Zobrazení: 0 Autor: Editor webu Čas publikování: 21. 5. 2026 Původ: místo











Sestava hydraulické hadice spoléhá na přesnou deformaci a strukturální integritu. Standardní vybavení zvládá standardní údržbářské práce perfektně. Složité výrobní aplikace však rychle posouvají standardní stroje za jejich zamýšlené limity.
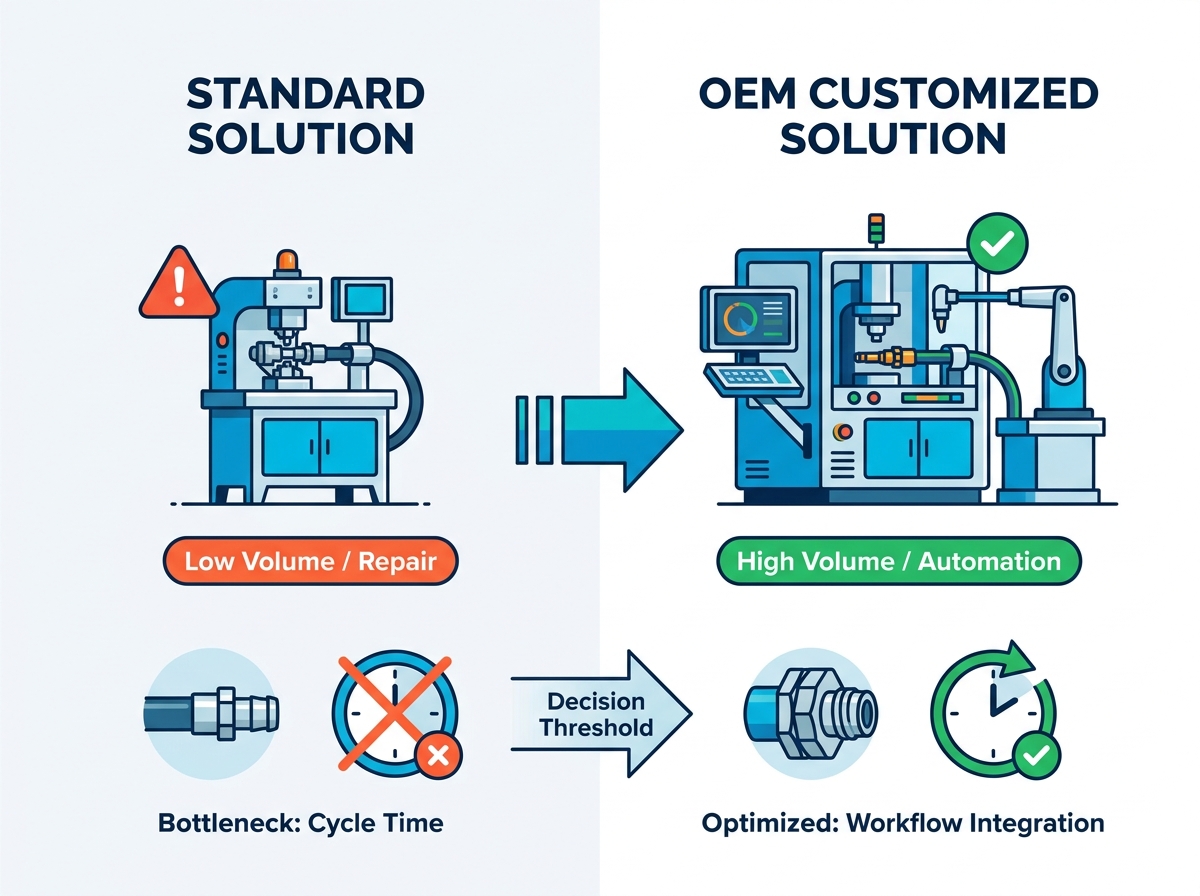
Dosáhnete provozního prahu, když standardní vybavení vytváří úzká místa ve výrobě. Časy cyklů se táhnou. Míra šrotovného stoupá. Stojíte před zásadním rozhodnutím. Přijímáte tyto přetrvávající neefektivnosti? Nebo investujete vyšší počáteční kapitál do specializovaného řešení? Vyvážení těchto počátečních nákladů a dlouhodobých zisků je zásadní. Vlastní jednotka optimalizuje podlahovou plochu. Zkracuje časy cyklů. Zaručuje přísné dodržování tolerance.
