Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-08 Origine : Site











Le sertissage de tuyaux de grand diamètre comporte des risques financiers et de sécurité extrêmement élevés. Les tuyaux mesurant 2 pouces et plus pour l’hydraulique fonctionnent sous une immense pression. Les applications industrielles allant de 4 à 8 pouces exigent une précision absolue. Les lignes standard pardonnent souvent les erreurs mineures de l'opérateur. Ce n’est pas le cas des lignes de grand diamètre. Une machine sous-dimensionnée ou mal adaptée entraîne directement des pannes catastrophiques des tuyaux. Ces pannes provoquent de graves fuites de liquide. Ils provoquent également des temps d’arrêt paralysants des équipements lourds.
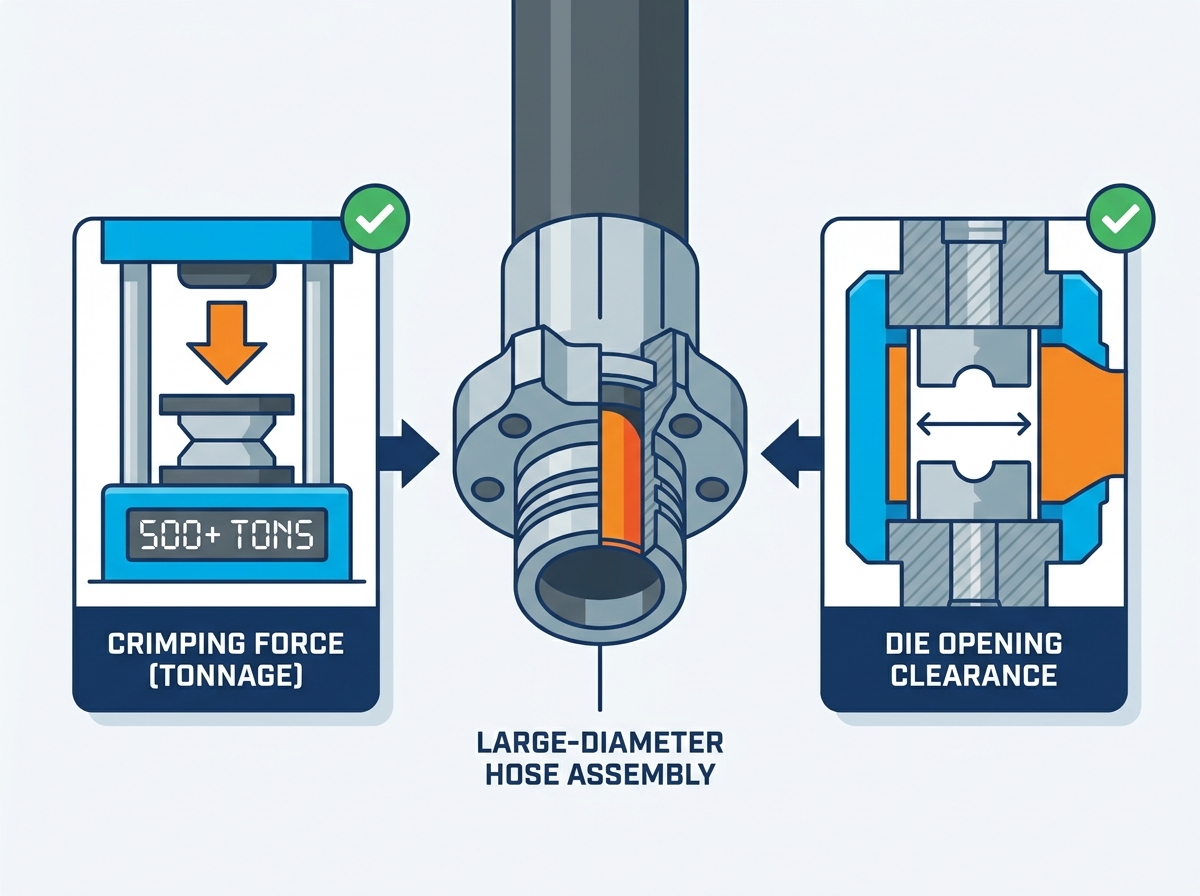
Vous devez considérer cette sélection d’équipement comme un investissement critique en matière de sécurité. Ce guide fournit un cadre purement technique et opérationnel pour évaluer vos options. Nous nous concentrons fortement sur le tonnage, le dégagement des matrices et les environnements de production. Vous apprendrez à adapter ces paramètres à vos processus d'assemblage spécifiques. En fin de compte, cela garantit que l’équipement que vous avez choisi correspond parfaitement aux exigences réelles de votre atelier ou de votre terrain.
