Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-06-08 Pochodzenie: Strona











Zakuwanie węży o dużej średnicy wiąże się z niezwykle wysokim ryzykiem finansowym i bezpieczeństwa. Węże hydrauliczne o średnicy 2 cali i większej pracują pod ogromnym ciśnieniem. Zastosowania przemysłowe od 4 do 8 cali wymagają absolutnej precyzji. Linie standardowe często wybaczają drobne błędy operatora. Linie o dużej średnicy tego nie robią. Niewymiarowa lub niedopasowana maszyna bezpośrednio prowadzi do katastrofalnych w skutkach awarii węży. Awarie te powodują poważne wycieki płynu. Powodują także wyniszczające przestoje ciężkiego sprzętu.
Wybór tego sprzętu należy traktować jako kluczową inwestycję w bezpieczeństwo. Ten przewodnik zapewnia ramy czysto techniczne i operacyjne umożliwiające ocenę dostępnych opcji. Koncentrujemy się głównie na tonażu, prześwicie matrycy i środowisku produkcyjnym. Dowiesz się jak dopasować te parametry do konkretnych procesów montażowych. Ostatecznie gwarantuje to, że wybrany sprzęt będzie w pełni zgodny z rzeczywistymi wymaganiami warsztatu lub pola.
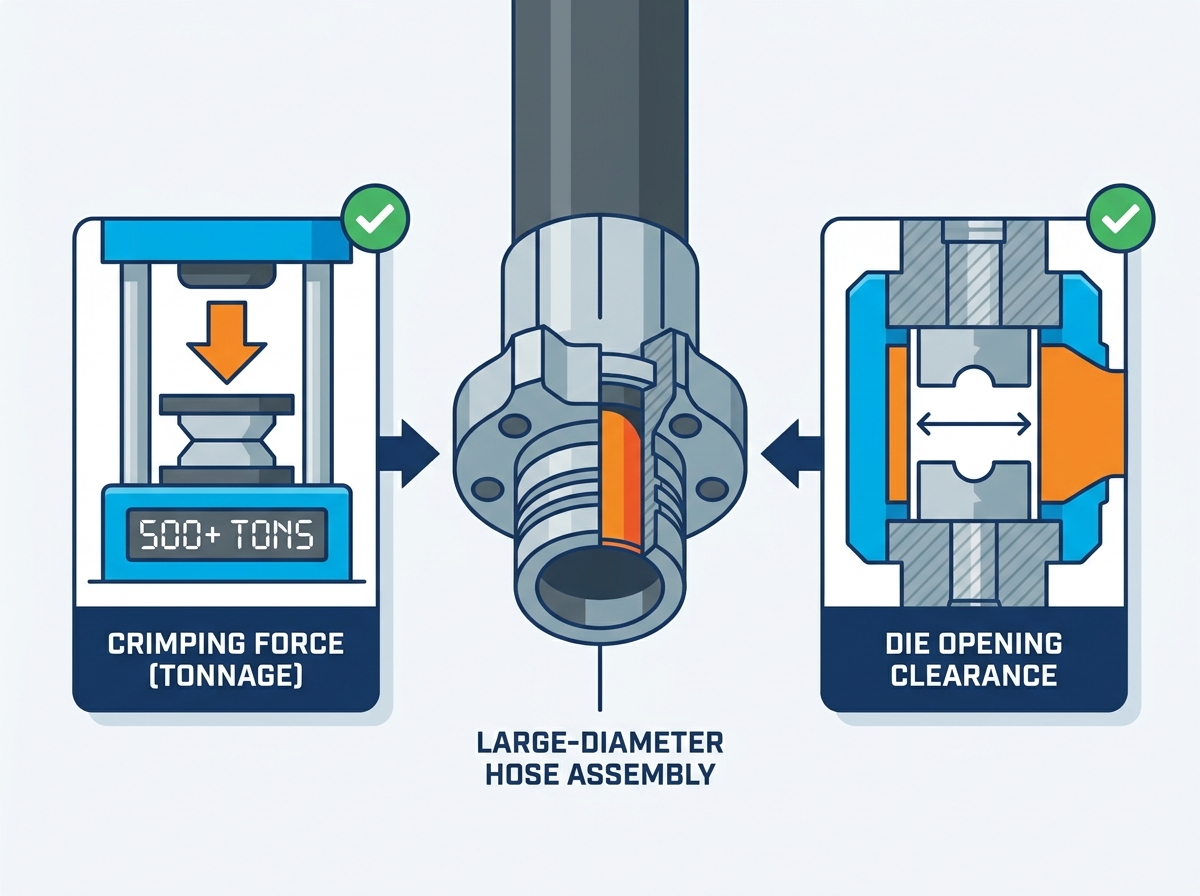
Tonaż nie podlega negocjacjom: Węże wielospiralne o dużej średnicy (np. SAE 100R13/R15) wymagają wykładniczo większej siły zagniatania (często od 300 do 1000+ ton) w porównaniu ze standardowymi przewodami 1-calowymi.