Přizpůsobení není všeobecně nutné. Slouží jako vypočítaná reakce na různé výrobní výzvy. V tomto článku se dozvíte, kdy upgradovat. Zkoumáme vhodnou kompatibilitu, objemové požadavky a integraci pracovních postupů. Zjistíte, jak vyhodnotit klíčové metriky a efektivně zdůvodnit investici.
Standardní lisovací lisy jsou dostatečné pro generální opravy, ale velkoobjemová nebo specializovaná výroba vyžaduje OEM lisovací stroj přizpůsobený specifickým dobám cyklu a konfiguracím lisovnic.
Přizpůsobení řeší především tři úzká místa: nestandardní geometrie lícování, integraci automatizované výrobní linky a specializovaná omezení prostoru/přenositelnosti.
Celkové náklady na vlastnictví (TCO) pro přizpůsobené jednotky musí zohledňovat dostupnost specializované výměny matrice a požadavky na školení obsluhy.
Snížení rizika 'míchání značek' (použití různých výrobců hadic a fitinků) vyžaduje programovatelné krimpovací ovladače a vysoce kalibrované zakázkové matrice, aby byly dodrženy bezpečnostní standardy SAE/EN.
Generální opravny fungují pod zcela jiným tlakem než vyhrazená výrobní zařízení. Velkoobjemová výroba vyžaduje nepřetržité pracovní cykly. Standardní stroj zvládne bez problémů padesát montáží denně. Když však ten stejný stroj zpracuje tisíc jednotek za směnu, komponenty se přehřejí. Hydraulická kapalina degraduje. Konzistence mizí. Musíte porovnat požadavky na pracovní cyklus továrny s vysokým výkonem a příležitostnými pracovními postupy údržby. Továrny vyžadují robustní chladicí systémy a odolná těsnění válců, aby přežily nepřetržitý provoz.
Nestandardní tvarové geometrie představují další bezprostřední překážku. Standardní sady matric se řídí univerzálními šablonami. Předpokládají standardní rozměry objímky. Vznikají scénáře, kdy pracujete s proprietárním hydraulickým připojením. V těchto případech standardní matrice způsobují nerovnoměrnou deformaci. Skřípnou kov. Zkreslují kování. V konečném důsledku způsobují úniky pod vysokým tlakem. Vlastní zařízení se přizpůsobí jedinečným úhlům, prodlouženým délkám kapek nebo specializovaným přírubám, aniž by byla ohrožena integrita krimpování.
Integrace pracovních postupů a automatizace si často vynucuje diskusi o přizpůsobení. Moderní montážní linky hodně spoléhají na vzájemně propojená data. Vaše zařízení musí komunikovat se širším softwarem montážní linky. Tato nutnost vyžaduje vlastní rozhraní. Možná budete potřebovat připojení IoT ke sledování produkčních rychlostí v reálném čase. Možná budete potřebovat integraci PLC pro synchronizaci s automatizovanými systémy podávání. Standardní modely fungují jako izolované ostrovy. Přizpůsobené jednotky fungují jako integrované uzly v rámci chytré továrny.
Nakonec zvažte tvarový faktor a environmentální omezení. Standardní provedení předpokládají čistou, prostornou podlahu dílny. Reálné aplikace málokdy nabízejí takový luxus. Můžete provozovat mobilní servisní vozy tam, kde záleží na každém centimetru čtverečním. Můžete pracovat v uzavřených podzemních důlních prostorách. Můžete čelit korozivnímu mořskému prostředí. Tyto scénáře vyžadují vlastní bydlení. Vyžadují upravené napájecí jednotky, které běží na konkrétní napětí nebo alternativní zdroje energie. Úprava fyzické stopy zajišťuje, že se stroj přizpůsobí prostředí, spíše než nutit prostředí, aby se přizpůsobilo stroji.
Hodnocení specializovaného vybavení vyžaduje strukturovaný přístup. Musíte se dívat nad rámec základních marketingových specifikací. Prioritou je sladění technických metrik se skutečnými výrobními cíli.
