Просмотров: 0 Автор: Редактор сайта Время публикации: 21 мая 2026 г. Происхождение: Сайт











Сборка гидравлического шланга зависит от точной деформации и структурной целостности. Стандартное оборудование прекрасно справляется со стандартными задачами по техническому обслуживанию. Однако сложные производственные приложения быстро выводят стандартные машины за пределы их предполагаемых возможностей.
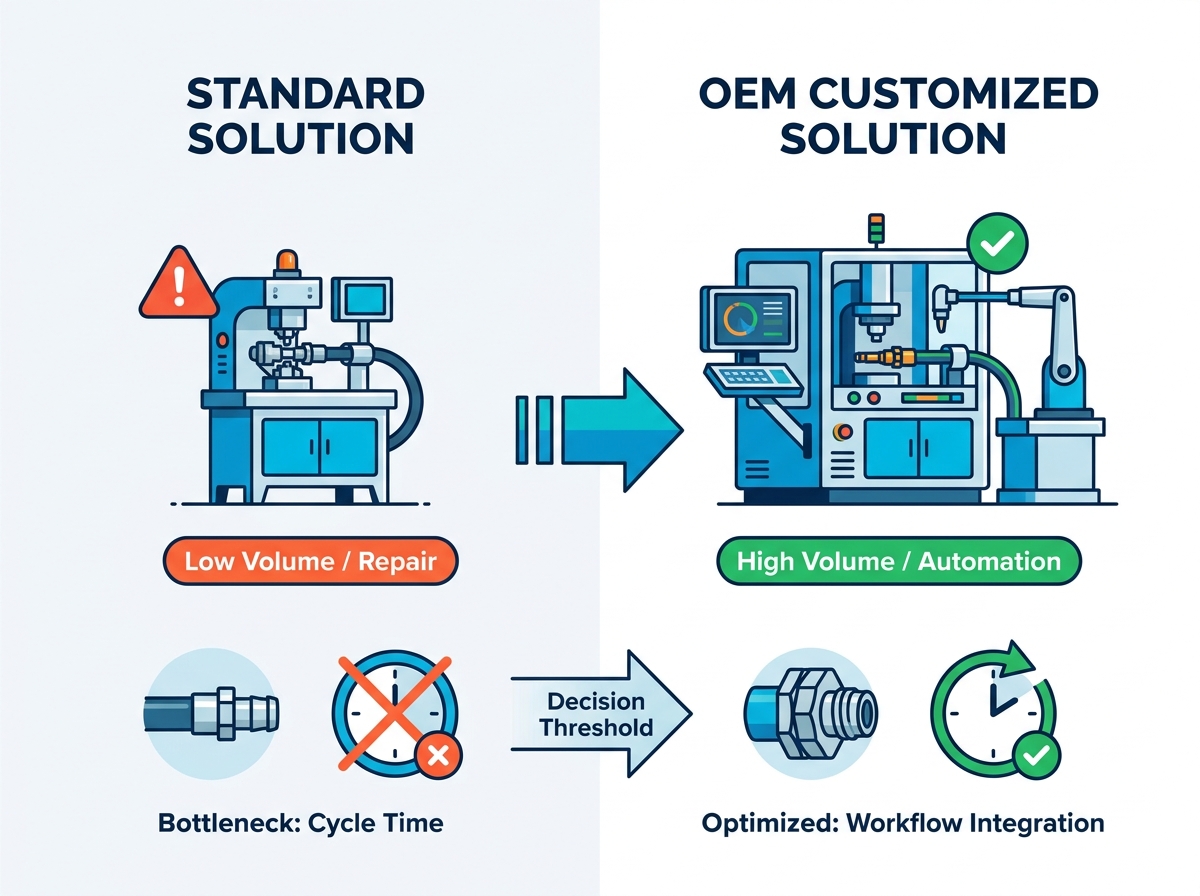
Вы достигаете эксплуатационного порога, когда стандартное оборудование создает узкие места в производстве. Время цикла затягивается. Цены на металлолом растут. Вам предстоит принять важное решение. Принимаете ли вы эту продолжающуюся неэффективность? Или вы инвестируете больший первоначальный капитал в специализированное решение? Крайне важно сбалансировать эти первоначальные затраты с долгосрочными выгодами. Специальный блок оптимизирует площадь помещения. Это сокращает время цикла. Это гарантирует строгое соблюдение толерантности.