Luz w otworze matrycy decyduje o użyteczności: węże o dużych średnicach często są wyposażone w nieporęczne, niestandardowe złączki (takie jak kołnierze lub masywne kolanka), które wymagają zbyt dużych otworów matrycy głównej w celu bezpiecznego wkładania i wyjmowania.
Środowisko dyktuje źródło zasilania: Prawdziwe zaciskanie o dużej średnicy jest niezwykle trudne w środowiskach mobilnych/w terenie ze względu na wymagania dotyczące zasilania 3-fazowego, co wymaga starannego wyboru pomiędzy stacjonarnymi modelami warsztatowymi a wyspecjalizowanymi, wysokowydajnymi jednostkami mobilnymi.
Nie można oceniać sprzętu bez określenia konkretnych kategorii węży. Termin „duża średnica” oznacza różne rzeczy w różnych sektorach. Musimy rozbić te fizyczne rzeczywistości.
Należy rozróżnić węże hydrauliczne o dużej średnicy od przemysłowych węży przesyłowych. Węże hydrauliczne pracują pod ekstremalnie wysokim ciśnieniem. Posiadają wielodrutowe zbrojenie spiralne. Typowe duże rozmiary hydrauliczne wahają się od 2 cali do 3 cali. Wymagają one ogromnej zlokalizowanej siły promieniowej do odkształcenia stalowych tulejek.
Węże przemysłowe służą zupełnie innemu celowi. Należą do nich węże układane na płasko, ssące i do przesyłu materiału. Ich średnica często sięga od 8 do 12 cali. Działają przy niższych ciśnieniach. Wymagają jednak maszyn zdolnych pomieścić ogromne rozmiary fizyczne. Musisz określić, która kategoria dominuje w Twoich codziennych działaniach.
Siła zaciskania nigdy nie skaluje się liniowo. Można założyć, że wąż 2-calowy wymaga dwukrotnie większej siły niż wąż 1-calowy. To założenie jest niebezpiecznie błędne. 1-calowy wąż 2-żyłowy łatwo poddaje się standardowym maszynom. 2-calowy 6-żyłowy wąż stawia opór gwałtownie.
Powierzchnia tulei rośnie wykładniczo wraz ze wzrostem średnicy. Ponadto wiele warstw drutu stalowego o dużej wytrzymałości na rozciąganie jest odpornych na ściskanie. 2-calowy wąż 6-żyłowy wymaga znacznie większej siły promieniowej niż mniejsze przewody. Jeśli zastosujesz niewystarczającą siłę, zaciśnięcie nie powiedzie się pod ciśnieniem.
Grubość osłony węża ma duży wpływ na wymagane specyfikacje maszyny. Węże Skive wymagają zdjęcia zewnętrznej gumy. Węże bez napięć pozostawiają gumę nienaruszoną. Zastosowania bez poślizgu wymagają nieco szerszych matryc i często większej siły do wyparcia uwięzionej gumy.
Materiał tulei również zmienia równanie. Stal węglowa pozostaje standardem branżowym. Stal nierdzewna ma jednak wyższą granicę plastyczności. Zaciskanie złączek ze stali nierdzewnej o dużej średnicy wymaga znacznie większego tonażu. Podczas wyboru maszyny należy uwzględnić te zmienne materiałowe.
Ocena wysokowydajnej zaciskarki wymaga spojrzenia poza powierzchowne specyfikacje. Musisz skupić się na mechanicznych ograniczeniach maszyny. Limity te określają, co można, a czego nie można bezpiecznie montować.
Należy ustalić ścisłe wartości bazowe dotyczące tonażu. Producenci mierzą tę siłę w tonach lub kiloniutonach. Nigdy nie kupuj maszyny pracującej na maksymalnym limicie. Ciągła praca przy maksymalnym tonażu przyspiesza zużycie maszyny.
