Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 21.05.2026 Pochodzenie: Strona











Montaż węża hydraulicznego opiera się na precyzyjnym odkształceniu i integralności strukturalnej. Gotowy sprzęt doskonale radzi sobie ze standardowymi zadaniami konserwacyjnymi. Jednak złożone zastosowania produkcyjne szybko powodują, że standardowe maszyny przekraczają zamierzone ograniczenia.
Osiągasz próg operacyjny, gdy standardowe wyposażenie tworzy wąskie gardła w produkcji. Przeciągają się czasy cykli. Rosną ceny złomu. Stoisz przed podstawową decyzją. Czy akceptujesz te ciągłe nieefektywności? A może inwestujesz większy kapitał początkowy w specjalistyczne rozwiązanie? Kluczowe znaczenie ma zrównoważenie kosztów początkowych z zyskami długoterminowymi. Niestandardowa jednostka optymalizuje przestrzeń na podłodze. Skraca czas cykli. Gwarantuje zachowanie ścisłej tolerancji.
Dostosowanie nie jest powszechnie konieczne. Służy jako obliczona odpowiedź na różne wyzwania produkcyjne. W tym artykule dowiesz się, kiedy dokonać aktualizacji. Badamy kompatybilność dopasowań, wymagania dotyczące objętości i integrację przepływu pracy. Dowiesz się, jak ocenić kluczowe wskaźniki i skutecznie uzasadnić inwestycję.
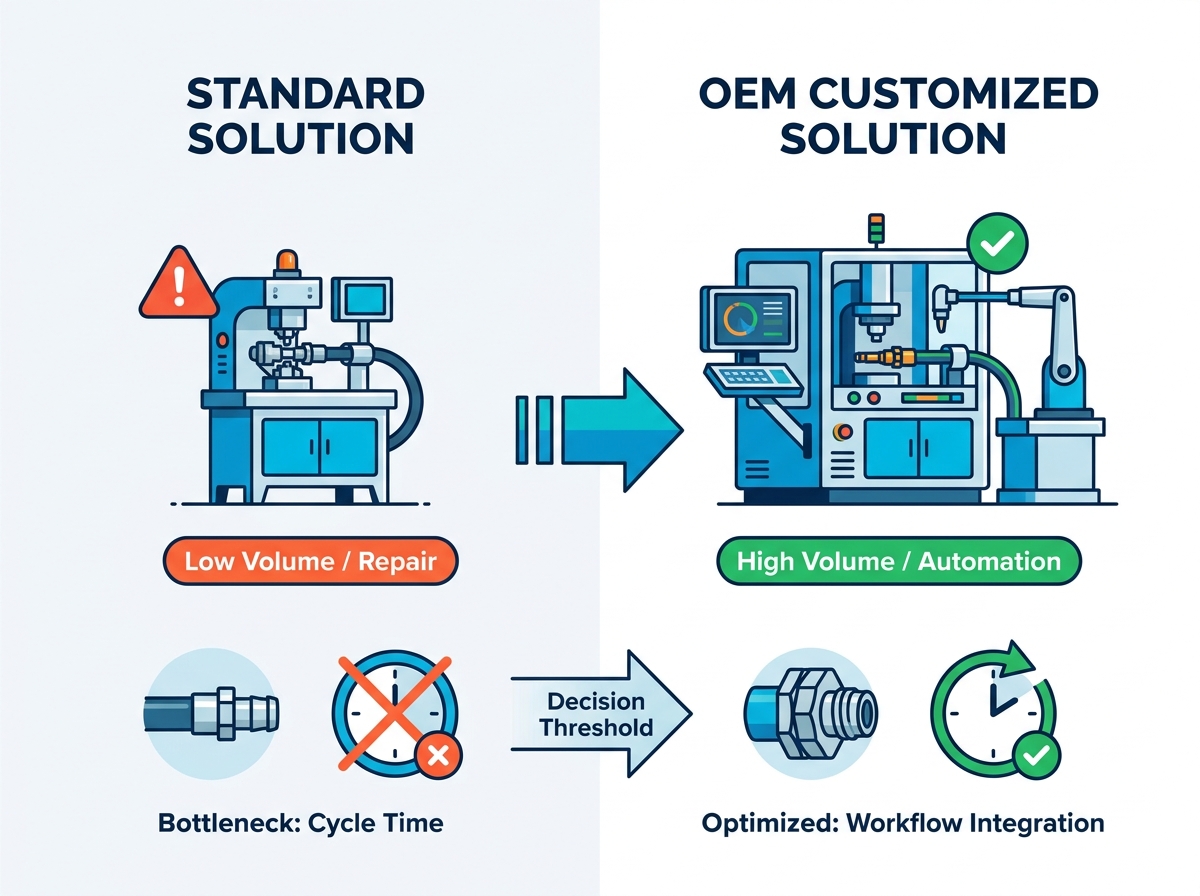
Do ogólnych napraw wystarczą standardowe zaciskarki, ale produkcja masowa lub specjalistyczna wymaga maszyny do zaciskania węży OEM dostosowanej do określonych czasów cykli i konfiguracji matryc.
