hydraulic sizes range from 2 inches to 3 inches. These require immense localized radial force to deform the steel ferrules.
Industrial hoses serve a different purpose entirely. These include layflat, suction, and material transfer hoses. Their diameters often reach 8 to 12 inches. They operate at lower pressures. However, they require machines capable of accommodating massive physical footprints. You must identify which category dominates your daily operations.
The Tonnage-to-Diameter Ratio
Crimping force never scales linearly. You might assume a 2-inch hose needs twice the force of a 1-inch hose. This assumption is dangerously incorrect. A 1-inch 2-wire hose yields easily to standard machines. A 2-inch 6-wire hose fights back violently.
The surface area of the ferrule increases exponentially as diameter grows. Furthermore, multiple layers of high-tensile steel wire resist compression. A 2-inch 6-wire hose requires drastically more radial force than smaller lines. If you apply insufficient force, the crimp will fail under pressure.
Material Variables
Hose cover thickness heavily impacts your required machine specifications. Skive hoses require you to strip the outer rubber. No-skive hoses leave the rubber intact. No-skive applications demand slightly wider dies and often more force to displace the trapped rubber.
Ferrule material also changes the equation. Carbon steel remains the industry standard. Stainless steel, however, possesses higher yield strength. Compressing a large-diameter stainless steel fitting requires significantly higher tonnage. You must account for these material variables during machine selection.
Core Evaluation Dimensions for Large Diameter Hose Crimping Machines
Evaluating a heavy-duty crimper requires looking past superficial specifications. You must focus on the mechanical limits of the machine. These limits dictate what you can and cannot assemble safely.
Maximum Crimping Force (Tonnage)
You must establish strict tonnage baselines. Manufacturers measure this force in tons or kilonewtons. Never purchase a machine operating right at its maximum limit. Continuous operation at peak tonnage accelerates machine wear.
For a 2-inch 6-wire hydraulic hose, you generally need a minimum of 350 to 400 tons. Industrial 8-inch hoses might require 500 to 800+ tons depending on the fitting style. When choosing a large diameter hose crimping machine, you must build in a 20% power buffer.
Hose Category
Typical Diameter
Wire Count
Minimum Recommended Tonnage
Standard Hydraulic
1.25" to 1.5"
4-Wire Spiral
250 - 300 Tons
Heavy Hydraulic
2.0"
6-Wire Spiral
350 - 450+ Tons
Extreme Hydraulic
2.5" to 3.0"
6-Wire Spiral
500 - 600+ Tons
Industrial / Suction
4.0" to 8.0"
Helical / Textile
600 - 1000+ Tons
Master Die Opening and Stroke
Buyers frequently overlook the master die opening. This specification is arguably more important than raw tonnage. The stroke represents how far the dies retract after a crimp. The master die opening represents the absolute maximum clearance available.
Large diameter fittings often utilize heavy-duty elbows. A 90-degree flange fitting requires massive clearance. If your machine lacks sufficient stroke, you cannot remove the hose post-crimp. The fitting gets physically trapped inside the machine. You must verify the master die opening accommodates your bulkiest, most awkward fittings.
Precision Control Systems
Traditional machines use micrometer dial settings. Operators manually adjust dials to achieve the target crimp diameter. This relies heavily on operator skill. Dial settings increase the risk of human error on high-value assemblies.
Digital or CNC touchscreen controls offer superior reliability. You can pre-program crimp specifications directly into the system. The machine recalls exact parameters for specific hose and fitting combinations. Digital controls reduce operator error. They guarantee repeatable precision on every large-diameter assembly.
Production Environment: Workshop Assembly vs. Field Servicing
Your operating environment dictates the machine architecture. Equipment functioning perfectly on a factory floor often fails miserably in the field. You must assess your primary working location.
Stationary Production Machines
High-volume manufacturing floors require stationary production machines. These units utilize heavy-duty frames built for continuous duty cycles. They feature robust cooling systems to prevent hydraulic fluid overheating.
Stationary machines almost universally require 3-phase electrical power. Standard single-phase wall outlets cannot drive the massive electric motors required. Typical setups demand 400V or 480V industrial power. You must confirm your facility supports these electrical prerequisites.
Field/Mobile Limitations for Large Bore
Field servicing introduces severe limitations. Standard mobile crimpers run on 12V or 24V batteries. Some utilize pneumatic pumps. These power sources simply lack the energy required for multi-spiral large-diameter hoses. They stall out before reaching the required diameter.
Heavy field servicing demands specialized solutions. You usually need PTO-driven (Power Take-Off) units mounted directly to service trucks. Alternatively, you can use generator-powered hydraulic units. These setups provide the necessary flow and pressure for heavy-duty field repairs.
Footprint and Weight Considerations
Large capacity machines represent massive physical investments. They are incredibly heavy. Many industrial models easily exceed 1000kg. You cannot place them on standard workbenches.
Installation requires careful facility planning. Follow these essential site preparation steps:
Verify the concrete flooring can support the static weight.
Ensure adequate forklift accessibility for unloading and placement.
Plan spatial clearance around the machine for maneuvering long hoses.
Install dedicated industrial power drops directly above the machine location.
Hidden Implementation Risks
Purchasing the base machine represents only the first step. Organizations frequently ignore the surrounding operational variables. You must proactively manage several critical implementation risks to ensure safe operations.