W przypadku 2-calowego 6-żyłowego węża hydraulicznego zazwyczaj potrzeba co najmniej 350 do 400 ton. Przemysłowe węże 8-calowe mogą wymagać ciężaru od 500 do 800+ ton, w zależności od stylu mocowania. Wybierając A Zakuwarka do węży o dużej średnicy wymaga wbudowania 20% bufora mocy.
Kategoria węża |
Typowa średnica |
Liczba przewodów |
Minimalny zalecany tonaż |
|---|---|---|---|
Standardowa hydraulika |
1,25” do 1,5” |
Spirala 4-przewodowa |
250 - 300 ton |
Ciężki hydrauliczny |
2,0 ” |
Spirala 6-przewodowa |
350 - 450+ ton |
Ekstremalna hydraulika |
2,5” do 3,0” |
Spirala 6-przewodowa |
500 - 600+ ton |
Przemysłowe / ssące |
4,0” do 8,0” |
Spiralny / Tekstylny |
600 - 1000+ ton |
Kupujący często przeoczają otwarcie matrycy głównej. Specyfikacja ta jest prawdopodobnie ważniejsza niż tonaż surowca. Skok oznacza, jak daleko matryce cofają się po zaciśnięciu. Otwarcie matrycy głównej reprezentuje absolutny maksymalny dostępny luz.
W armaturze o dużej średnicy często stosuje się kolanka o dużej wytrzymałości. Złącze kołnierzowe 90 stopni wymaga dużego luzu. Jeśli Twoja maszyna nie ma wystarczającego skoku, nie można usunąć węża po zaciśnięciu. Złącze zostaje fizycznie uwięzione wewnątrz maszyny. Musisz sprawdzić, czy główny otwór matrycy mieści Twoje najcięższe i najbardziej niewygodne okucia.
Tradycyjne maszyny wykorzystują ustawienia pokrętła mikrometrycznego. Operatorzy ręcznie regulują pokrętła, aby osiągnąć docelową średnicę zagniatania. Zależy to w dużej mierze od umiejętności operatora. Ustawienia pokrętła zwiększają ryzyko błędu ludzkiego w przypadku zespołów o dużej wartości.
Sterowanie za pomocą cyfrowego lub dotykowego ekranu CNC zapewnia najwyższą niezawodność. Możesz wstępnie zaprogramować specyfikacje zaciskania bezpośrednio w systemie. Maszyna zapamiętuje dokładne parametry dla określonych kombinacji węży i złączek. Cyfrowe sterowanie zmniejsza ryzyko błędu operatora. Gwarantują powtarzalną precyzję na każdym montażu o dużej średnicy.
Środowisko operacyjne narzuca architekturę maszyny. Sprzęt funkcjonujący doskonale na hali produkcyjnej często zawodzi w terenie. Musisz ocenić swoje główne miejsce pracy.
Hale produkcyjne o dużej objętości wymagają stacjonarnych maszyn produkcyjnych. Jednostki te wykorzystują ramy o dużej wytrzymałości zbudowane z myślą o ciągłych cyklach pracy. Wyposażone są w solidne układy chłodzenia, które zapobiegają przegrzaniu płynu hydraulicznego.
Maszyny stacjonarne niemal powszechnie wymagają trójfazowego zasilania elektrycznego. Standardowe jednofazowe gniazdka ścienne nie są w stanie napędzać wymaganych masywnych silników elektrycznych. Typowe konfiguracje wymagają zasilania przemysłowego o napięciu 400 V lub 480 V. Musisz potwierdzić, że Twoja placówka spełnia te wymagania elektryczne.
Serwisowanie w terenie wprowadza poważne ograniczenia. Standardowe zaciskarki mobilne działają na akumulatorach 12 V lub 24 V. Niektórzy wykorzystują pompy pneumatyczne. Tym źródłom zasilania po prostu brakuje energii wymaganej dla węży wielospiralnych o dużej średnicy. Zacinają się przed osiągnięciem wymaganej średnicy.
Ciężkie prace terenowe wymagają specjalistycznych rozwiązań. Zwykle potrzebne są jednostki napędzane przez WOM (wał odbioru mocy), montowane bezpośrednio na ciężarówkach serwisowych. Alternatywnie można zastosować jednostki hydrauliczne zasilane generatorem. Te konfiguracje zapewniają niezbędny przepływ i ciśnienie do ciężkich napraw w terenie.