Dostosowywanie rozwiązuje przede wszystkim trzy wąskie gardła: niestandardową geometrię dopasowania, zautomatyzowaną integrację linii produkcyjnej oraz wyspecjalizowane ograniczenia związane z przestrzenią/przenośnością.
Całkowity koszt posiadania (TCO) w przypadku jednostek niestandardowych musi uwzględniać dostępność specjalistycznej wymiany matryc i wymagania dotyczące szkolenia operatorów.
Ograniczanie ryzyka „mieszania marek” (korzystanie z różnych producentów węży i złączek) wymaga programowalnych sterowników zaciskania i wysoce skalibrowanych niestandardowych matryc, aby zachować standardy bezpieczeństwa SAE/EN.
Warsztaty naprawy ogólnej działają pod zupełnie innymi presjami niż wyspecjalizowane zakłady produkcyjne. Produkcja wielkoseryjna wymaga ciągłych cykli pracy. Standardowa maszyna może bez problemu obsłużyć pięćdziesiąt zespołów dziennie. Jednak zmuszanie tej samej maszyny do przetwarzania tysiąca jednostek na zmianę powoduje przegrzanie komponentów. Płyn hydrauliczny ulega degradacji. Spójność znika. Należy porównać wymagania dotyczące cyklu pracy fabryki o dużej wydajności z okazjonalnymi pracami konserwacyjnymi. Aby przetrwać ciągłą pracę, fabryki wymagają solidnych systemów chłodzenia i wytrzymałych uszczelnień cylindrów.
Niestandardowe geometrie dopasowania stanowią kolejne bezpośrednie wąskie gardło. Standardowe zestawy matryc są zgodne z uniwersalnymi szablonami. Przyjmują standardowe wymiary okuć. Powstają scenariusze, w których pracujesz z zastrzeżonymi połączeniami hydraulicznymi. W takich przypadkach standardowe matryce powodują nierównomierne odkształcenia. Szczypią metal. Zniekształcają dopasowanie. Ostatecznie powodują wyciek pod wysokim ciśnieniem. Niestandardowe wyposażenie pozwala na zastosowanie unikalnych kątów, dłuższych długości opadania lub specjalistycznych kołnierzy bez pogarszania integralności zagniatania.
Integracja przepływu pracy i automatyzacji często wymusza dyskusję na temat dostosowywania. Nowoczesne linie montażowe w dużym stopniu opierają się na wzajemnie połączonych danych. Twój sprzęt musi komunikować się z szerszym oprogramowaniem linii montażowej. Ta konieczność wymaga niestandardowych interfejsów. Możesz potrzebować łączności IoT, aby śledzić tempo produkcji w czasie rzeczywistym. Do synchronizacji z automatycznymi systemami karmienia może być konieczna integracja sterownika PLC. Modele standardowe działają jako izolowane wyspy. Dostosowane jednostki funkcjonują jako zintegrowane węzły w ramach inteligentnej fabryki.
