Visninger: 0 Forfatter: Webstedsredaktør Udgivelsestid: 21-05-2026 Oprindelse: websted











Hydraulisk slangesamling er afhængig af præcis deformation og strukturel integritet. Hyldeudstyr klarer standard vedligeholdelsesopgaver perfekt. Imidlertid skubber komplekse produktionsapplikationer hurtigt standardmaskiner ud over deres tilsigtede grænser.
Du rammer en driftstærskel, når standardudstyr skaber produktionsflaskehalse. Cyklustider trækker. Skrotraterne stiger. Du står over for en kernebeslutning. Accepterer du disse vedvarende ineffektiviteter? Eller investerer du højere forhåndskapital i en specialiseret løsning? Det er afgørende at balancere disse startomkostninger mod langsigtede gevinster. En tilpasset enhed optimerer gulvpladsen. Det skærer cyklustider ned. Det garanterer streng overholdelse af tolerance.
Tilpasning er ikke universelt nødvendig. Det tjener som et beregnet svar på forskellige produktionsudfordringer. I denne artikel lærer du, hvornår du skal opgradere. Vi udforsker tilpasningskompatibilitet, volumenkrav og workflowintegration. Du vil opdage, hvordan du evaluerer nøglemålinger og retfærdiggør investeringen effektivt.
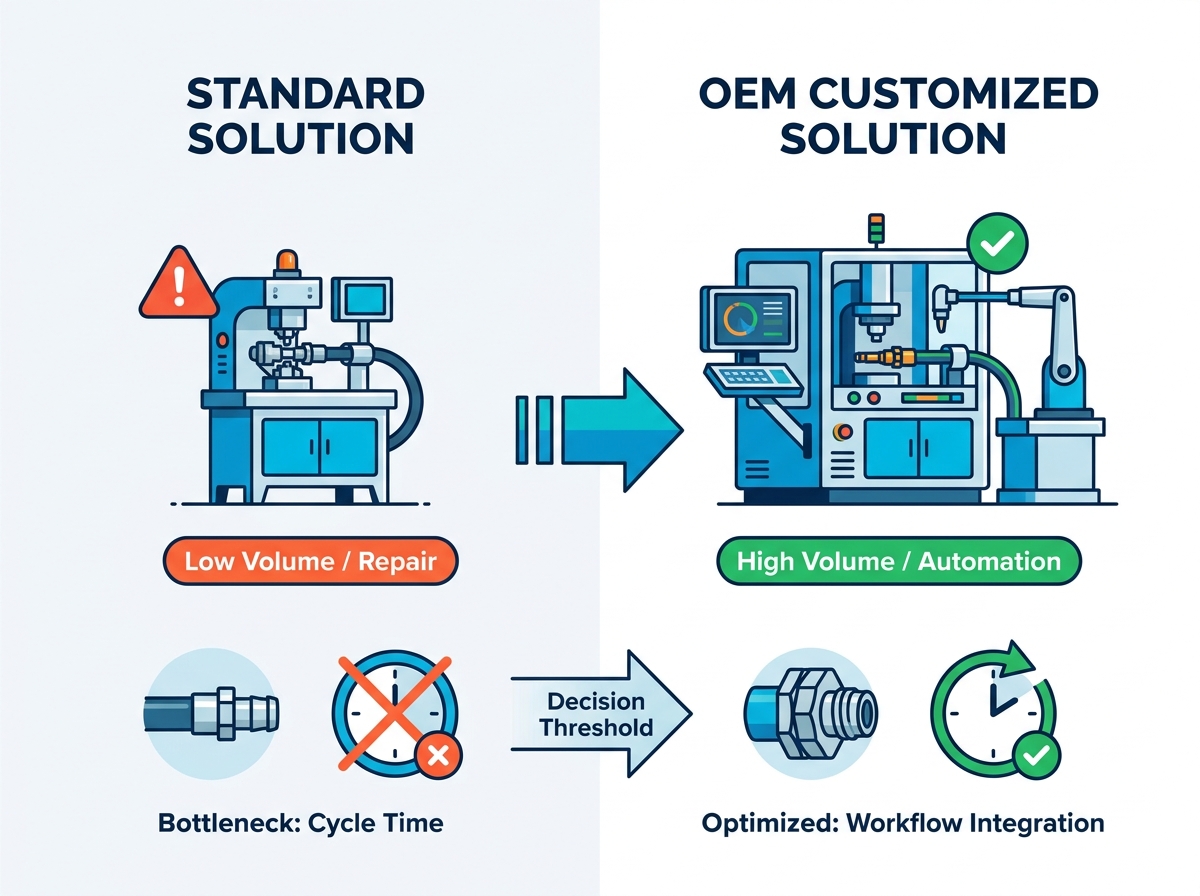
Standardpressere er tilstrækkelige til generel reparation, men højvolumen eller specialiseret produktion kræver en OEM slangepressemaskine, der er skræddersyet til specifikke cyklustider og matricekonfigurationer.