Maszyny o dużej wydajności stanowią ogromne inwestycje fizyczne. Są niesamowicie ciężkie. Wiele modeli przemysłowych z łatwością przekracza 1000 kg. Nie można ich umieszczać na standardowych stołach warsztatowych.
Instalacja wymaga starannego planowania obiektu. Wykonaj następujące podstawowe kroki przygotowania witryny:
Sprawdź, czy betonowa podłoga może utrzymać ciężar statyczny.
Zapewnij odpowiednią dostępność wózka widłowego podczas rozładunku i umieszczenia.
Zaplanuj wolną przestrzeń wokół maszyny w celu manewrowania długimi wężami.
Zainstaluj dedykowane przemysłowe spadki mocy bezpośrednio nad lokalizacją maszyny.
Zakup maszyny podstawowej to dopiero pierwszy krok. Organizacje często ignorują otaczające je zmienne operacyjne. Aby zapewnić bezpieczne działanie, należy aktywnie zarządzać kilkoma krytycznymi ryzykami związanymi z wdrożeniem.
Podstawowe konfiguracje komputera rzadko obejmują wszystko, czego potrzebujesz. Producenci często dostarczają maszyny ze standardowymi zestawami matryc. Te standardowe zestawy zwykle zatrzymują się przy mniejszych średnicach. Rzadko obejmują duże kołnierze lub specjalistyczne złączki przemysłowe.
Musisz dokładnie sprawdzić swoje potrzeby operacyjne. Brak kluczowego zestawu matryc powoduje natychmiastowe zatrzymanie produkcji. Należy wziąć pod uwagę następujące ryzyko związane z zestawami matryc:
Pakiety standardowe nie obejmują matryc do ponadgabarytowych kolanek 90 stopni.
Zastrzeżone projekty matryc uniemożliwiają korzystanie z istniejących zapasów.
Masywne matryce przemysłowe wymagają specjalistycznych, wytrzymałych regałów magazynowych.
Węże o dużej średnicy zachowują się jak sztywne rury stalowe. Są niesamowicie ciężkie i nieelastyczne. Manipulowanie zwojem 2-calowego 6-żyłowego węża o długości 50 stóp wymaga ogromnego wysiłku fizycznego. Zmuszanie operatorów do ręcznego mocowania tych węży grozi poważnymi obrażeniami w miejscu pracy.
Należy ocenić maszyny wspierające integrację obsługi materiałów. Poszukaj systemów obsługujących maszyny do podawania węża. Skorzystaj z podnośników lub dźwigów. Zamontuj wytrzymałe podpory przed zaciskarką. Narzędzia te zapobiegają obrażeniom operatora. Utrzymują również wąż idealnie prosto podczas zagniatania, zapewniając bezpieczne uszczelnienie.
Ogromne siły zaciskające powodują ekstremalne tarcie. Mistrz umiera, a ruchome elementy wymagają konserwacji religijnej. Brak smarowania powoduje zacieranie się metalu. Bardzo szybko niszczy dokładność maszyny.
Określ wymaganą częstotliwość smarowania. Niektóre nowoczesne maszyny oferują konstrukcje łożysk bezsmarowych. Znacząco zmniejszają one codzienne obciążenia konserwacyjne. Dodatkowo należy wykonywać regularne kalibracje. Użyj certyfikowanych bloków kalibracyjnych, aby sprawdzić, czy matryce zamykają się równomiernie. W przypadku dużych złączek wysokociśnieniowych obowiązkowe jest zachowanie wąskich tolerancji.
Wybór odpowiedniego partnera produkcyjnego ogranicza długoterminowe ryzyko operacyjne. Kupujesz specjalistyczny aktyw przemysłowy. Przed podjęciem ostatecznej decyzji musisz wymagać od dostawców przestrzegania niezwykle wysokich standardów technicznych.
Nigdy nie polegaj wyłącznie na błyszczących broszurach lub specyfikacjach teoretycznych. Zażądaj fizycznego zaciśnięcia próbnego. Wyślij sprzedawcy najgrubszy wąż o największej liczbie drutów. Dołącz dokładne, najbardziej obszerne okucia.
Poproś ich, aby nagrali film przedstawiający zakończenie cyklu przez maszynę. Łącznik musi bez wysiłku przechodzić przez matryce. Końcowa średnica zagniatania musi być idealnie dopasowana. Ten test dowodzi, że maszyna radzi sobie z najgorszym scenariuszem bez przestojów.