Die Set Inclusions vs. Add-ons
Base machine configurations rarely include everything you need. Manufacturers often ship machines with standard die sets. These standard sets usually stop at smaller diameters. They rarely cover large flanges or specialized industrial fittings.
You must audit your exact operational needs. Missing a crucial die set halts production immediately. Consider the following risks regarding die sets:
Standard packages exclude dies for oversized 90-degree elbows.
Proprietary die designs prevent you from using existing inventory.
Massive industrial dies require specialized heavy-duty storage racks.
Operator Ergonomics and Material Handling
Large diameter hoses behave like rigid steel pipes. They are incredibly heavy and inflexible. A 50-foot roll of 2-inch 6-wire hose requires immense physical effort to manipulate. Forcing operators to manually wrestle these hoses invites severe workplace injuries.
You must evaluate machines supporting material handling integration. Look for systems accommodating hose feeding machines. Utilize overhead hoists or cranes. Install heavy-duty steady-rests in front of the crimper. These tools prevent operator injury. They also keep the hose perfectly straight during the crimp, ensuring a safe seal.
Calibration and Maintenance Overhead
Massive crimping forces generate extreme friction. The master dies and moving components require religious maintenance. Lack of lubrication causes metal galling. It destroys the accuracy of the machine very quickly.
Detail the frequency of greasing required. Some modern machines offer grease-free bearing designs. These reduce daily maintenance burdens significantly. Additionally, you must perform regular calibrations. Use certified calibration blocks to verify the dies close evenly. Maintaining tight tolerances is mandatory for large, high-pressure fittings.
Vendor Shortlisting Logic and Final Selection Criteria
Selecting the right manufacturing partner mitigates long-term operational risks. You are buying a specialized industrial asset. You must hold vendors to extremely high technical standards before finalizing your decision.
Testing Before Buying
Never rely solely on glossy brochures or theoretical specifications. Demand a physical test crimp. Send the vendor your thickest, highest-wire-count hose. Include your exact, bulkiest fittings.
Require them to record a video of the machine completing the cycle. The fitting must clear the dies effortlessly. The final crimp diameter must measure perfectly. This test proves the machine handles your worst-case scenario without stalling.
Compliance and Certification
Your finished assemblies must perform safely in the real world. Verify the machine produces assemblies meeting rigorous global standards. Ask about ISO 18752 or SAE J517 compliance. The machine must demonstrate the capability to hold tolerances required by these frameworks.
Equipment lacking verifiable precision places your entire operation at risk. Reliable vendors gladly provide documentation proving their machines support certified assembly processes.
Support Infrastructure
Evaluate the vendor's post-purchase ecosystem. Machines eventually require replacement parts. Large master dies occasionally break under extreme stress. Determine their standard response times. Ask about local spare parts availability.
Operator training proves especially critical for first-time large-capacity buyers. The transition from small hoses to large-bore hoses involves a steep learning curve. The vendor must provide comprehensive technical training. If you need specialized guidance, contact us to discuss appropriate training and technical configurations.
Conclusion
Choosing a heavy-duty crimper demands strict adherence to technical realities. You must prioritize raw crimping force and die opening clearance above all other factors. Validate your power availability early in the process. Ensure your facility or service truck can actually run the equipment.
Under-speccing a machine guarantees future production bottlenecks. Worse, it introduces massive safety liabilities into your workflow. A stalled crimp or a trapped fitting ruins expensive materials and halts operations.
Take immediate action by auditing your current hose inventory. Project your maximum future hose diameters and fitting types. Consult directly with technical specialists to match your exact tonnage requirements. Rigorous planning today prevents catastrophic failures tomorrow.
FAQ
Q: Can I use my standard 2-inch crimper for large industrial hoses?
A: Generally, no. Standard hydraulic crimpers lack the physical die opening required for industrial applications. While a hydraulic machine has high pressure for wire-braid, industrial hoses use massive, bulky fittings like Camlocks or flanges. These require specialized industrial machines featuring exceptionally large master die openings and longer strokes.
Q: How much tonnage do I need to crimp a 2-inch 6-wire hydraulic hose?
A: You typically need a minimum of 350 to 400 tons of crimping force. Six-wire hoses feature multiple layers of high-tensile steel. This requires massive radial force to deform the steel ferrule properly. Always check your specific fitting manufacturer's guidelines, as harder ferrule materials may require even more tonnage.
Q: Are large diameter die sets interchangeable between machine brands?
A: No. Almost all manufacturers utilize proprietary master die shapes, lengths, and retaining pin designs. You cannot swap dies between different brands. This creates vendor lock-in. Always verify the availability and lead times for specialized die sets from your chosen manufacturer before committing to the machine.
Q: How do I verify the crimp diameter on a large hose?
A: You must use specialized large-diameter digital calipers. Standard calipers often cannot reach around massive industrial fittings. Measure the flat surfaces of the crimped ferrule in multiple locations. Cross-reference these exact measurements against the specific manufacturer crimp charts to ensure you avoid dangerous under-crimping or over-crimping.
Handanshi Kangmai Hydraulic Equipment Co., Ltd. is located in the east of Wangzhuang,on the Hanlin expressway. Our main products have 9 series and 50 types which contains hose crimping machine, hose cutting machine,hose skiving machine...