Le tonnage n'est pas négociable : les tuyaux multispires de grand diamètre (par exemple, SAE 100R13/R15) nécessitent une force de sertissage exponentiellement plus élevée (souvent de 300 à 1 000+ tonnes) par rapport aux lignes standard de 1 pouce.
Le jeu d'ouverture de la filière dicte la facilité d'utilisation : les tuyaux de gros alésage comportent souvent des raccords encombrants et non standard (comme des brides ou des coudes massifs) qui nécessitent des ouvertures de filière principales surdimensionnées pour être insérées et extraites en toute sécurité.
L'environnement dicte la source d'alimentation : le véritable sertissage de grands diamètres est notoirement difficile dans les environnements mobiles/sur le terrain en raison des exigences d'alimentation triphasée, nécessitant une sélection minutieuse entre les modèles d'atelier stationnaires et les unités mobiles spécialisées à haut rendement.
Vous ne pouvez pas évaluer un équipement sans définir vos catégories spécifiques de tuyaux. Le terme « grand diamètre » signifie différentes choses selon les secteurs. Nous devons briser ces réalités physiques.
Il faut distinguer les flexibles hydrauliques de gros diamètre des flexibles de transfert industriels. Les flexibles hydrauliques fonctionnent sous une pression extrêmement élevée. Ils sont dotés d'un renfort en spirale multifilaire. Les grandes tailles hydrauliques typiques vont de 2 pouces à 3 pouces. Ceux-ci nécessitent une immense force radiale localisée pour déformer les viroles en acier.
Les tuyaux industriels ont un objectif totalement différent. Il s'agit notamment des tuyaux à plat, d'aspiration et de transfert de matériau. Leurs diamètres atteignent souvent 8 à 12 pouces. Ils fonctionnent à des pressions plus basses. Cependant, ils nécessitent des machines capables de prendre en charge des empreintes physiques massives. Vous devez identifier quelle catégorie domine vos opérations quotidiennes.
La force de sertissage n’évolue jamais de manière linéaire. Vous pourriez supposer qu’un tuyau de 2 pouces nécessite deux fois la force d’un tuyau de 1 pouce. Cette hypothèse est dangereusement incorrecte. Un tuyau à 2 fils de 1 pouce cède facilement aux machines standard. Un tuyau à 6 fils de 2 pouces riposte violemment.
La surface de la virole augmente de façon exponentielle à mesure que le diamètre augmente. De plus, plusieurs couches de fil d’acier à haute résistance résistent à la compression. Un tuyau à 6 fils de 2 pouces nécessite une force radiale considérablement plus importante que des conduites plus petites. Si vous appliquez une force insuffisante, le sertissage échouera sous la pression.
L’épaisseur du revêtement de tuyau a un impact important sur les spécifications de votre machine. Les tuyaux Skive nécessitent que vous dénudiez le caoutchouc extérieur. Les tuyaux sans skis laissent le caoutchouc intact. Les applications sans dérapage nécessitent des matrices légèrement plus larges et souvent plus de force pour déplacer le caoutchouc emprisonné.
Le matériau de la virole change également l’équation. L'acier au carbone reste la norme de l'industrie. L’acier inoxydable possède cependant une limite d’élasticité plus élevée. La compression d’un raccord en acier inoxydable de grand diamètre nécessite un tonnage nettement plus élevé. Vous devez tenir compte de ces variables matérielles lors de la sélection de la machine.