Twoje gotowe zespoły muszą działać bezpiecznie w prawdziwym świecie. Sprawdź, czy maszyna produkuje zespoły spełniające rygorystyczne światowe standardy. Zapytaj o zgodność z normą ISO 18752 lub SAE J517. Maszyna musi wykazywać zdolność do utrzymywania tolerancji wymaganych przez te ramy.
Sprzęt pozbawiony sprawdzalnej precyzji naraża całą operację na ryzyko. Rzetelni dostawcy chętnie dostarczają dokumentację potwierdzającą, że ich maszyny obsługują certyfikowane procesy montażowe.
Oceń ekosystem posprzedażowy dostawcy. Maszyny ostatecznie wymagają części zamiennych. Duży mistrz umiera czasami pęka pod wpływem ekstremalnego stresu. Określ ich standardowe czasy reakcji. Zapytaj o lokalną dostępność części zamiennych.
Szkolenie operatorów okazuje się szczególnie istotne dla osób kupujących urządzenia o dużej pojemności po raz pierwszy. Przejście z małych węży na węże o dużej średnicy wymaga stromej nauki. Dostawca musi zapewnić kompleksowe szkolenie techniczne. Jeśli potrzebujesz specjalistycznej porady, skontaktuj się z nami w celu omówienia odpowiedniego szkolenia i konfiguracji technicznych.
Wybór zaciskarki do ciężkich zastosowań wymaga ścisłego przestrzegania realiów technicznych. Należy nadać priorytet surowej sile zagniatania i luzowi otwarcia matrycy ponad wszystkie inne czynniki. Sprawdź dostępność zasilania na wczesnym etapie procesu. Upewnij się, że Twój zakład lub ciężarówka serwisowa faktycznie obsługuje sprzęt.
Niedostateczne specyfikacje maszyny gwarantują przyszłe wąskie gardła w produkcji. Co gorsza, wprowadza to ogromne obowiązki związane z bezpieczeństwem w Twojej pracy. Zablokowany zacisk lub uwięziona złączka niszczy drogie materiały i wstrzymuje działanie.
Podejmij natychmiastowe działania, sprawdzając aktualny stan zapasów węży. Zaprojektuj maksymalne przyszłe średnice węży i typy złączek. Skonsultuj się bezpośrednio ze specjalistami technicznymi, aby dokładnie dopasować wymagania dotyczące tonażu. Rygorystyczne planowanie dzisiaj zapobiega katastrofalnym awariom jutro.
Odp.: Generalnie nie. W standardowych zaciskarkach hydraulicznych brakuje fizycznego otwarcia matrycy wymaganego w zastosowaniach przemysłowych. Podczas gdy maszyna hydrauliczna ma wysokie ciśnienie w przypadku oplotu drucianego, węże przemysłowe wykorzystują masywne, nieporęczne złączki, takie jak Camlocki lub kołnierze. Wymagają one specjalistycznych maszyn przemysłowych charakteryzujących się wyjątkowo dużymi otworami matrycy głównej i dłuższymi skokami.
Odp.: Zwykle potrzeba co najmniej 350 do 400 ton siły zagniatania. Węże sześciodrutowe składają się z wielu warstw stali o dużej wytrzymałości na rozciąganie. Wymaga to ogromnej siły promieniowej, aby prawidłowo odkształcić stalową tuleję. Zawsze sprawdzaj wytyczne producenta konkretnego okucia, ponieważ twardsze materiały okuć mogą wymagać jeszcze większego tonażu.
Odp.: Nie. Prawie wszyscy producenci wykorzystują własne kształty, długości i konstrukcje sworzni ustalających. Nie można wymieniać matryc pomiędzy różnymi markami. Powoduje to zablokowanie dostawcy. Przed zakupem maszyny zawsze sprawdzaj dostępność i czas realizacji specjalistycznych zestawów matryc od wybranego producenta.
Odp.: Należy używać specjalistycznych suwmiarki cyfrowej o dużej średnicy. Standardowe zaciski często nie są w stanie dosięgnąć masywnych złączek przemysłowych. Zmierz płaskie powierzchnie zaciśniętej tulejki w wielu miejscach. Porównaj te dokładne pomiary z tabelami zaciskania konkretnego producenta, aby uniknąć niebezpiecznego niedostatecznego lub nadmiernego zaciskania.