Кастомизация не является универсальной необходимостью. Он служит рассчитанным ответом на конкретные производственные проблемы. В этой статье вы узнаете, когда следует выполнить обновление. Мы изучаем совместимость фитингов, требования к объему и интеграцию рабочих процессов. Вы узнаете, как оценивать ключевые показатели и эффективно обосновывать инвестиции.
Стандартных обжимных устройств достаточно для общего ремонта, но для крупносерийного или специализированного производства требуется OEM-обжимная машина для шлангов, адаптированная к конкретному времени цикла и конфигурации матрицы.
Кастомизация в первую очередь решает три узких места: нестандартную геометрию фитингов, интеграцию автоматизированной производственной линии и специальные ограничения по пространству/мобильности.
Общая стоимость владения (TCO) для индивидуальных устройств должна учитывать наличие специализированной замены матрицы и требования к обучению операторов.
Для снижения риска «смешивания марок» (использования шлангов и фитингов разных производителей) необходимы программируемые контроллеры обжима и тщательно откалиброванные специальные матрицы для соблюдения стандартов безопасности SAE/EN.
Мастерские общего ремонта работают в совершенно иных условиях, чем специализированные производственные предприятия. Крупносерийное производство требует непрерывного рабочего цикла. Стандартная машина могла бы без проблем обрабатывать пятьдесят сборок в день. Однако если заставить эту же машину обрабатывать тысячу единиц продукции за смену, компоненты перегреются. Гидравлическая жидкость ухудшается. Консистенция пропадает. Вы должны сопоставить требования к рабочему циклу высокопроизводительного завода с периодическими рабочими процессами технического обслуживания. Чтобы выдержать непрерывную работу, заводам требуются надежные системы охлаждения и прочные уплотнения цилиндров.
Нестандартная геометрия фитингов представляет собой еще одно узкое место. Стандартные наборы штампов соответствуют универсальным шаблонам. Они имеют стандартные размеры наконечников. Сценарии возникают, когда вы работаете с запатентованными гидравлическими соединениями. В этих случаях стандартные штампы вызывают неравномерную деформацию. Они щипают металл. Они искажают фурнитуру. В конечном итоге они вызывают утечку под высоким давлением. Специальное оборудование позволяет использовать уникальные углы, увеличенную длину падения или специальные фланцы без ущерба для целостности обжима.
Интеграция рабочих процессов и автоматизации часто приводит к обсуждению вопросов настройки. Современные сборочные линии в значительной степени полагаются на взаимосвязанные данные. Ваше оборудование должно взаимодействовать с более широким программным обеспечением сборочной линии. Эта необходимость требует пользовательских интерфейсов. Вам может потребоваться подключение к Интернету вещей, чтобы отслеживать темпы производства в режиме реального времени. Вам может потребоваться интеграция ПЛК для синхронизации с автоматизированными системами кормления. Стандартные модели работают как изолированные острова. Индивидуально настроенные устройства функционируют как интегрированные узлы в рамках «умного» завода.
Наконец, примите во внимание форм-фактор и ограничения окружающей среды. Стандартные конструкции предполагают наличие чистого и просторного цеха. Реальные приложения редко предлагают такую роскошь. Вы можете использовать мобильные сервисные грузовики, где важен каждый квадратный дюйм. Вы можете работать в замкнутых подземных горнодобывающих помещениях. Вы можете столкнуться с агрессивной морской средой. Эти сценарии требуют индивидуального жилья. Им требуются модифицированные блоки питания, работающие на определенном напряжении, или альтернативные источники питания. Изменение физического размера гарантирует, что машина вписывается в окружающую среду, а не заставляет среду подстраиваться под машину.
Оценка специализированного оборудования требует структурированного подхода. Вы должны выйти за рамки базовых маркетинговых спецификаций. Приведение технических показателей в соответствие с фактическими производственными целями является приоритетом.