Tilpasning løser primært tre flaskehalse: ikke-standard tilpasningsgeometrier, automatiseret produktionslinjeintegration og specialiserede plads-/portabilitetsbegrænsninger.
Total Cost of Ownership (TCO) for tilpassede enheder skal tage højde for specialiseret tilgængelighed af udskiftning af matricer og krav til operatøruddannelse.
For at mindske risikoen for 'blanding af mærker' (ved at bruge forskellige slange- og fittings-producenter) kræves programmerbare crimp-controllere og højt kalibrerede brugerdefinerede matricer for at opretholde SAE/EN-sikkerhedsstandarderne.
Generelle værksteder opererer under et helt andet pres end dedikerede produktionsfaciliteter. Højvolumenproduktion kræver kontinuerlige driftscyklusser. En standardmaskine kan håndtere halvtreds samlinger dagligt uden problemer. Skub dog den samme maskine til at behandle tusind enheder pr. skift, og komponenterne overophedes. Hydraulikvæske nedbrydes. Konsistensen forsvinder. Du skal sammenligne duty-cycle-kravene for en høj-output fabrik mod lejlighedsvise vedligeholdelsesarbejdsgange. Fabrikker kræver robuste kølesystemer og kraftige cylindertætninger for at overleve kontinuerlig drift.
Ikke-standard fitting geometrier udgør endnu en umiddelbar flaskehals. Standard matricesæt følger universelle skabeloner. De antager standard ferrul dimensioner. Scenarier opstår, hvor du arbejder med proprietære hydrauliske forbindelser. I disse tilfælde forårsager standardmatricer ujævn deformation. De klemmer metallet. De forvrænger beslaget. I sidste ende forårsager de højtrykslækage. Skræddersyet udstyr rummer unikke vinkler, udvidede faldlængder eller specialiserede flanger uden at kompromittere crimp-integriteten.
Workflow og automatiseringsintegration fremtvinger ofte tilpasningsdiskussionen. Moderne samlebånd er stærkt afhængige af indbyrdes forbundne data. Dit udstyr skal kommunikere med bredere samlebåndssoftware. Denne nødvendighed kræver brugerdefinerede grænseflader. Du har muligvis brug for IoT-forbindelse for at spore produktionshastigheder i realtid. Du har muligvis brug for PLC-integration for at synkronisere med automatiserede fodringssystemer. Standardmodeller fungerer som isolerede øer. Skræddersyede enheder fungerer som integrerede noder i en smart fabrik.
Til sidst overveje formfaktor og miljømæssige begrænsninger. Standarddesigns forudsætter et rent, rummeligt værkstedsgulv. Applikationer fra den virkelige verden byder sjældent på en sådan luksus. Du kan bruge mobile servicelastbiler, hvor hver kvadrattomme betyder noget. Du arbejder måske i lukkede underjordiske minerum. Du kan komme ud for ætsende havmiljøer. Disse scenarier kræver tilpassede boliger. De kræver modificerede strømenheder, der kører på specifikke spændinger eller alternative strømkilder. Ændring af det fysiske fodaftryk sikrer, at maskinen passer til miljøet i stedet for at tvinge miljøet til at passe til maskinen.
Evaluering af specialiseret udstyr kræver en struktureret tilgang. Du skal se ud over de grundlæggende marketingspecifikationer. At tilpasse tekniske målinger til faktiske produktionsmål er prioriteret.
