Прегледи: 0 Аутор: Уредник сајта Време објаве: 08.06.2026. Порекло: Сајт











Кримповање црева великог пречника носи изузетно високе финансијске и безбедносне ризике. Црева од 2 инча и више за хидраулику раде под огромним притиском. Индустријске апликације у распону од 4 до 8 инча захтевају апсолутну прецизност. Стандардне линије често опраштају мање грешке оператера. Линије великог пречника немају. Машина мале величине или неусклађена машина директно доводи до катастрофалних кварова на цревима. Ови кварови узрокују озбиљно цурење течности. Они такође изазивају застоје тешке опреме.
Овај избор опреме морате третирати као критичну инвестицију у сигурност. Овај водич пружа чисто технички и оперативни оквир за процену ваших опција. Усредсређени смо на тонажу, чишћење калупа и производно окружење. Научићете како да ускладите ове параметре са вашим специфичним процесима монтаже. На крају, ово осигурава да је одабрана опрема у потпуности усклађена са стварним захтевима продавнице или терена.
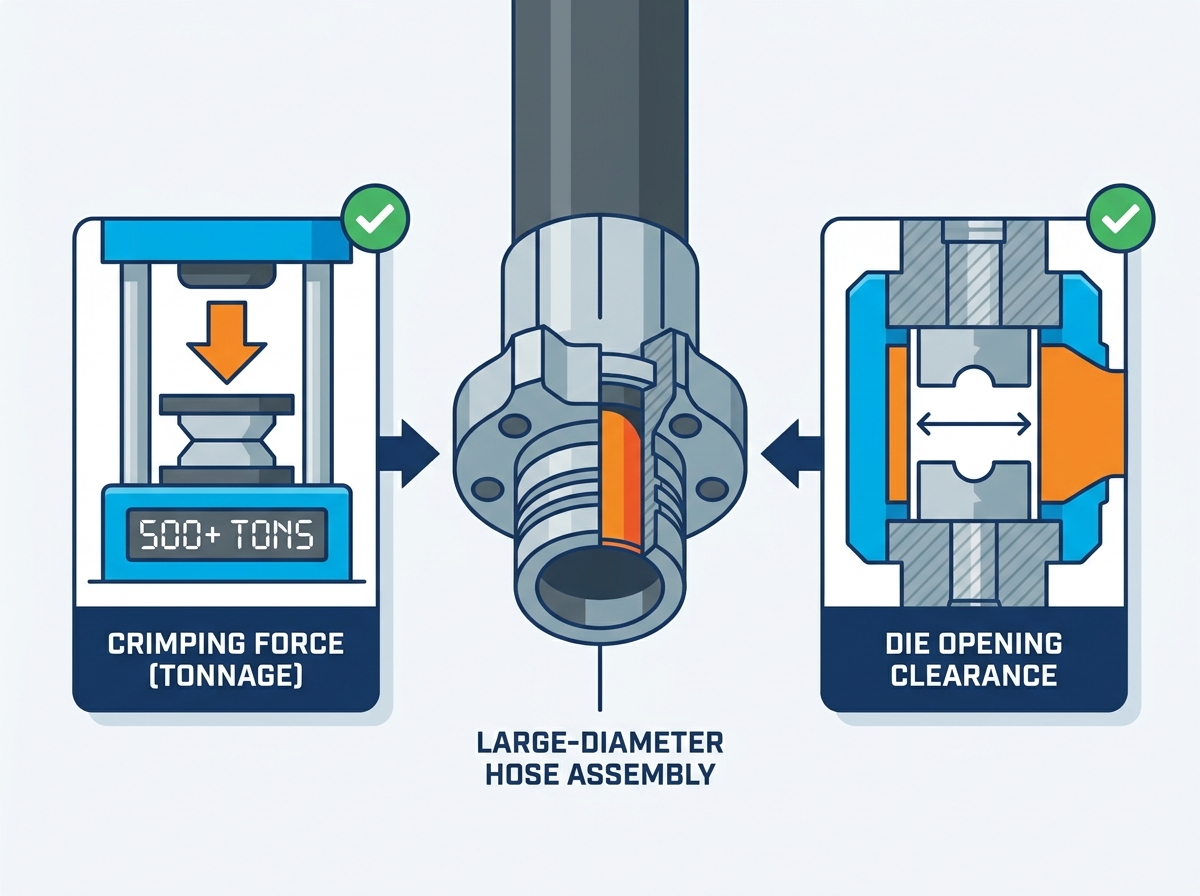
Тонажа се не може преговарати: црева великог пречника са више спирала (нпр. САЕ 100Р13/Р15) захтевају експоненцијално већу силу пресовања (често 300 до 1000+ тона) у поређењу са стандардним линијама од 1 инча.