L’évaluation d’une sertisseuse robuste nécessite de dépasser les spécifications superficielles. Il faut se concentrer sur les limites mécaniques de la machine. Ces limites dictent ce que vous pouvez et ne pouvez pas assembler en toute sécurité.
Vous devez établir des lignes de base strictes en matière de tonnage. Les fabricants mesurent cette force en tonnes ou kilonewtons. N’achetez jamais une machine fonctionnant à sa limite maximale. Un fonctionnement continu au tonnage maximal accélère l’usure de la machine.
Pour un flexible hydraulique 2 pouces à 6 fils, il faut généralement un minimum de 350 à 400 tonnes. Les tuyaux industriels de 8 pouces peuvent nécessiter entre 500 et plus de 800 tonnes selon le style de raccord. Lors du choix d'un Machine à sertir les tuyaux de grand diamètre , vous devez intégrer un tampon de puissance de 20 %.
Catégorie de tuyau |
Diamètre typique |
Nombre de fils |
Tonnage minimum recommandé |
|---|---|---|---|
Hydraulique standard |
1,25' à 1,5' |
Spirale à 4 fils |
250 - 300 tonnes |
Hydraulique lourd |
2.0' |
Spirale à 6 fils |
350 - 450+ tonnes |
Hydraulique extrême |
2,5' à 3,0' |
Spirale à 6 fils |
500 - 600+ tonnes |
Industriel / Aspiration |
4,0' à 8,0' |
Hélicoïdal / Textile |
600 - 1000+ tonnes |
Les acheteurs négligent souvent l’ouverture de la matrice principale. Cette spécification est sans doute plus importante que le tonnage brut. Le trait représente la distance dans laquelle les matrices se rétractent après un sertissage. L’ouverture de la matrice principale représente le jeu maximum absolu disponible.
Les raccords de grand diamètre utilisent souvent des coudes robustes. Un raccord à bride à 90 degrés nécessite un dégagement important. Si votre machine n'a pas une course suffisante, vous ne pouvez pas retirer le tuyau après le sertissage. Le raccord reste physiquement coincé à l’intérieur de la machine. Vous devez vérifier que l'ouverture de la matrice principale s'adapte à vos raccords les plus volumineux et les plus encombrants.
Les machines traditionnelles utilisent des réglages de cadran micrométrique. Les opérateurs ajustent manuellement les cadrans pour atteindre le diamètre de sertissage cible. Cela dépend fortement des compétences de l'opérateur. Les paramètres de cadran augmentent le risque d’erreur humaine sur les assemblages de grande valeur.
Les commandes à écran tactile numérique ou CNC offrent une fiabilité supérieure. Vous pouvez préprogrammer les spécifications de sertissage directement dans le système. La machine rappelle les paramètres exacts pour des combinaisons spécifiques de tuyaux et de raccords. Les commandes numériques réduisent les erreurs de l’opérateur. Ils garantissent une précision reproductible sur chaque assemblage de grand diamètre.
Votre environnement d'exploitation dicte l'architecture de la machine. Les équipements fonctionnant parfaitement dans une usine tombent souvent en panne lamentablement sur le terrain. Vous devez évaluer votre lieu de travail principal.
Les ateliers de fabrication à grand volume nécessitent des machines de production stationnaires. Ces unités utilisent des châssis robustes conçus pour des cycles de service continus. Ils disposent de systèmes de refroidissement robustes pour éviter la surchauffe du fluide hydraulique.
Les machines fixes nécessitent presque universellement une alimentation électrique triphasée. Les prises murales monophasées standard ne peuvent pas entraîner les énormes moteurs électriques requis. Les configurations typiques nécessitent une alimentation industrielle de 400 V ou 480 V. Vous devez confirmer que votre installation prend en charge ces conditions électriques préalables.
La maintenance sur site introduit de sérieuses limitations. Les sertisseuses mobiles standard fonctionnent avec des batteries 12 V ou 24 V. Certains utilisent des pompes pneumatiques. Ces sources d’énergie n’ont tout simplement pas l’énergie requise pour les tuyaux multispires de grand diamètre. Ils calent avant d'atteindre le diamètre requis.
