Перегляди: 0 Автор: Редактор сайту Час публікації: 2026-06-08 Походження: Сайт











Опресування шлангів великого діаметру несе в собі надзвичайно високі фінансові ризики та ризики безпеки. Гідравлічні шланги розміром 2 дюйми і більше працюють під величезним тиском. Промислове застосування від 4 до 8 дюймів вимагає абсолютної точності. Стандартні лінії часто прощають дрібні помилки оператора. Лінії великого діаметру – ні. Недостатня чи невідповідна машина безпосередньо призводить до катастрофічної поломки шланга. Ці несправності викликають серйозні витоки рідини. Вони також призводять до простоїв важкого обладнання.
Ви повинні розглядати цей вибір обладнання як важливу інвестицію в безпеку. Цей посібник містить суто технічну та операційну структуру для оцінки ваших варіантів. Ми зосереджуємося на тоннажі, кліренсі та виробничому середовищі. Ви дізнаєтеся, як узгодити ці параметри з конкретними процесами складання. Зрештою, це гарантує, що вибране вами обладнання повністю відповідає фактичним вимогам вашого цеху чи поля.
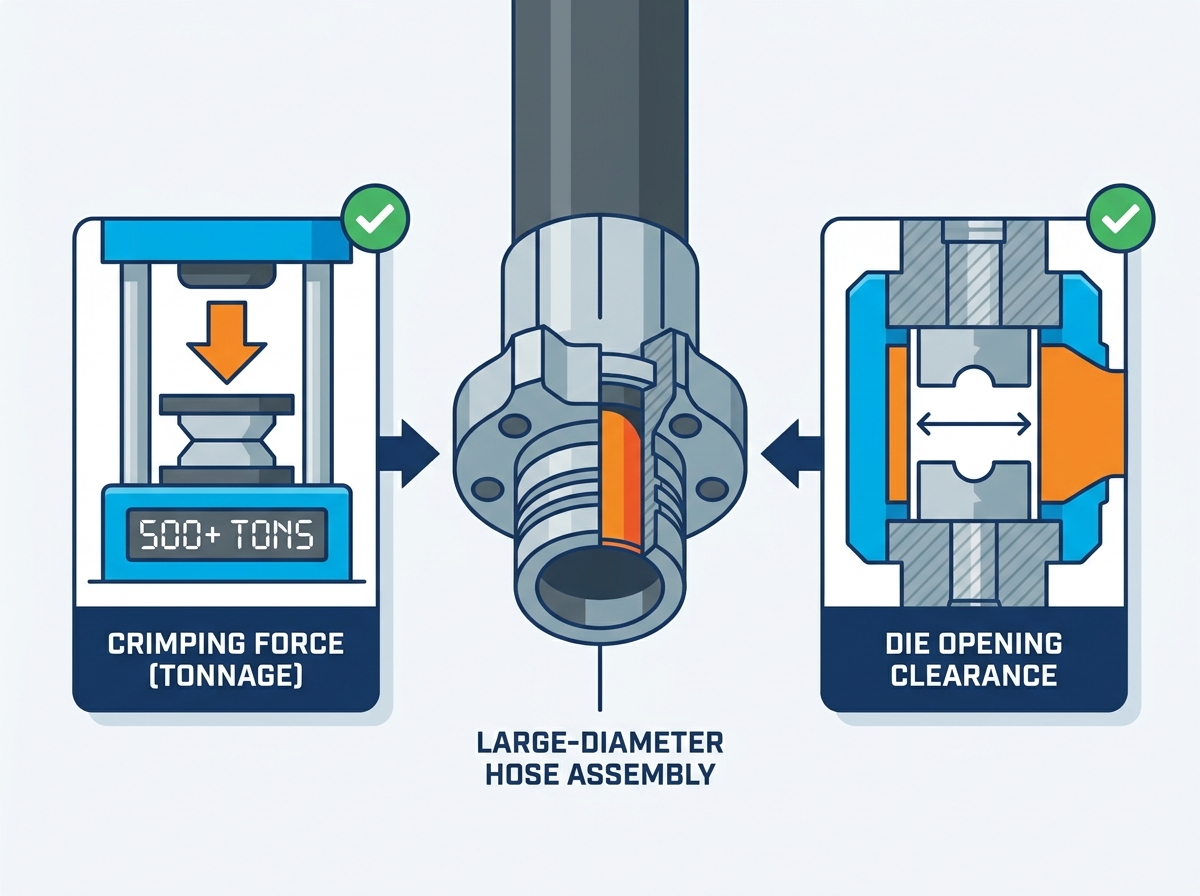
Тоннаж не підлягає обговоренню: багатоспіральні шланги великого діаметру (наприклад, SAE 100R13/R15) потребують експоненціально більшого зусилля обжиму (часто від 300 до 1000+ тонн) порівняно зі стандартними 1-дюймовими лініями.