Metriky krimpovací síly a kapacity slouží jako primární základní linie. Požadovanou tonáž musíte sladit s maximálními průměry hadic. Stroj 200T snadno zvládne standardní dvoudrátové opletené hadice. Avšak aplikace pro velké zatížení zahrnují vyztužení více spirálovým drátem. Krimpování dvoupalcové, šestispirálové hydraulické hadice vyžaduje sílu až 400 T. Nedostatečně specifikovaná tonáž vede k neúplnému stlačení ferule. Nadměrná specifikace jednoduše plýtvá kapitálem. Musíte vyhodnotit maximální specifikaci vaší nejnáročnější montáže.
Adaptabilita matrice přímo ovlivňuje denní výkon. Rychlost přeměny je ve výrobě s vysokým obsahem směsi nesmírně důležitá. Musíte vyhodnotit mechanismy rychlé výměny. Kolik sekund trvá výměna z 1/4-palcové kostky na 1-palcovou kostku? Dostupnost vlastních matric je stejně důležitá. Potřebujete jistotu, že konkrétní profily mohou být obrobeny a dodány rychle. Pomalé přepínání ničí produktivitu směn. Efektivní mechanismy udržují operátory v pohybu.
Přesnost a opakovatelnost řízení odděluje adekvátní stroje od těch vynikajících. Odchylka způsobená operátorem způsobuje významné problémy s kontrolou kvality. Posoudíte potřebu digitálních mikrometrických číselníků. Programovatelné předvolby umožňují operátorům vybrat konkrétní kód úlohy a automaticky upravit stroj na přesné tolerance. Automatizované monitorování tlaku ověřuje, že každý jednotlivý krimpovací prvek před uvolněním splňuje požadovaný práh síly. Tím se dramaticky snižuje lidská chyba.
Soulad a sledovatelnost diktují přístup na trh v silně regulovaných odvětvích. Letecký a kosmický průmysl, těžba a průmyslové aplikace vyžadující přísné bezpečnostní normy. Vaše zařízení musí bezproblémově zaznamenávat data. Musí zaznamenat přesné datum, čas, tlakovou křivku a ID operátora pro každou jednotlivou sestavu. Tyto údaje prokazují shodu během auditu. U kritických aplikací nelze vyjednávat o tom, že váš počítač splňuje tyto možnosti protokolování.
Tabulka: Standardní vs. přizpůsobené možnosti krimpovacího stroje
Metrika hodnocení |
Standardní vybavení |
Přizpůsobené OEM vybavení |
|---|---|---|
Krimpovací síla |
Přednastavené limity (typicky 100T - 250T) |
Navrženo pro použití (až 500T+) |
Přesnost ovladače |
Ruční číselník nebo základní digitální odečet |
Integrace PLC s programovatelnými profily úloh |
Die Changeover |
Ruční extrakce, pomalejší proces |
Automatizované mechanismy pro rychlou výměnu nástrojů |
Sledovatelnost dat |
Žádné nebo manuální knihy jízd |
Protokolování dat IoT připojené ke cloudu na krimpování |
Hydraulický průmysl čelí přetrvávající výzvě týkající se interoperability. Mnoho zařízení se snaží využít OEM stroj na krimpování hadic spolu s hadicemi a armaturami třetích stran. Výrobci zařízení důrazně nedoporučují tuto praxi. Kalibrují své standardní matrice výhradně pro jejich proprietární komponenty. Nedostatek dodavatelského řetězce a tlak na náklady však často nutí zařízení k míchání značek.
Pochopení rizik stohování tolerance je zásadní. Hadice od výrobce A může mít o něco silnější vnější kryt. Tvarovka od výrobce B může mít mírně odlišnou tvrdost objímky. Tyto drobné rozměrové rozdíly se zdají pouhým okem zanedbatelné. Ve skutečnosti se během krimpovacího procesu spojují. Pokud stroj není přesně zkalibrován pro tuto přesnou kombinaci, objímka se podlisuje nebo přelisuje. Přelisování rozdrtí vnitřní trubku. Nedostatečné zalisování způsobuje katastrofální prasknutí pod vysokým pracovním tlakem.
Bezpečné překonání těchto problémů s kompatibilitou vyžaduje specializovaný zásah. Nemůžete jednoduše odhadnout správný průměr krimpu. Musíte přísně testovat smíšenou matrici. Zde je návod, jak vlastní konfigurace řeší dilema:
Analýza materiálu: Inženýři analyzují konkrétní kompresní poměry kombinace hadice a tvarovky třetí strany.