Les interventions lourdes sur le terrain nécessitent des solutions spécialisées. Vous avez généralement besoin d'unités entraînées par prise de force (prise de force) montées directement sur les camions de service. Alternativement, vous pouvez utiliser des unités hydrauliques alimentées par un générateur. Ces configurations fournissent le débit et la pression nécessaires pour les réparations intensives sur le terrain.
Les machines de grande capacité représentent des investissements physiques massifs. Ils sont incroyablement lourds. De nombreux modèles industriels dépassent facilement les 1000kg. Vous ne pouvez pas les placer sur des établis standards.
L’installation nécessite une planification minutieuse des installations. Suivez ces étapes essentielles de préparation du site :
Vérifiez que le sol en béton peut supporter le poids statique.
Assurer une accessibilité adéquate aux chariots élévateurs pour le déchargement et le placement.
Prévoyez un espace libre autour de la machine pour manœuvrer les longs flexibles.
Installez des chutes de puissance industrielles dédiées directement au-dessus de l’emplacement de la machine.
L'achat de la machine de base ne représente que la première étape. Les organisations ignorent souvent les variables opérationnelles environnantes. Vous devez gérer de manière proactive plusieurs risques de mise en œuvre critiques pour garantir la sécurité des opérations.
Les configurations de machine de base incluent rarement tout ce dont vous avez besoin. Les fabricants expédient souvent des machines avec des jeux de matrices standard. Ces ensembles de normes s'arrêtent généralement à des diamètres plus petits. Ils couvrent rarement les grandes brides ou les raccords industriels spécialisés.
Vous devez auditer vos besoins opérationnels exacts. L’absence d’un jeu de matrices crucial arrête immédiatement la production. Tenez compte des risques suivants concernant les jeux de matrices :
Les forfaits standard excluent les matrices pour les coudes surdimensionnés à 90 degrés.
Les conceptions de matrices exclusives vous empêchent d’utiliser l’inventaire existant.
Les matrices industrielles massives nécessitent des racks de stockage spécialisés et robustes.
Les tuyaux de grand diamètre se comportent comme des tuyaux en acier rigides. Ils sont incroyablement lourds et rigides. Un rouleau de 50 pieds de tuyau à 6 fils de 2 pouces nécessite un immense effort physique pour être manipulé. Forcer les opérateurs à lutter manuellement contre ces tuyaux peut entraîner de graves blessures sur le lieu de travail.
Vous devez évaluer les machines prenant en charge l’intégration de la manutention. Recherchez des systèmes adaptés aux machines d’alimentation par tuyaux. Utilisez des palans ou des grues. Installez des béquilles robustes devant la sertisseuse. Ces outils évitent les blessures de l'opérateur. Ils maintiennent également le tuyau parfaitement droit pendant le sertissage, assurant ainsi une étanchéité sûre.
Des forces de sertissage massives génèrent une friction extrême. Les matrices de maître et les composants mobiles nécessitent un entretien religieux. Le manque de lubrification provoque le grippage du métal. Cela détruit très rapidement la précision de la machine.
Détaillez la fréquence de graissage requise. Certaines machines modernes proposent des conceptions de roulements sans graisse. Ceux-ci réduisent considérablement les charges de maintenance quotidienne. De plus, vous devez effectuer des étalonnages réguliers. Utilisez des blocs d'étalonnage certifiés pour vérifier que les matrices se ferment uniformément. Le maintien de tolérances strictes est obligatoire pour les grands raccords haute pression.
La sélection du bon partenaire de fabrication atténue les risques opérationnels à long terme. Vous achetez un actif industriel spécialisé. Vous devez obliger les fournisseurs à respecter des normes techniques extrêmement élevées avant de finaliser votre décision.
Ne vous fiez jamais uniquement à des brochures sur papier glacé ou à des spécifications théoriques. Exigez un test physique de sertissage. Envoyez au fournisseur votre tuyau le plus épais et le plus riche en fils. Incluez vos raccords exacts et les plus volumineux.