Krimpekraft og kapacitetsmålinger tjener som den primære baseline. Du skal justere den påkrævede tonnage med maksimale slangediametre. En 200T maskine håndterer nemt standard to-tråds flettede slanger. Imidlertid involverer kraftige applikationer multi-spiral trådforstærkning. Crimpning af en to-tommer, seks-spiral hydraulikslange kræver op til 400T kraft. Underspecificering af tonnage fører til ufuldstændig kompression af ferrul. Overspecificering spilder simpelthen kapital. Du skal vurdere den maksimale specifikation af din mest krævende montage.
Tilpasningsevnen til formsættet har direkte indflydelse på det daglige output. Omstillingshastigheden betyder enormt meget i fremstilling af høj blanding. Du skal evaluere hurtigskiftemekanismer. Hvor mange sekunder tager det at skifte fra en 1/4-tommers terning til en 1-tommers die? Tilgængeligheden af tilpassede matricer er lige så kritisk. Du har brug for sikkerhed for, at specifikke profiler kan bearbejdes og leveres hurtigt. Langsomme omstillinger ødelægger skiftproduktiviteten. Effektive mekanismer holder operatørerne i gang.
Præcision og controller repeterbarhed adskiller passende maskiner fra fremragende. Operatør-induceret varians forårsager betydelige kvalitetskontrolproblemer. Du vurderer behovet for digitale mikrometerskiver. Programmerbare forudindstillinger giver operatører mulighed for at vælge en specifik jobkode, og automatisk justere maskinen til nøjagtige tolerancer. Automatiseret trykovervågning verificerer, at hver enkelt crimp når den nødvendige krafttærskel, før den frigives. Dette reducerer menneskelige fejl dramatisk.
Overholdelse og sporbarhed dikterer markedsadgang i stærkt regulerede sektorer. Luftfart, minedrift og tunge industriapplikationer håndhæver strenge sikkerhedsstandarder. Dit udstyr skal logge data problemfrit. Den skal registrere den nøjagtige dato, klokkeslæt, trykkurve og operatør-ID for hver enkelt samling. Disse data beviser overholdelse under en revision. At sikre, at din maskine opfylder disse logningsfunktioner, er ikke til forhandling for kritiske applikationer.
Tabel: Standard vs. tilpasset krympemaskinekapacitet
Evalueringsmetrik |
Standard udstyr |
Tilpasset OEM-udstyr |
|---|---|---|
Krympekraft |
Forudindstillede grænser (typisk 100T - 250T) |
Konstrueret til anvendelse (op til 500T+) |
Controller præcision |
Manuel urskive eller grundlæggende digital udlæsning |
PLC-integration med programmerbare jobprofiler |
Die skifte |
Manuel udtrækning, langsommere proces |
Automatiserede hurtigskifteværktøjsmekanismer |
Datasporbarhed |
Ingen eller manuelle logbøger |
Cloud-forbundet IoT-datalogning pr. crimp |
Den hydrauliske industri står over for en vedvarende udfordring med hensyn til interoperabilitet. Mange faciliteter forsøger at udnytte en OEM slangepressemaskine sammen med tredjepartsslanger og fittings. Udstyrsproducenter fraråder kraftigt denne praksis. De kalibrerer deres standardmatricer udelukkende til deres proprietære komponenter. Men mangel på forsyningskæder og omkostningspres tvinger ofte faciliteter til at blande mærker.
Det er vigtigt at forstå risici ved tolerancestabling. En slange fra producent A kan have et lidt tykkere yderdæksel. En fitting fra producent B kan have en marginalt anderledes ferrul hårdhed. Disse mindre dimensionelle forskelle virker ubetydelige med det blotte øje. I virkeligheden blander de sig under crimpningsprocessen. Hvis maskinen ikke er præcist kalibreret til den nøjagtige kombination, krymper rørringen under eller over. Overkrympning knuser inderrøret. Underkrympning forårsager katastrofale udblæsninger under højt arbejdstryk.
At overvinde disse kompatibilitetsproblemer sikkert kræver specialiseret indgreb. Du kan ikke bare gætte den korrekte krympediameter. Du skal strengt teste den blandede matrix. Her er, hvordan brugerdefinerede konfigurationer løser dilemmaet:
Materialeanalyse: Ingeniører analyserer de specifikke kompressionsforhold for tredjepartsslange- og fittingkombinationen.
Custom Die Profiling: Producenten fremstiller et specialfremstillet matricesæt. Dette sæt passer specifikt til den unikke geometri af de blandede mærker.