Vlastní profilování zápustek: Výrobce vyrobí vlastní sadu zápustek. Tato sada se speciálně přizpůsobí jedinečné geometrii smíšených značek.
Programovatelné specifikace: Ovladač přijímá vlastní parametry tlaku a průměru a uzamkne je, aby se zabránilo ručnímu nastavení operátora.
Testování na roztržení: Nově vytvořené sestavy procházejí destruktivním testem na roztržení, aby bylo zaručeno, že dodržují standardní tlakové jmenovité hodnoty SAE J517 nebo EN.
Vytvořením vlastních profilů obchází zařízení přísná omezení standardních lisovacích nástrojů. Udržují vysoké bezpečnostní standardy a zároveň využívají různé dodavatelské řetězce. Tento přístup transformuje vážné bezpečnostní riziko na vysoce kontrolovaný a ověřený proces.
Zajištění schválení rozpočtu pro specializované vybavení vyžaduje jasné finanční modelování. Musíte formulovat, proč má počáteční prémie za přizpůsobení dlouhodobý finanční smysl. Vytvoření řešení na míru je nevyhnutelně dražší než nákup standardního katalogového modelu. Toto předběžné procentuální navýšení musíte přesně vypočítat. Zakázkové inženýrství, specializovaný software a unikátní sady matric často zvyšují počáteční kapitálové výdaje o třicet až padesát procent.
Zvýšení provozní efektivity však tuto prémii rychle kompenzuje. Modelujete návratnost investic na základě odlišných produkčních proměnných. Nejprve zvažte míru zmetkovitosti. Standardní stroje, které se potýkají se složitými armaturami, snadno generují tři až pět procent zmetkovitosti. Zakázkově zkalibrovaný stroj klesne pod půl procenta. Za druhé, vyhodnoťte doby cyklu. Deset sekund z každé montáže přináší masivní úsporu práce při výrobě milionu kusů. Poloautomatizace se vyznačuje nižšími mzdovými náklady tím, že jednomu operátorovi umožňuje spravovat více strojů.
Režijní náklady na nástroje a údržbu také vyžadují pečlivé předvídání. Musíte zohlednit náklady na výměnu vlastních matric oproti standardním matricím. Vlastní nástroje se časem opotřebovávají. Jeho výměna je dražší a trvá déle. Musíte také počítat s četností požadované kalibrace. Velkoobjemové zakázkové stroje vyžadují přísné plány údržby, aby byly zachovány jejich přísné tolerance.
Stanovení bodu zvratu poskytuje definitivní časový plán investice. Určíte minimální objem výroby potřebný k ospravedlnění specializovaného vybavení.
Graf: Break-Even ROI Analysis Structure
Kategorie nákladů |
Pracovní postup standardního vybavení |
Přizpůsobený pracovní postup zařízení |
|---|---|---|
Práce na shromáždění |
Vysoká (vyžaduje ruční nastavení) |
Nízká (automatické předvolby) |
Cena šrotu |
Vysoká (vyšší chybová hranice) |
Minimální (přesné ovladače) |
Výměna nářadí |
Nízká (běžná prodejna) |
Premium (zakázkově obrobené matrice) |
Předpokládaný zlomový výsledek |
N/A (základní hodnota) |
Obvykle 14 až 22 měsíců |
Když objem překročí tuto minimální hranici, zakázkový stroj začne generovat značné ziskové marže. Přestává být kapitálovým břemenem. Stává se kritickým aktivem, které řídí ziskovost pracovního postupu.
Nasazení specializovaných strojů přináší jedinečná implementační rizika. Školení a přijetí operátorů představují první velkou překážku. Musíte plánovat křivku učení. Proprietární softwarová rozhraní často vypadají hrozivě. Vlastní postupy nakládání se liší od toho, co znají zkušení operátoři. Pokud se vám nepodaří tým komplexně vyškolit, obejdou bezpečnostní prvky. Ve výchozím nastavení se použijí ruční přepisy. Důkladná integrace zajišťuje skutečné využití pokročilých funkcí.
Další významné riziko představuje redundance dodavatelského řetězce a nástrojů. Když si koupíte vlastní, riskujete uzamčení dodavatele. Stáváte se zcela závislí na jediném dodavateli specializovaných náhradních dílů. Pokud vaše zakázková matrice praskne a dodavatel má dvanáct týdnů dodací lhůty, vaše výrobní linka se zastaví. Musíte si vyjednat přístup k technickým výkresům nebo sekundárním právům na nástroje. Zabezpečení těchto souborů CAD vám umožňuje místně obrábět nouzové náhrady.