Demandez-leur d’enregistrer une vidéo de la machine complétant le cycle. Le raccord doit dégager les matrices sans effort. Le diamètre de sertissage final doit être parfaitement mesuré. Ce test prouve que la machine gère le pire des cas sans caler.
Vos assemblages finis doivent fonctionner en toute sécurité dans le monde réel. Vérifiez que la machine produit des assemblages répondant à des normes mondiales rigoureuses. Renseignez-vous sur la conformité ISO 18752 ou SAE J517. La machine doit démontrer sa capacité à respecter les tolérances requises par ces cadres.
Un équipement manquant de précision vérifiable met l’ensemble de votre opération en danger. Les fournisseurs fiables fournissent volontiers une documentation prouvant que leurs machines prennent en charge les processus d'assemblage certifiés.
Évaluez l’écosystème post-achat du fournisseur. Les machines nécessitent éventuellement des pièces de rechange. Les grands maîtres meurent parfois sous un stress extrême. Déterminez leurs temps de réponse standard. Renseignez-vous sur la disponibilité locale des pièces de rechange.
La formation des opérateurs s’avère particulièrement essentielle pour les premiers acheteurs de grande capacité. La transition des petits flexibles aux flexibles de gros diamètre implique une courbe d'apprentissage abrupte. Le fournisseur doit fournir une formation technique complète. Si vous avez besoin de conseils spécialisés, contactez-nous pour discuter de la formation appropriée et des configurations techniques.
Le choix d’une sertisseuse robuste exige le strict respect des réalités techniques. Vous devez donner la priorité à la force de sertissage brute et au jeu d’ouverture de la matrice avant tous les autres facteurs. Validez votre disponibilité électrique dès le début du processus. Assurez-vous que votre installation ou votre camion de service peut réellement faire fonctionner l'équipement.
Le sous-dimensionnement d’une machine garantit de futurs goulots d’étranglement de production. Pire encore, cela introduit d’énormes responsabilités en matière de sécurité dans votre flux de travail. Un sertissage bloqué ou un raccord coincé détruit des matériaux coûteux et interrompt les opérations.
Prenez des mesures immédiates en vérifiant votre inventaire actuel de tuyaux. Projetez vos futurs diamètres de tuyaux et types de raccords maximaux. Consultez directement des spécialistes techniques pour répondre à vos exigences exactes en matière de tonnage. Une planification rigoureuse aujourd’hui évite des échecs catastrophiques demain.
R : En général, non. Les sertisseuses hydrauliques standard ne disposent pas de l'ouverture physique requise pour les applications industrielles. Alors qu'une machine hydraulique a une pression élevée pour le tressage métallique, les tuyaux industriels utilisent des raccords massifs et encombrants comme des Camlocks ou des brides. Celles-ci nécessitent des machines industrielles spécialisées présentant des ouvertures de filière exceptionnellement grandes et des courses plus longues.
R : Vous avez généralement besoin d’un minimum de 350 à 400 tonnes de force de sertissage. Les tuyaux à six fils comportent plusieurs couches d'acier à haute résistance. Cela nécessite une force radiale massive pour déformer correctement la virole en acier. Vérifiez toujours les directives spécifiques du fabricant de vos raccords, car les matériaux de virole plus durs peuvent nécessiter un tonnage encore plus important.
R : Non. Presque tous les fabricants utilisent des formes, des longueurs et des conceptions de goupilles de retenue exclusives. Vous ne pouvez pas échanger de matrices entre différentes marques. Cela crée un verrouillage du fournisseur. Vérifiez toujours la disponibilité et les délais de livraison des jeux de matrices spécialisés du fabricant de votre choix avant de vous engager dans la machine.
R : Vous devez utiliser des pieds à coulisse numériques spécialisés de grand diamètre. Les pieds à coulisse standard ne peuvent souvent pas atteindre les raccords industriels massifs. Mesurez les surfaces planes de la virole sertie à plusieurs endroits. Comparez ces mesures exactes avec les tableaux de sertissage spécifiques du fabricant pour vous assurer d'éviter un sous-sertissage ou un sur-sertissage dangereux.