Na koniec należy wziąć pod uwagę współczynnik kształtu i ograniczenia środowiskowe. Standardowe projekty zakładają czystą, przestronną podłogę warsztatową. Aplikacje w świecie rzeczywistym rzadko oferują taki luksus. Możesz obsługiwać mobilne ciężarówki serwisowe, w których liczy się każdy centymetr kwadratowy. Możesz pracować w zamkniętych podziemnych przestrzeniach górniczych. Możesz napotkać korozyjne środowisko morskie. Te scenariusze wymagają niestandardowej obudowy. Wymagają zmodyfikowanych jednostek mocy, które działają na określonych napięciach lub alternatywnych źródłach zasilania. Modyfikowanie rozmiaru fizycznego zapewnia dopasowanie maszyny do środowiska, a nie zmuszanie środowiska do dopasowania się do maszyny.
Ocena specjalistycznego sprzętu wymaga zorganizowanego podejścia. Musisz wyjść poza podstawowe specyfikacje marketingowe. Priorytetem jest dostosowanie wskaźników technicznych do rzeczywistych celów produkcyjnych.
Podstawowym punktem odniesienia są wskaźniki siły zagniatania i pojemności. Wymagany tonaż należy dostosować do maksymalnych średnic węża. Maszyna 200T z łatwością obsługuje standardowe węże z dwużyłowym oplotem. Jednak zastosowania wymagające dużych obciążeń wymagają zbrojenia drutem wielospiralnym. Zaciśnięcie dwucalowego, sześciospiralnego węża hydraulicznego wymaga użycia siły przekraczającej 400 ton. Niedostateczne określenie tonażu prowadzi do niepełnego ściskania tulei. Przesadne określanie po prostu marnuje kapitał. Musisz ocenić maksymalną specyfikację najbardziej wymagającego zespołu.
Możliwość dostosowania zestawu matryc bezpośrednio wpływa na dzienną wydajność. Szybkość zmiany ma ogromne znaczenie w produkcji wielkoseryjnej. Należy ocenić mechanizmy szybkiej zmiany. Ile sekund zajmuje zamiana matrycy 1/4 cala na matrycę 1 cala? Dostępność niestandardowych matryc jest równie krytyczna. Potrzebujesz pewności, że określone profile można obrobić i szybko dostarczyć. Powolne zmiany niszczą produktywność zmiany. Wydajne mechanizmy utrzymują operatorów w ruchu.
Precyzja i powtarzalność sterownika odróżniają maszyny odpowiednie od doskonałych. Odchylenia wywołane przez operatora powodują poważne problemy z kontrolą jakości. Oceniasz potrzebę stosowania cyfrowych tarcz mikrometrycznych. Programowalne ustawienia wstępne pozwalają operatorom wybrać konkretny kod zadania, automatycznie dostosowując maszynę do dokładnych tolerancji. Automatyczne monitorowanie ciśnienia sprawdza, czy każde pojedyncze zaciśnięcie spełnia wymagany próg siły przed zwolnieniem. Zmniejsza to radykalnie błąd ludzki.
Zgodność i identyfikowalność dyktują dostęp do rynku w sektorach silnie regulowanych. Przemysł lotniczy, górniczy i przemysł ciężki wymagają rygorystycznych norm bezpieczeństwa. Twój sprzęt musi płynnie rejestrować dane. Musi rejestrować dokładną datę, godzinę, krzywą ciśnienia i identyfikator operatora dla każdego pojedynczego zespołu. Dane te potwierdzają zgodność podczas audytu. W przypadku krytycznych aplikacji nie podlega negocjacjom zapewnienie, że komputer spełnia te możliwości rejestrowania.