Показатели силы и мощности обжима служат основной базой. Необходимо согласовать требуемый тоннаж с максимальными диаметрами шлангов. Машина 200T легко справляется со стандартными двухжильными шлангами в оплетке. Однако для тяжелых условий эксплуатации требуется армирование многоспиральной проволокой. Для обжатия двухдюймового шестиспирального гидравлического шланга требуется усилие более 400 тонн. Недостаточное значение тоннажа приводит к неполному сжатию втулки. Чрезмерное определение просто приводит к пустой трате капитала. Вы должны оценить максимальную спецификацию вашей самой требовательной сборки.
Адаптивность штампа напрямую влияет на ежедневную производительность. Скорость переналадки имеет огромное значение в смешанном производстве. Вы должны оценить быстросменные механизмы. Сколько секунд потребуется, чтобы заменить матрицу размером 1/4 дюйма на матрицу размером 1 дюйм? Наличие нестандартных штампов не менее важно. Вам нужна уверенность в том, что конкретные профили могут быть обработаны и доставлены в кратчайшие сроки. Медленные переключения снижают производительность смены. Эффективные механизмы позволяют операторам двигаться дальше.
Точность и повторяемость контроллера отличают хорошие машины от отличных. Отклонение, вызванное оператором, вызывает серьезные проблемы с контролем качества. Вы оцениваете потребность в цифровых микрометрах. Программируемые предустановки позволяют операторам выбирать конкретный код задания, автоматически настраивая машину в соответствии с точными допусками. Автоматический мониторинг давления проверяет, что каждый отдельный обжим соответствует требуемому порогу силы перед отпусканием. Это значительно снижает количество человеческих ошибок.
Соблюдение требований и отслеживаемость диктуют доступ к рынкам в жестко регулируемых секторах. В аэрокосмической, горнодобывающей и тяжелой промышленности применяются строгие стандарты безопасности. Ваше оборудование должно беспрепятственно регистрировать данные. Он должен записывать точную дату, время, кривую давления и идентификатор оператора для каждой отдельной сборки. Эти данные доказывают соответствие во время аудита. Обеспечение соответствия вашего компьютера этим возможностям ведения журналов не подлежит обсуждению для критически важных приложений.
Таблица: Возможности стандартной и индивидуальной обжимной машины
Метрика оценки |
Стандартное оборудование |
OEM-оборудование по индивидуальному заказу |
|---|---|---|
Сила обжима |
Предустановленные пределы (обычно 100–250 Т) |
Разработано для применения (до 500T+) |
Точность контроллера |
Ручной набор или базовое цифровое считывание |
Интеграция ПЛК с программируемыми профилями заданий |
Замена штампа |
Ручное извлечение, более медленный процесс |
Автоматизированные быстросменные механизмы оснастки |
Отслеживание данных |
Нет или журналы создаются вручную |
Регистрация данных Интернета вещей с подключением к облаку для каждого обжима |
Гидравлическая отрасль сталкивается с постоянной проблемой совместимости. Многие учреждения пытаются использовать OEM-машина для обжима шлангов, а также шланги и фитинги сторонних производителей. Производители оборудования настоятельно не рекомендуют такой практики. Они калибруют свои стандартные штампы исключительно для своих запатентованных компонентов. Однако нехватка цепочек поставок и ценовое давление часто вынуждают предприятия смешивать бренды.
Понимание рисков накопления толерантности имеет важное значение. Шланг от производителя А может иметь немного более толстую внешнюю оболочку. Фитинг производителя B может иметь немного другую твердость наконечника. Эти незначительные различия в размерах кажутся незначительными невооруженному глазу. На самом деле они соединяются в процессе обжатия. Если машина не откалибрована точно для этой конкретной комбинации, наконечник обжимается недостаточно или слишком сильно. Чрезмерное обжатие разрушает внутреннюю трубку. Недостаточное обжатие приводит к катастрофическим выбросам при высоком рабочем давлении.
Безопасное преодоление этих проблем совместимости требует специального вмешательства. Вы не можете просто угадать правильный диаметр обжима. Вы должны строго протестировать смешанную матрицу. Вот как пользовательские конфигурации решают эту дилемму:
Анализ материалов: инженеры анализируют конкретные степени сжатия комбинации шлангов и фитингов сторонних производителей.
Изготовление специального профиля штампа: производитель изготавливает набор штампов по индивидуальному заказу. Этот набор специально учитывает уникальную геометрию смешанных брендов.