Прозорість отвору матриці визначає зручність використання: шланги з великим отвором часто мають громіздкі, нестандартні фітинги (наприклад, фланці або масивні коліна), які потребують великих отворів головної матриці для безпечного вставлення та вилучення.
Навколишнє середовище визначає джерело живлення: Справжнє обпресування великого діаметру, як відомо, складно в мобільних/польових середовищах через вимоги до 3-фазного живлення, що вимагає ретельного вибору між стаціонарними моделями для майстерень і спеціалізованими високопродуктивними мобільними установками.
Ви не можете оцінити обладнання, не визначивши конкретні категорії шлангів. Термін «великий діаметр» означає різні речі в різних секторах. Ми повинні зламати ці фізичні реалії.
Необхідно розрізняти гідравлічні шланги великого діаметру та промислові транспортні шланги. Гідравлічні шланги працюють під надзвичайно високим тиском. Вони оснащені багатодротяним спіральним армуванням. Типові великі гідравлічні розміри коливаються від 2 дюймів до 3 дюймів. Вони вимагають величезної локалізованої радіальної сили, щоб деформувати сталеві наконечники.
Промислові шланги служать зовсім іншим цілям. До них відносяться лежачі, всмоктувальні та транспортувальні шланги. Їх діаметр часто досягає 8-12 дюймів. Вони працюють при меншому тиску. Однак їм потрібні машини, здатні вміщувати величезні фізичні сліди. Ви повинні визначити, яка категорія домінує у вашій щоденній діяльності.
Сила обтиску ніколи не змінюється лінійно. Можна припустити, що для 2-дюймового шланга потрібно вдвічі більше зусилля, ніж для 1-дюймового шланга. Це припущення небезпечно неправильне. 1-дюймовий 2-жильний шланг легко піддається стандартним машинам. 2-дюймовий 6-жильний шланг різко відбивається.
Площа поверхні наконечника експоненціально збільшується зі збільшенням діаметра. Крім того, кілька шарів високоміцного сталевого дроту протистоять стисненню. 2-дюймовий 6-дротовий шланг вимагає значно більшої радіальної сили, ніж менші лінії. Якщо ви прикладете недостатнє зусилля, обжим зірветься під тиском.
Товщина кришки шланга сильно впливає на технічні характеристики вашої машини. Шланги Skive потребують зняття зовнішньої гуми. Нешкідливі шланги залишають гуму недоторканою. Застосування без ковзання вимагають дещо ширших матриць і часто більшої сили для зміщення захопленої гуми.
Матеріал наконечника також змінює рівняння. Вуглецева сталь залишається промисловим стандартом. Однак нержавіюча сталь має більш високу межу текучості. Стиснення фітинга з нержавіючої сталі великого діаметру потребує значно більшого тоннажу. Ви повинні враховувати ці змінні матеріалу під час вибору машини.
Щоб оцінити міцний щипчик, потрібно дивитися поза поверхневі характеристики. Ви повинні зосередитися на механічних обмеженнях машини. Ці обмеження визначають, що можна безпечно збирати, а що ні.
Ви повинні встановити суворі базові лінії тоннажу. Виробники вимірюють цю силу в тоннах або кілоньютонах. Ніколи не купуйте машину, яка працює на максимальному рівні. Постійна робота на піку тоннажу прискорює знос машини.
Для 2-дюймового 6-дротового гідравлічного шланга зазвичай потрібно щонайменше 350-400 тонн. Для промислових 8-дюймових шлангів може знадобитися від 500 до 800+ тонн залежно від типу підключення. При виборі a обжимний верстат для шлангів великого діаметру , необхідно вбудувати буфер потужності 20%.
Категорія шланга |
Типовий діаметр |
Підрахунок проводів |
Мінімальний рекомендований тоннаж |
|---|---|---|---|
Стандартний гідравлічний |
1,25' до 1,5' |
4-дротова спіраль |
250-300 тонн |
Важка гідравлічна |
2,0' |
6-дротяна спіраль |
350 - 450+ тонн |
Extreme Hydraulic |
2,5' до 3,0' |
6-дротяна спіраль |
500 - 600+ тонн |
Промисловий / Всмоктування |
4,0' до 8,0' |
Гвинтові / Текстиль |
600 - 1000+ тонн |
Покупці часто не звертають уваги на головний отвір матриці. Ця специфікація, мабуть, важливіша, ніж сирий тоннаж. Хід показує, наскільки далеко втягуються матриці після обтискання. Головний отвір матриці представляє абсолютний максимальний доступний зазор.