Programmerbare specifikationer: Controlleren modtager brugerdefinerede tryk- og diameterparametre, der låser dem for at forhindre manuelle operatørjusteringer.
Sprængtestning: De nyoprettede samlinger gennemgår destruktiv sprængtestning for at sikre, at de overholder SAE J517 eller EN standard trykklassificeringer.
Ved at konstruere tilpassede profiler omgår faciliteter de strenge begrænsninger for standardmatricer. De opretholder høje sikkerhedsstandarder, mens de udnytter forskellige forsyningskæder. Denne tilgang forvandler en alvorlig sikkerhedsrisiko til en meget kontrolleret, valideret proces.
At sikre budgetgodkendelse for specialiseret udstyr kræver klar økonomisk modellering. Du skal formulere, hvorfor den indledende tilpasningspræmie giver langsigtet økonomisk mening. Design af en skræddersyet løsning koster uundgåeligt mere end at købe en standard katalogmodel. Du skal beregne denne forudgående procentvise stigning nøjagtigt. Ofte øger brugerdefineret konstruktion, specialiseret software og unikke matricesæt de indledende kapitaludgifter med tredive til halvtreds procent.
De operationelle effektivitetsgevinster opvejer dog hurtigt denne præmie. Du modellerer investeringsafkastet ud fra forskellige produktionsvariable. Overvej først skrotsatser. Standardmaskiner, der kæmper med komplekse fittings, genererer let en skrotprocent på tre til fem procent. En specialkalibreret maskine sænker denne hastighed til under en halv procent. For det andet, evaluer cyklustider. At barbere ti sekunder af hver samling giver massive arbejdsbesparelser over en million-enhedsproduktionskørsel. Semi-automatiseringsfunktioner sænker arbejdsomkostningerne ved at tillade en enkelt operatør at styre flere maskiner.
Værktøjs- og vedligeholdelsesomkostninger kræver også omhyggelig prognose. Du skal medregne omkostningerne ved at udskifte tilpassede matricer i forhold til standardmatricer. Brugerdefineret værktøj bliver slidt med tiden. At udskifte det koster mere og tager længere tid. Du skal også tage højde for hyppigheden af den påkrævede kalibrering. Skræddersyede maskiner i store mængder kræver strenge vedligeholdelsesplaner for at holde deres snævre tolerancer.
Etablering af break-even point giver en endelig tidslinje for investeringen. Du bestemmer den mindste produktionsvolumen, der kræves for at retfærdiggøre det specialiserede udstyr.
Diagram: Break-Even ROI-analysestruktur
Omkostningskategori |
Standardudstyrs arbejdsgang |
Skræddersyet udstyrs arbejdsgang |
|---|---|---|
Arbejdskraft pr. forsamling |
Høj (manuel justering påkrævet) |
Lav (automatiske forudindstillinger) |
Skrotmaterialeomkostninger |
Høj (højere fejlmargen) |
Minimal (præcisionscontrollere) |
Udskiftning af værktøj |
Lav (hyldevare) |
Premium (brugerdefinerede bearbejdede matricer) |
Forventet break-even |
N/A (grundlinje) |
Typisk 14 til 22 måneder |
Når volumen overstiger denne minimumstærskel, begynder den tilpassede maskine at generere betydelige fortjenstmargener. Det holder op med at være en kapitalbyrde. Det bliver et kritisk aktiv, der driver lønsomhed i arbejdsgangene.
Implementering af specialiseret maskineri introducerer unikke implementeringsrisici. Operatørtræning og adoption udgør den første store forhindring. Du skal planlægge læringskurven. Proprietære softwaregrænseflader ser ofte skræmmende ud. Brugerdefinerede læsseprocedurer adskiller sig fra, hvad veteranoperatører kender. Hvis du undlader at træne holdet grundigt, vil de omgå sikkerhedsfunktioner. De vil som standard bruge manuelle tilsidesættelser. Grundig onboarding sikrer, at de avancerede funktioner rent faktisk bliver brugt.