Программируемые характеристики: Контроллер получает пользовательские параметры давления и диаметра, фиксируя их, чтобы предотвратить ручную регулировку оператором.
Испытание на разрыв: вновь созданные узлы проходят разрушающее испытание на разрыв, чтобы гарантировать их соответствие стандартным номинальным давлениям SAE J517 или EN.
Создавая индивидуальные профили, предприятия обходят строгие ограничения стандартных штампов. Они поддерживают высокие стандарты безопасности, одновременно используя разнообразные цепочки поставок. Такой подход превращает серьезный риск безопасности в строго контролируемый и проверенный процесс.
Обеспечение утверждения бюджета на приобретение специализированного оборудования требует четкого финансового моделирования. Вы должны объяснить, почему первоначальная премия за настройку имеет долгосрочный финансовый смысл. Разработка индивидуального решения неизбежно обходится дороже, чем покупка стандартной модели по каталогу. Вы должны точно рассчитать это первоначальное процентное увеличение. Часто индивидуальное проектирование, специализированное программное обеспечение и уникальные наборы штампов увеличивают первоначальные капитальные затраты на тридцать-пятьдесят процентов.
Однако повышение операционной эффективности быстро компенсирует эту премию. Вы моделируете рентабельность инвестиций на основе различных производственных переменных. Во-первых, обратите внимание на процент брака. Стандартные машины, работающие со сложной арматурой, легко дают процент брака от трех до пяти процентов. Машина, откалиброванная по индивидуальному заказу, снижает этот показатель ниже половины процента. Во-вторых, оцените время цикла. Сокращение десяти секунд на каждую сборку приводит к огромной экономии трудозатрат при производстве миллиона единиц продукции. Полуавтоматизация снижает затраты на рабочую силу, позволяя одному оператору управлять несколькими машинами.
Затраты на оснащение и техническое обслуживание также требуют тщательного прогнозирования. Вы должны учитывать стоимость замены нестандартных штампов по сравнению со стандартными. Специально изготовленные инструменты со временем изнашиваются. Замена стоит дороже и занимает больше времени. Вы также должны учитывать частоту необходимой калибровки. Крупносерийные машины, изготовленные по индивидуальному заказу, требуют строгого графика технического обслуживания, чтобы обеспечить соблюдение жестких допусков.
Установление точки безубыточности обеспечивает точные сроки инвестиций. Вы сами определяете минимальный объем производства, необходимый для обоснования использования специализированного оборудования.
Диаграмма: Структура анализа рентабельности инвестиций
Категория стоимости |
Стандартный рабочий процесс оборудования |
Индивидуальный рабочий процесс оборудования |
|---|---|---|
Труда на сборку |
Высокий (требуется ручная регулировка) |
Низкий (автоматические настройки) |
Стоимость лома |
Высокий (Более высокая погрешность) |
Минимальный (прецизионные контроллеры) |
Замена инструмента |
Низкий (стандартные штампы) |
Премиум (штампы, изготовленные по индивидуальному заказу) |
Прогнозируемая безубыточность |
Н/Д (базовый уровень) |
Обычно от 14 до 22 месяцев |
Когда объем превышает этот минимальный порог, специальная машина начинает приносить существенную прибыль. Это перестает быть капитальным бременем. Это становится важнейшим активом, повышающим прибыльность рабочего процесса.
Использование специализированного оборудования сопряжено с уникальными рисками реализации. Обучение и внедрение операторов представляют собой первое серьезное препятствие. Вы должны спланировать кривую обучения. Интерфейсы проприетарного программного обеспечения часто выглядят устрашающе. Специальные процедуры погрузки отличаются от того, что знают опытные операторы. Если не провести комплексную подготовку команды, они обойдут меры безопасности. По умолчанию они будут переопределены вручную. Тщательная адаптация гарантирует, что расширенные функции будут действительно использованы.
Избыточность цепочек поставок и инструментов представляет собой еще один значительный риск. Когда вы покупаете нестандартный товар, вы рискуете зациклиться на поставщике. Вы становитесь полностью зависимыми от одного поставщика специализированных запасных частей. Если ваш изготовленный на заказ штамп сломается, а у поставщика есть двенадцать недель на выполнение заказа, ваша производственная линия остановится. Вы должны договориться о доступе к техническим чертежам или о правах на дополнительные инструменты. Защита этих файлов САПР позволяет выполнять экстренную замену локально.