Tabela: Możliwości maszyny do zagniatania standardowe i niestandardowe
Metryka oceny |
Wyposażenie standardowe |
Dostosowany sprzęt OEM |
|---|---|---|
Siła zaciskania |
Wstępnie ustawione limity (zwykle 100T - 250T) |
Zaprojektowane do zastosowań (do 500T+) |
Precyzja kontrolera |
Wybieranie ręczne lub podstawowy odczyt cyfrowy |
Integracja PLC z programowalnymi profilami stanowisk |
Wymiana diesla |
Ekstrakcja ręczna, wolniejszy proces |
Zautomatyzowane mechanizmy szybkiej wymiany narzędzi |
Identyfikowalność danych |
Brak lub ręczne dzienniki pokładowe |
Rejestrowanie danych IoT w chmurze na każde zaciskanie |
Przemysł hydrauliczny stoi przed ciągłym wyzwaniem dotyczącym interoperacyjności. Wiele obiektów próbuje wykorzystać Maszyna do zakuwania węży OEM wraz z wężami i złączkami innych firm. Producenci sprzętu zdecydowanie odradzają tę praktykę. Kalibrują swoje standardowe matryce wyłącznie dla swoich zastrzeżonych komponentów. Jednakże niedobory w łańcuchu dostaw i presja kosztowa często zmuszają zakłady do mieszania marek.
Zrozumienie ryzyka układania się tolerancji jest niezbędne. Wąż producenta A może mieć nieco grubszą osłonę zewnętrzną. Złączka producenta B może mieć nieznacznie inną twardość tulei. Te drobne różnice wymiarowe wydają się nieistotne gołym okiem. W rzeczywistości łączą się one podczas procesu zaciskania. Jeśli maszyna nie jest precyzyjnie skalibrowana dla tej dokładnej kombinacji, tuleja będzie niedostatecznie lub nadmiernie zaciśnięta. Nadmierne zaciskanie powoduje zmiażdżenie dętki. Niedostateczne zaciśnięcie powoduje katastrofalne wydmuchy pod wysokim ciśnieniem roboczym.
Bezpieczne przezwyciężenie tych problemów ze zgodnością wymaga specjalistycznej interwencji. Nie można po prostu odgadnąć prawidłowej średnicy zagniatania. Musisz ściśle przetestować mieszaną matrycę. Oto jak konfiguracje niestandardowe rozwiązują ten dylemat:
Analiza materiału: Inżynierowie analizują określone współczynniki kompresji kombinacji węża i złączki innej firmy.
Niestandardowe profilowanie matrycy: Producent wytwarza niestandardowy zestaw matryc. Zestaw ten uwzględnia unikalną geometrię mieszanych marek.
Programowalne specyfikacje: Sterownik otrzymuje niestandardowe parametry ciśnienia i średnicy, blokując je, aby zapobiec ręcznej regulacji przez operatora.
Testy na rozerwanie: Nowo utworzone zespoły przechodzą niszczące testy na rozerwanie, aby zagwarantować, że spełniają wymagania norm SAE J517 lub EN.
Projektując niestandardowe profile, zakłady omijają ścisłe ograniczenia standardowych matryc. Utrzymują wysokie standardy bezpieczeństwa, wykorzystując jednocześnie różnorodne łańcuchy dostaw. Takie podejście przekształca poważne ryzyko bezpieczeństwa w wysoce kontrolowany, zatwierdzony proces.
Zapewnienie zatwierdzenia budżetu na specjalistyczny sprzęt wymaga jasnego modelowania finansowego. Musisz wyjaśnić, dlaczego początkowa premia za dostosowanie ma długoterminowy sens finansowy. Zaprojektowanie rozwiązania na zamówienie nieuchronnie kosztuje więcej niż zakup standardowego modelu katalogowego. Należy dokładnie obliczyć początkowy procentowy wzrost. Często niestandardowe rozwiązania konstrukcyjne, specjalistyczne oprogramowanie i unikalne zestawy matryc zwiększają początkowe nakłady inwestycyjne o trzydzieści do pięćdziesięciu procent.
Jednak wzrost wydajności operacyjnej szybko rekompensuje tę premię. Modelujesz zwrot z inwestycji w oparciu o różne zmienne produkcyjne. Po pierwsze, weź pod uwagę stawki złomu. Standardowe maszyny borykające się ze złożonym osprzętem z łatwością generują od trzech do pięciu procent złomu. W przypadku specjalnie skalibrowanej maszyny wskaźnik ten spada poniżej pół procenta. Po drugie, oceń czasy cykli. Skrócenie dziesięciu sekund przy każdym montażu zapewnia ogromne oszczędności pracy w ciągu miliona sztuk. Półautomatyzacja charakteryzuje się niższymi kosztami pracy, umożliwiając jednemu operatorowi zarządzanie wieloma maszynami.