Зазор отвора матрице диктира употребљивост: црева са великим отвором често имају гломазне, нестандардне спојеве (као што су прирубнице или масивна колена) који захтевају превелике главне отворе за безбедно уметање и извлачење.
Окружење диктира извор напајања: Право пресовање великог пречника је изузетно тешко у мобилним/пољским окружењима због захтева за напајањем у 3 фазе, што захтева пажљив избор између стационарних модела радионица и специјализованих мобилних јединица високог приноса.
Не можете проценити опрему без дефинисања специфичних категорија црева. Израз „великог пречника“ означава различите ствари у различитим секторима. Морамо разбити ове физичке реалности.
Морате разликовати хидраулична црева великог пречника и црева за индустријски трансфер. Хидраулична црева раде под екстремно високим притиском. Имају спирално ојачање са више жица. Типичне велике хидрауличне величине крећу се од 2 инча до 3 инча. Они захтевају огромну локализовану радијалну силу да би се деформисали челични прстенови.
Индустријска црева служе сасвим другој сврси. То укључује лаифлат, усисна и црева за пренос материјала. Њихов пречник често достиже 8 до 12 инча. Они раде на нижим притисцима. Међутим, за њих су потребне машине које могу да поднесу огромне физичке отиске. Морате идентификовати која категорија доминира вашим свакодневним операцијама.
Сила пресовања никада не расте линеарно. Можете претпоставити да црево од 2 инча треба двоструко већу снагу од црева од 1 инча. Ова претпоставка је опасно нетачна. 1-инчно 2-жично црево лако попушта стандардне машине. Црево од 2 инча са 6 жица узвраћа жестоко.
Површина феруле се експоненцијално повећава како пречник расте. Штавише, више слојева челичне жице високе чврстоће отпорне су на компресију. Црево од 2 инча са 6 жица захтева драстично већу радијалну силу од мањих водова. Ако примените недовољну силу, кримп ће пропасти под притиском.
Дебљина поклопца црева у великој мери утиче на ваше потребне спецификације машине. Скиве црева захтевају да скинете спољну гуму. Црева без клизања остављају гуму нетакнутом. Примене без скидања захтевају нешто шире матрице и често већу силу за померање заробљене гуме.
Материјал феруле такође мења једначину. Угљенични челик остаје индустријски стандард. Нерђајући челик, међутим, има већу границу течења. Компресовање арматуре од нерђајућег челика великог пречника захтева знатно већу тонажу. Морате узети у обзир ове варијабле материјала током избора машине.
Процена тешког цримпер-а захтева преглед прошлих површних спецификација. Морате се фокусирати на механичка ограничења машине. Ова ограничења диктирају шта можете, а шта не можете безбедно да саставите.
Морате успоставити строге основне линије тонаже. Произвођачи мере ову силу у тонама или килонњутонима. Никада не купујте машину која ради тачно на свом максималном лимиту. Континуирани рад при вршној тонажи убрзава хабање машине.
За хидраулично црево од 2 инча са 6 жица, генерално вам је потребно најмање 350 до 400 тона. Индустријска црева од 8 инча могу захтевати 500 до 800+ тона у зависности од стила уградње. Приликом избора а машина за пресовање црева великог пречника , морате да уградите пуфер снаге од 20%.
Категорија црева |
Типични пречник |
Вире Цоунт |
Минимална препоручена тонажа |
|---|---|---|---|
Стандард Хидраулиц |
1,25' до 1,5' |
4-жична спирала |
250 - 300 тона |
Хеави Хидраулиц |
2.0' |
6-жична спирала |
350 - 450+ тона |
Ектреме Хидраулиц |
2,5' до 3,0' |
6-жична спирала |
500 - 600+ тона |
Индустријски / усисни |
4.0' до 8.0' |
Хелика / Текстил |
600 - 1000+ тона |
Купци често превиђају главни отвор. Ова спецификација је вероватно важнија од сирове тонаже. Ход представља колико се матрице повлаче након савијања. Отвор главног матрице представља апсолутни максимални расположиви зазор.