У фітингах великого діаметру часто використовуються міцні коліна. 90-градусний фланцевий фітинг вимагає великого зазору. Якщо ваша машина має недостатній хід, ви не можете зняти шланг після обжиму. Фітинг фізично потрапляє всередину машини. Ви повинні переконатися, що головний отвір матриці вміщує ваші найгроміздкіші, найнезручніші фітинги.
У традиційних машинах використовуються налаштування циферблата мікрометра. Оператори вручну регулюють циферблати для досягнення цільового діаметра обжиму. Це значною мірою залежить від навичок оператора. Налаштування циферблата підвищують ризик людської помилки на вузлах високої вартості.
Цифрові або ЧПК сенсорні елементи керування забезпечують виняткову надійність. Ви можете попередньо запрограмувати характеристики обтиску безпосередньо в системі. Машина запам'ятовує точні параметри для певних комбінацій шлангів і фітингів. Цифрове керування зменшує помилки оператора. Вони гарантують повторювану точність кожного вузла великого діаметру.
Ваше операційне середовище визначає архітектуру машини. Обладнання, яке ідеально функціонує на заводі, часто виходить з ладу в польових умовах. Ви повинні оцінити своє основне місце роботи.
Для великих виробничих цехів потрібні стаціонарні виробничі машини. У цих агрегатах використовуються міцні рами, створені для безперервних робочих циклів. Вони оснащені надійною системою охолодження для запобігання перегріву гідравлічної рідини.
Стаціонарні машини майже повсюдно вимагають трифазного електроживлення. Стандартні однофазні настінні розетки не можуть керувати необхідними масивними електродвигунами. Типові установки вимагають промислової напруги 400 В або 480 В. Ви повинні підтвердити, що ваш заклад підтримує ці електричні вимоги.
Обслуговування на місцях накладає серйозні обмеження. Стандартні мобільні щипці працюють від батарейок 12 або 24 В. Деякі використовують пневматичні насоси. Цим джерелам живлення просто не вистачає енергії, необхідної для багатоспіральних шлангів великого діаметру. Вони зависають, не досягнувши необхідного діаметра.
Важке польове обслуговування вимагає спеціальних рішень. Зазвичай вам потрібні блоки з приводом відбору потужності (коробки відбору потужності), які монтуються безпосередньо на службових вантажівках. В якості альтернативи можна використовувати гідроагрегати, що працюють від генератора. Ці установки забезпечують необхідний потік і тиск для важких польових ремонтів.
Машини великої потужності представляють собою значні фізичні інвестиції. Вони неймовірно важкі. Багато промислових моделей легко перевищують 1000 кг. Ви не можете розмістити їх на стандартних верстаках.
Установка вимагає ретельного планування приміщення. Виконайте такі основні етапи підготовки сайту:
Переконайтеся, що бетонна підлога може витримати статичну вагу.
Забезпечте достатній доступ до навантажувача для розвантаження та розміщення.
Плануйте просторовий зазор навколо машини для маневрування довгими шлангами.
Встановіть спеціальні промислові краплі живлення безпосередньо над розташуванням машини.
Придбання базової машини є лише першим кроком. Організації часто ігнорують навколишні операційні змінні. Ви повинні проактивно керувати кількома критичними ризиками впровадження, щоб забезпечити безпечну роботу.
Базові конфігурації машини рідко включають усе необхідне. Виробники часто постачають машини зі стандартними наборами матриць. Ці стандартні набори зазвичай зупиняються на менших діаметрах. Вони рідко охоплюють великі фланці або спеціалізовані промислові фітинги.
Ви повинні перевірити свої точні операційні потреби. Відсутність важливого набору матриць негайно зупиняє виробництво. Зверніть увагу на такі ризики, пов’язані з комплектами матриць:
Стандартні пакети не включають матриці для великих ліктів під кутом 90 градусів.
Власні конструкції матриць не дозволяють вам використовувати наявний інвентар.
Масивні промислові штампи вимагають спеціальних міцних стелажів для зберігання.
Шланги великого діаметру поводяться як жорсткі сталеві труби. Вони неймовірно важкі та негнучкі. 50-футовий рулон 2-дюймового 6-дротового шланга потребує величезних фізичних зусиль для маніпулювання. Змушення операторів вручну боротися з цими шлангами призводить до серйозних травм на робочому місці.
Ви повинні оцінити машини, які підтримують інтеграцію обробки матеріалів. Шукайте системи, які підтримують машини для подачі шлангів. Використовуйте підйомники або крани. Встановіть міцні стійки перед обтискачем. Ці інструменти запобігають травмуванню оператора. Вони також тримають шланг ідеально прямим під час обжиму, забезпечуючи надійне ущільнення.
Великі сили обжиму створюють надзвичайне тертя. Майстер помирає, а рухомі компоненти потребують релігійного обслуговування. Відсутність мастила призводить до заїдання металу. Це дуже швидко руйнує точність машини.