Koszty ogólne narzędzi i konserwacji również wymagają dokładnego prognozowania. Należy uwzględnić koszt wymiany matryc niestandardowych w porównaniu ze standardowymi matrycami. Niestandardowe narzędzia zużywają się z biegiem czasu. Wymiana jest droższa i trwa dłużej. Należy także uwzględnić częstotliwość wymaganej kalibracji. Maszyny niestandardowe produkowane na dużą skalę wymagają rygorystycznych harmonogramów konserwacji, aby zachować wąskie tolerancje.
Ustalenie progu rentowności wyznacza ostateczny harmonogram inwestycji. Określasz minimalną wielkość produkcji wymaganą do uzasadnienia specjalistycznego sprzętu.
Wykres: Struktura analizy progu rentowności ROI
Kategoria kosztów |
Standardowy przebieg pracy sprzętu |
Niestandardowy przebieg pracy sprzętu |
|---|---|---|
Pracy na Zgromadzenie |
Wysoka (wymagana ręczna regulacja) |
Niski (automatyczne ustawienia wstępne) |
Koszt złomu |
Wysoki (wyższy margines błędu) |
Minimalne (kontrolery precyzyjne) |
Wymiana oprzyrządowania |
Niski (gotowe matryce) |
Premium (matryce wykonane na zamówienie) |
Przewidywany próg rentowności |
Nie dotyczy (wartość bazowa) |
Zwykle od 14 do 22 miesięcy |
Kiedy wolumen przekroczy ten minimalny próg, maszyna niestandardowa zaczyna generować znaczne marże zysku. Przestaje być obciążeniem kapitałowym. Staje się kluczowym zasobem zapewniającym rentowność przepływu pracy.
Wdrażanie specjalistycznych maszyn wiąże się z wyjątkowym ryzykiem wdrożeniowym. Pierwszą poważną przeszkodą jest szkolenie operatorów i ich przyjęcie. Musisz zaplanować krzywą uczenia się. Zastrzeżone interfejsy oprogramowania często wyglądają onieśmielająco. Niestandardowe procedury ładowania różnią się od tego, co wiedzą doświadczeni operatorzy. Jeśli nie przeszkolisz zespołu kompleksowo, ominie on zabezpieczenia. Domyślnie będą korzystać z ręcznych nadpisań. Dokładne wdrożenie gwarantuje faktyczne wykorzystanie zaawansowanych funkcji.
Łańcuch dostaw i nadmiarowość narzędzi stwarzają kolejne istotne ryzyko. Kupując na zamówienie, ryzykujesz uzależnienie od dostawcy. Stajesz się całkowicie zależny od jednego dostawcy specjalistycznych części zamiennych. Jeśli Twoja niestandardowa matryca pęknie, a sprzedawca ma dwunastotygodniowy czas realizacji, Twoja linia produkcyjna zostanie zatrzymana. Musisz negocjować dostęp do rysunków technicznych lub praw do narzędzi dodatkowych. Zabezpieczenie tych plików CAD umożliwia lokalną obróbkę awaryjnych wymian.
Wybór odpowiedniego partnera decyduje o powodzeniu projektu. Wdrożyć rygorystyczne ramy tworzenia krótkiej listy dostawców. Musisz zażądać dowodu kompetencji.
Możliwości inżynieryjne: Czy producent posiada udokumentowane studia przypadków podobnych niestandardowych wersji? Wiedza teoretyczna znacznie różni się od praktycznego zastosowania. Żądaj integracji w świecie rzeczywistym.
Terminy realizacji: Jaki jest realistyczny harmonogram od zatwierdzenia specyfikacji do dostawy do fabryki? Kompilacje niestandardowe mierzą się z opóźnieniami inżynieryjnymi. Pewne zobowiązania dotyczące dostaw zapisane w umowie.