Прикључци великог пречника често користе колена за тешке услове рада. Прирубнички спој од 90 степени захтева велики зазор. Ако вашој машини недостаје довољан ход, не можете уклонити црево након увијања. Фитинг се физички заглави унутар машине. Морате да проверите да ли главни отвор матрице одговара вашим најгломазнијим, најнезграпнијим деловима.
Традиционалне машине користе подешавања микрометара. Руковаоци ручно подешавају точкове да би постигли жељени пречник савијања. Ово се у великој мери ослања на вештину оператера. Подешавања бирања повећавају ризик од људске грешке на скуповима високе вредности.
Дигиталне или ЦНЦ контроле на додирном екрану нуде врхунску поузданост. Можете унапред програмирати спецификације за пресовање директно у систем. Машина памти тачне параметре за одређене комбинације црева и фитинга. Дигиталне контроле смањују грешку руковаоца. Они гарантују поновљиву прецизност на сваком склопу великог пречника.
Ваше радно окружење диктира архитектуру машине. Опрема која савршено функционише у фабрици често поквари на терену. Морате проценити своју примарну радну локацију.
Производни подови великог обима захтевају стационарне производне машине. Ове јединице користе тешке оквире направљене за континуиране радне циклусе. Имају робусне системе хлађења који спречавају прегревање хидрауличне течности.
Стационарне машине скоро универзално захтевају 3-фазну електричну енергију. Стандардне једнофазне зидне утичнице не могу покретати потребне масивне електричне моторе. Типичне поставке захтевају индустријску снагу од 400В или 480В. Морате потврдити да ваш објекат подржава ове електричне предуслове.
Сервисирање на терену уводи озбиљна ограничења. Стандардни мобилни уређаји за пресовање раде на 12В или 24В батеријама. Неки користе пнеуматске пумпе. Овим изворима енергије једноставно недостаје енергија потребна за вишеспирална црева великог пречника. Они се заустављају пре него што достигну потребан пречник.
Тежак теренски сервис захтева специјализована решења. Обично су вам потребне ПТО јединице (Повер Таке-Офф) монтиране директно на сервисне камионе. Алтернативно, можете користити хидрауличне јединице са генератором. Ова подешавања обезбеђују неопходан проток и притисак за тешке поправке на терену.
Машине великог капацитета представљају огромна физичка улагања. Невероватно су тешки. Многи индустријски модели лако прелазе 1000 кг. Не можете их поставити на стандардне радне столове.
Инсталација захтева пажљиво планирање објекта. Пратите ове основне кораке за припрему сајта:
Проверите да бетонски под може да издржи статичку тежину.
Осигурајте адекватан приступ виљушкару за истовар и постављање.
Планирајте просторни размак око машине за маневрисање дугих црева.
Инсталирајте наменске индустријске капи за напајање директно изнад локације машине.
Куповина основне машине представља само први корак. Организације често занемарују околне оперативне варијабле. Морате проактивно управљати неколико критичних ризика имплементације да бисте осигурали безбедне операције.
Основне конфигурације машина ретко укључују све што вам је потребно. Произвођачи често испоручују машине са стандардним сетовима калупа. Ови стандардни сетови се обично заустављају на мањим пречницима. Ретко покривају велике прирубнице или специјализоване индустријске арматуре.
Морате извршити ревизију својих тачних оперативних потреба. Недостатак кључног комплета калупа одмах зауставља производњу. Узмите у обзир следеће ризике у вези са сетовима калупа:
Стандардни пакети не укључују матрице за велике колена од 90 степени.
Власнички дизајн матрица вас спречава да користите постојећи инвентар.
Масивне индустријске калупе захтевају специјализоване полице за складиштење за тешке услове рада.
Црева великог пречника се понашају као чврсте челичне цеви. Невероватно су тешки и нефлексибилни. Рола од 50 стопа од 2-инчног 6-жичног црева захтева огроман физички напор за манипулацију. Присиљавање оператера да се ручно рвају са овим цревима изазива тешке повреде на радном месту.
Морате проценити машине које подржавају интеграцију руковања материјалом. Потражите системе у којима се налазе машине за храњење црева. Користите надземне дизалице или дизалице. Инсталирајте чврсте стабилне ослонце испред кримпера. Ови алати спречавају повреде оператера. Такође држе црево савршено равно током савијања, обезбеђујући сигурно заптивање.
Огромне силе пресовања стварају екстремно трење. Мајстор умире и покретне компоненте захтевају религиозно одржавање. Недостатак подмазивања узрокује ломљење метала. Врло брзо уништава тачност машине.