Výběr správného partnera určuje úspěch projektu. Implementujte přísný rámec užšího výběru dodavatelů. Musíte požadovat doklad o způsobilosti.
Technické schopnosti: Má výrobce zdokumentované případové studie podobných vlastních sestavení? Teoretické znalosti se výrazně liší od praktické aplikace. Požadujte vidět integrace v reálném světě.
Lead Times: Jaká je reálná časová osa od schválení specifikace po dodání do továrny? Vlastní sestavení čelí technickým zpožděním. Zajistěte pevné dodací závazky zakotvené ve smlouvě.
Poprodejní podpora: Hardware se porouchá. Softwarové závady. Vyhodnoťte dostupnost vzdáleného řešení problémů. Určete, jak zacházejí s aktualizacemi softwaru. Zajistěte, aby zajistili uvedení do provozu na místě, aby vyškolili vaše počáteční zaměstnance.
Spolehlivý prodejce vystupuje jako technický partner, nejen jako dodavatel hardwaru. Pomáhají zmírňovat tato rizika ještě před podpisem objednávky.
Přechod ze standardního pracovního postupu na přizpůsobené řešení vyžaduje kritickou analýzu. Začnete tím, že zjistíte, kde vaše současné zařízení dusí produkci. Ať už se jedná o proprietární armatury, přísné požadavky na automatizaci nebo velká prostorová omezení, rozpoznání úzkého místa je prvním krokem. Odtud vyhodnotíte, jak specializované vybavení řeší tyto přesné poruchy.
Každé rozhodnutí o přizpůsobení by mělo zůstat založeno na měřitelných datech. Neupgradujte na základě předpokladů. Sledujte časy cyklu. Sledujte své zmetkovitosti. Zdokumentujte konkrétní technická omezení vašeho proudu stroj na krimpování hadic . Čísla budou určovat, zda postačí standardní jednotka, nebo zda je finančně nutné sestavení na míru.
Začněte ještě dnes tím, že provedete audit vašeho aktuálního pracovního postupu krimpování. Zdokumentujte své nejčastější body selhání. Shromážděte specifikace sestavy s nejvyšším objemem. Poté se obraťte na výrobce, kteří se dostali do užšího výběru, a vyžádejte si komplexní studii proveditelnosti nebo test tolerance pro smíšenou značku.
Odpověď: Časová osa se liší v závislosti na složitosti. Menší úpravy, jako jsou vlastní sady matric nebo specifické úpravy napětí, trvají 4 až 6 týdnů. Vysoce zkonstruovaná řešení zahrnující automatizaci PLC, vlastní bydlení nebo specializovanou integraci IoT obvykle vyžadují 12 až 16 týdnů od schválení návrhu po dodání.
A: Ano. Většina zakázkových strojů si zachovává univerzální hlavní matricové konfigurace. Pro rutinní montáže ochotně přijímají standardní běžně dostupné matrice. Přizpůsobení se obvykle zaměřuje na software ovladače, délku zdvihu nebo přidání vysoce specifických doplňkových matric vedle standardního katalogu.
Odpověď: Velkoobjemové stroje by měly být denně ověřovány pomocí zástrčkových měřidel nebo digitálních posuvných měřítek. Každých šest měsíců se doporučuje komplexní mechanická a softwarová kalibrace certifikovaným technikem. Aplikace v letectví a těžbě mohou vyžadovat čtvrtletní kalibraci třetí stranou, aby byla zachována shoda.
Odpověď: Ne. Renomovaní výrobci navrhují vlastní řešení tak, aby splňovala nebo překračovala normy CE a UL. Prodejce však musí konkrétně požádat o certifikaci pro vlastní sestavení a ověřit ji. Požadované bezpečnostní certifikáty vždy uvádějte ve své původní kupní smlouvě.
Odpověď: Dodavatelé obvykle spravují vlastní aktualizace softwaru vzdáleně prostřednictvím zabezpečeného připojení IoT nebo poskytují šifrované USB disky. Ujistěte se, že vaše servisní smlouva zahrnuje trvalou softwarovou podporu. Prodejce by měl zaručit, že záplaty základního systému nepřepíší přizpůsobené přednastavené konfigurace vašeho zařízení.