Выбор правильного партнера определяет успех проекта. Внедрите строгий механизм составления короткого списка поставщиков. Вы должны потребовать подтверждение компетентности.
Инженерные возможности: располагает ли производитель документальными исследованиями аналогичных нестандартных конструкций? Теоретические знания сильно отличаются от практического применения. Требуйте увидеть реальные интеграции.
Сроки выполнения: каковы реалистичные сроки от утверждения спецификации до поставки на завод? Индивидуальные сборки сталкиваются с задержками в проектировании. Надежные обязательства по доставке, закрепленные в контракте.
Послепродажная поддержка: поломки оборудования. Программные сбои. Оцените доступность удаленного устранения неполадок. Определите, как они обрабатывают обновления программного обеспечения. Убедитесь, что они обеспечивают ввод в эксплуатацию на месте для обучения вашего первоначального персонала.
Надежный поставщик выступает в качестве технического партнера, а не просто поставщика оборудования. Они помогают снизить эти риски еще до подписания заказа на поставку.
Переход от стандартного рабочего процесса к индивидуальному решению требует критического анализа. Вы начинаете с определения того, где ваше нынешнее оборудование препятствует производству. Независимо от того, имеете ли вы дело с запатентованной арматурой, жесткими требованиями к автоматизации или серьезными ограничениями в пространстве, первым шагом является признание узкого места. Оттуда вы оцениваете, как специализированное оборудование устраняет именно эти неисправности.
Каждое решение по настройке должно основываться на измеримых данных. Не обновляйтесь на основе предположений. Отслеживайте время цикла. Следите за уровнем брака. Задокументируйте конкретные технические ограничения вашего текущего машина для обжима шлангов . Цифры будут определять, достаточно ли стандартного устройства или требуется индивидуальная сборка с финансовой точки зрения.
Примите меры сегодня, проведя аудит текущего рабочего процесса обжима. Задокументируйте наиболее частые точки сбоя. Соберите спецификации сборки самого большого объема. Затем обратитесь к производителям, включенным в короткий список, и запросите комплексное технико-экономическое обоснование или тест на толерантность для смешанных брендов.
Ответ: Сроки варьируются в зависимости от сложности. Незначительные модификации, такие как специальные наборы кристаллов или адаптация определенного напряжения, занимают от 4 до 6 недель. Для высокотехнологичных решений, включающих автоматизацию ПЛК, индивидуальный корпус или специализированную интеграцию Интернета вещей, обычно требуется от 12 до 16 недель с момента утверждения проекта до доставки.
А: Да. Большинство нестандартных машин сохраняют универсальные конфигурации основных штампов. Они с готовностью принимают стандартные готовые штампы для рутинной сборки. Настройка обычно фокусируется на программном обеспечении контроллера, длине хода или добавлении узкоспециализированных дополнительных штампов в дополнение к стандартному каталогу.
Ответ: Машины большого объема должны проходить ежедневную проверку с использованием калибр-пробок или цифровых штангенциркулей. Комплексную механическую и программную калибровку сертифицированным специалистом рекомендуется проводить каждые шесть месяцев. Приложения в аэрокосмической или горнодобывающей промышленности могут требовать ежеквартальной калибровки третьей стороной для обеспечения соответствия требованиям.
О: Нет. Авторитетные производители разрабатывают индивидуальные решения, соответствующие стандартам CE и UL или превосходящие их. Однако поставщик должен подать заявку и подтвердить сертификацию для пользовательской сборки. Всегда указывайте необходимые сертификаты безопасности в первоначальном договоре купли-продажи.
Ответ: Поставщики обычно управляют пользовательскими обновлениями программного обеспечения удаленно через безопасные соединения IoT или предоставляют зашифрованные USB-накопители. Убедитесь, что ваш контракт на обслуживание включает постоянную поддержку программного обеспечения. Поставщик должен гарантировать, что исправления базовой системы не перезапишут настроенные предустановленные конфигурации вашего предприятия.