Детаљно наведите учесталост потребног подмазивања. Неке модерне машине нуде дизајн лежајева без масти. Ово значајно смањује оптерећење дневног одржавања. Поред тога, морате обављати редовне калибрације. Користите сертификоване калибрационе блокове да бисте проверили да се матрице равномерно затварају. Одржавање чврстих толеранција је обавезно за велике арматуре под високим притиском.
Одабир правог производног партнера ублажава дугорочне оперативне ризике. Купујете специјализовано индустријско средство. Морате држати продавце на изузетно високим техничким стандардима пре него што финализујете своју одлуку.
Никада се не ослањајте само на сјајне брошуре или теоријске спецификације. Захтевајте физички тест кримп. Пошаљите продавцу своје најдебље црево са највећим бројем жица. Укључите своју тачну, најкрупнију опрему.
Захтевајте од њих да сниме видео снимак машине која завршава циклус. Оков мора да очисти матрице без напора. Коначни пречник пресовања мора савршено да се мери. Овај тест доказује да се машина носи са вашим најгорим сценаријем без застоја.
Ваши готови склопови морају безбедно да раде у стварном свету. Проверите да ли машина производи склопове који испуњавају ригорозне глобалне стандарде. Питајте о усаглашености са ИСО 18752 или САЕ Ј517. Машина мора да покаже способност да држи толеранције које захтевају ови оквири.
Опрема којој недостаје прецизност која се може проверити доводи у опасност читаву операцију. Поуздани продавци радо дају документацију која доказује да њихове машине подржавају сертификоване процесе монтаже.
Процените екосистем продавца након куповине. Машине на крају захтевају резервне делове. Велики мајстори повремено се ломе под екстремним стресом. Одредите њихова стандардна времена одговора. Питајте о доступности локалних резервних делова.
Обука оператера се показала посебно критичном за купце великих капацитета који први пут долазе. Прелазак са малих црева на црева великог пречника укључује стрму криву учења. Продавац мора да обезбеди свеобухватну техничку обуку. Ако вам је потребно специјализовано упутство, контактирајте нас да разговарамо о одговарајућој обуци и техничким конфигурацијама.
Одабир резача за тешке услове захтева стриктно поштовање техничких реалности. Морате дати приоритет сировој сили пресовања и зазору отварања матрице изнад свих осталих фактора. Потврдите своју доступност струје рано у процесу. Уверите се да ваш објекат или сервисни камион заиста може да покреће опрему.
Недовољна спецификација машине гарантује будућа уска грла у производњи. Што је још горе, то уводи огромне безбедносне обавезе у ваш радни ток. Заустављени спој или заглављени спој уништава скупе материјале и зауставља рад.
Предузмите хитне мере тако што ћете прегледати свој тренутни инвентар црева. Пројектујте своје максималне будуће пречнике црева и типове фитинга. Консултујте се директно са техничким стручњацима како бисте испунили тачне захтеве за тонажом. Ригорозно планирање данас спречава катастрофалне неуспехе сутра.
О: Генерално, не. Стандардним хидрауличним машинама за пресовање недостаје физички отвор који је потребан за индустријску примену. Док хидраулична машина има висок притисак за жичану плетеницу, индустријска црева користе масивне, гломазне спојеве као што су Цамлоцкс или прирубнице. Ово захтева специјализоване индустријске машине са изузетно великим отворима за матичне калупе и дужим ходом.
О: Обично вам је потребно најмање 350 до 400 тона силе пресовања. Шестожична црева имају више слојева челика високе чврстоће. Ово захтева огромну радијалну силу да би се челични прстен правилно деформисао. Увек проверите упутства произвођача вашег специфичног фитинга, јер тврђи материјали ферула могу захтевати још више тонаже.
О: Не. Скоро сви произвођачи користе власничке главне облике, дужине и дизајн игле за причвршћивање. Не можете да мењате матрице између различитих брендова. Ово ствара закључавање добављача. Увек проверите доступност и време испоруке за специјализоване сетове калупа од изабраног произвођача пре него што се посветите машини.
О: Морате користити специјализоване дигиталне чељусти великог пречника. Стандардне чељусти често не могу да досегну масивне индустријске арматуре. Измерите равне површине савијеног прстена на више локација. Упоредите ова тачна мерења са специфичним табелама за пресовање произвођача како бисте избегли опасно недовољно или прекомерно савијање.