Wsparcie posprzedażowe: awarie sprzętu. Błędy oprogramowania. Oceń dostępność zdalnego rozwiązywania problemów. Określ, w jaki sposób radzą sobie z aktualizacjami oprogramowania. Upewnij się, że zapewniają uruchomienie na miejscu w celu przeszkolenia początkowego personelu.
Niezawodny dostawca działa jako partner inżynieryjny, a nie tylko dostawca sprzętu. Pomagają ograniczyć to ryzyko jeszcze przed podpisaniem zamówienia.
Przejście od standardowego przepływu pracy do rozwiązania dostosowanego do indywidualnych potrzeb wymaga krytycznej analizy. Zaczynasz od określenia, gdzie Twój obecny sprzęt dławi produkcję. Niezależnie od tego, czy mamy do czynienia z zastrzeżonym osprzętem, sztywnymi wymogami automatyzacji czy poważnymi ograniczeniami przestrzennymi, rozpoznanie wąskiego gardła jest krokiem pierwszym. Na tej podstawie można ocenić, w jaki sposób specjalistyczny sprzęt rozwiązuje dokładnie te awarie.
Każda decyzja dotycząca dostosowania powinna opierać się na mierzalnych danych. Nie aktualizuj na podstawie założeń. Śledź czasy cykli. Monitoruj ilość złomu. Udokumentuj konkretne ograniczenia techniczne swojego prądu maszyna do zaciskania węży . Liczby zadecydują, czy wystarczy standardowa jednostka, czy też konieczna jest konstrukcja na zamówienie.
Podejmij działania już dziś, przeprowadzając audyt bieżącego przepływu pracy podczas zaciskania. Dokumentuj najczęstsze punkty awarii. Zbierz specyfikacje dotyczące montażu o największej liczbie sztuk. Następnie zwróć się do producentów znajdujących się na krótkiej liście i poproś o kompleksowe studium wykonalności lub test tolerancji dla różnych marek.
Odpowiedź: Harmonogram różni się w zależności od złożoności. Drobne modyfikacje, takie jak niestandardowe zestawy matryc lub specyficzne dostosowania napięcia, zajmują od 4 do 6 tygodni. Wysoce zaawansowane rozwiązania obejmujące automatyzację PLC, obudowę na zamówienie lub specjalistyczną integrację z IoT zazwyczaj wymagają od zatwierdzenia projektu do dostawy od 12 do 16 tygodni.
O: Tak. Większość niestandardowych maszyn zachowuje uniwersalne konfiguracje matryc głównych. Z łatwością akceptują standardowe, gotowe matryce do rutynowych montażu. Dostosowanie zwykle koncentruje się na oprogramowaniu sterownika, długości skoku lub dodaniu bardzo specyficznych matryc uzupełniających obok standardowego katalogu.
Odp.: Maszyny produkowane w dużych ilościach powinny być codziennie poddawane weryfikacji przy użyciu mierników wtykowych lub suwmiarki cyfrowej. Zalecana jest kompleksowa kalibracja mechaniczna i programowa wykonywana przez certyfikowanego technika co sześć miesięcy. Zastosowania w lotnictwie i górnictwie mogą wymagać kwartalnej kalibracji przez stronę trzecią w celu zachowania zgodności.
O: Nie. Renomowani producenci opracowują niestandardowe rozwiązania, które spełniają lub przekraczają standardy CE i UL. Jednakże dostawca musi specjalnie wystąpić o certyfikację dla kompilacji niestandardowej i ją zatwierdzić. Zawsze określaj wymagane certyfikaty bezpieczeństwa w początkowej umowie zakupu.
Odp.: Dostawcy zazwyczaj zdalnie zarządzają niestandardowymi aktualizacjami oprogramowania za pośrednictwem bezpiecznych połączeń IoT lub udostępniają szyfrowane dyski USB. Upewnij się, że umowa serwisowa obejmuje stałą pomoc techniczną dotyczącą oprogramowania. Sprzedawca powinien zagwarantować, że poprawki systemu podstawowego nie zastąpią dostosowanych, wstępnie skonfigurowanych konfiguracji Twojego obiektu.