Вкажіть частоту необхідного змащування. Деякі сучасні машини мають конструкції без мастила. Це значно зменшує щоденне обслуговування. Крім того, необхідно проводити регулярне калібрування. Використовуйте сертифіковані калібрувальні блоки, щоб переконатися, що матриці закриваються рівномірно. Дотримання жорстких допусків є обов’язковим для великих фітингів високого тиску.
Вибір правильного партнера-виробника зменшує довгострокові операційні ризики. Ви купуєте спеціалізований промисловий актив. Перш ніж прийняти остаточне рішення, ви повинні вимагати від постачальників надзвичайно високих технічних стандартів.
Ніколи не покладайтеся лише на глянцеві брошури чи теоретичні характеристики. Вимагайте фізичного випробування обжиму. Надішліть постачальнику свій найтовщий шланг з найбільшою кількістю дроту. Додайте свої точні, найгроміздкіші пристосування.
Вимагайте від них записувати відео, як машина завершує цикл. Фітинг повинен знімати матриці без особливих зусиль. Остаточний діаметр обжиму має бути ідеальним. Цей тест доводить, що машина впорається з найгіршим сценарієм, не зупиняючись.
Ваші готові збірки повинні безпечно працювати в реальному світі. Перевірте, чи машина виробляє вузли, які відповідають суворим світовим стандартам. Запитайте про відповідність ISO 18752 або SAE J517. Машина повинна продемонструвати здатність витримувати допуски, необхідні цими рамками.
Обладнання без перевіреної точності ставить під загрозу всю вашу операцію. Надійні постачальники охоче надають документацію, яка підтверджує, що їхні машини підтримують сертифіковані процеси складання.
Оцініть екосистему постачальника після покупки. З часом машини вимагають заміни деталей. Великий майстер вмирає час від часу ламається під сильним навантаженням. Визначте їх стандартний час відповіді. Запитайте про наявність місцевих запасних частин.
Навчання операторів особливо важливо для тих, хто вперше купує велику місткість. Перехід від шлангів малого розміру до шлангів великого діаметру потребує крутого навчання. Постачальник повинен забезпечити комплексне технічне навчання. Якщо вам потрібна спеціальна допомога, зв’яжіться з нами , щоб обговорити відповідне навчання та технічні конфігурації.
Вибір надпотужного кримпера вимагає суворого дотримання технічних реалій. Ви повинні віддавати перевагу силі обжиму та зазору відкриття матриці над усіма іншими факторами. Перевірте наявність електроенергії на початку процесу. Переконайтеся, що ваш об’єкт або сервісна вантажівка дійсно може працювати з обладнанням.
Недостатня специфікація машини гарантує майбутні вузькі місця виробництва. Гірше того, це накладає на ваш робочий процес величезні зобов’язання щодо безпеки. Зухлий обжим або затиснутий фітинг псує дорогі матеріали та зупиняє роботу.
Негайно вживіть заходів, перевіривши ваш поточний запас шлангів. Спроектуйте максимальні майбутні діаметри шлангів і типи фітингів. Зверніться безпосередньо до технічних спеціалістів, щоб узгодити ваші точні вимоги до тоннажу. Ретельне планування сьогодні запобігає катастрофічним невдачам завтра.
A: Загалом ні. Стандартні гідравлічні преси не мають фізичного відкриття матриці, необхідного для промислового застосування. У той час як гідравлічна машина має високий тиск для обплетення, промислові шланги використовують масивні, громіздкі фітинги, такі як Camlocks або фланці. Для цього потрібні спеціалізовані промислові машини з надзвичайно великими отворами матриці та довшими ходами.
Відповідь: зазвичай вам потрібно мінімум 350-400 тонн сили обжиму. Шестижильні шланги мають кілька шарів високоміцної сталі. Це вимагає величезної радіальної сили, щоб належним чином деформувати сталеву втулку. Завжди перевіряйте вказівки виробника конкретного фітинга, оскільки більш тверді наконечники можуть вимагати ще більшого тоннажу.
Відповідь: Ні. Майже всі виробники використовують власні форми, довжини та конструкції кріпильних штифтів. Ви не можете міняти матриці між різними марками. Це створює блокування постачальника. Завжди перевіряйте наявність і терміни виконання спеціалізованих наборів штампів від вибраного вами виробника перед тим, як взятися за машину.
A: Ви повинні використовувати спеціалізовані цифрові штангенциркулі великого діаметру. Стандартні супорти часто не можуть дістатися до масивних промислових фітингів. Виміряйте плоскі поверхні гофрованого наконечника в кількох місцях. Порівняйте ці точні вимірювання з діаграмами обжиму конкретного виробника, щоб уникнути небезпечного недостатнього або надмірного обжиму.