Redundans i forsyningskæden og værktøj udgør en anden betydelig risiko. Når du køber brugerdefineret, risikerer du leverandørlåsning. Du bliver helt afhængig af en enkelt leverandør til specialiserede reservedele. Hvis din tilpassede matrice revner, og leverandøren har en leveringstid på tolv uger, stopper din produktionslinje. Du skal forhandle adgang til tekniske tegninger eller sekundære værktøjsrettigheder. Sikring af disse CAD-filer giver dig mulighed for at bearbejde nødudskiftninger lokalt.
At vælge den rigtige partner dikterer projektets succes. Implementer en streng leverandørshortlistningsramme. Du skal kræve bevis for kompetence.
Teknisk kapacitet: Besidder producenten dokumenterede casestudier af lignende tilpassede builds? Teoretisk viden adskiller sig meget fra praktisk anvendelse. Kræv at se integrationer i den virkelige verden.
Lead Times: Hvad er den realistiske tidslinje fra spec-godkendelse til fabriksgulvlevering? Custom builds står over for tekniske forsinkelser. Sikre faste leveringsforpligtelser indbakt i kontrakten.
Support efter salg: Hardware pauser. Softwarefejl. Evaluer tilgængeligheden af fjernfejlfinding. Bestem, hvordan de håndterer softwareopdateringer. Sørg for, at de sørger for idriftsættelse på stedet for at uddanne dit første personale.
En pålidelig leverandør fungerer som en ingeniørpartner, ikke kun en hardwareleverandør. De hjælper med at mindske disse risici, før købsordren overhovedet er underskrevet.
Overgangen fra en standard workflow til en tilpasset løsning kræver kritisk analyse. Du starter med at identificere, hvor dit nuværende udstyr kvæler produktionen. Uanset om det drejer sig om proprietære fittings, stive automatiseringskrav eller alvorlige pladsbegrænsninger, er det trin et at erkende flaskehalsen. Derfra evaluerer du, hvordan specialiseret udstyr løser netop disse fejl.
Enhver tilpasningsbeslutning bør forblive baseret på målbare data. Opgrader ikke baseret på antagelser. Spor dine cyklustider. Overvåg dine skrotpriser. Dokumenter de specifikke tekniske begrænsninger af din nuværende slangepressemaskine . Tallene vil diktere, om en standardenhed er tilstrækkelig, eller om en skræddersyet konstruktion er økonomisk nødvendig.
Tag handling i dag ved at revidere dit nuværende krympe-workflow. Dokumenter dine hyppigste fejlpunkter. Saml dine samlingsspecifikationer for det højeste volumen. Kontakt derefter dine udvalgte producenter og anmod om en omfattende gennemførlighedsundersøgelse eller en tolerancetest af blandede mærker.
A: Tidslinjen varierer baseret på kompleksitet. Mindre ændringer, som f.eks. tilpassede matricesæt eller specifikke spændingstilpasninger, tager 4 til 6 uger. Højkonstruerede løsninger, der involverer PLC-automatisering, tilpasset hus eller specialiseret IoT-integration, kræver typisk 12 til 16 uger fra designgodkendelse til levering.
A: Ja. De fleste brugerdefinerede maskiner bevarer universelle master-matricekonfigurationer. De accepterer let standard standard matricer til rutinemæssige samlinger. Tilpasningen fokuserer normalt på controllersoftwaren, slaglængden eller tilføjelsen af meget specifikke supplerende matricer sammen med standardkataloget.
Sv.: Maskiner med stor volumen bør gennemgå daglig kontrol ved hjælp af stikmålere eller digitale skydelære. Omfattende mekanisk og softwarekalibrering af en certificeret tekniker anbefales hver sjette måned. Applikationer inden for rumfart eller minedrift kan kræve kvartalsvis tredjepartskalibrering for at opretholde overholdelse.
A: Nej. Velrenommerede producenter udvikler tilpassede løsninger, der opfylder eller overgår CE- og UL-standarderne. Sælgeren skal dog specifikt ansøge om og validere certificeringen for den tilpassede build. Angiv altid de nødvendige sikkerhedscertificeringer i din indledende købskontrakt.
A: Leverandører administrerer typisk tilpassede softwareopdateringer eksternt via sikre IoT-forbindelser eller leverer krypterede USB-drev. Sørg for, at din servicekontrakt inkluderer løbende softwaresupport. Sælgeren bør garantere, at kernesystempatches ikke vil overskrive dit anlægs tilpassede forudindstillede konfigurationer.



