Katselukerrat: 0 Tekijä: Site Editor Julkaisuaika: 2026-05-21 Alkuperä: Sivusto











Hydrauliletkukokoonpano perustuu tarkaan muodonmuutokseen ja rakenteelliseen eheyteen. Valmiit laitteet selviävät tavallisista huoltotöistä erinomaisesti. Monimutkaiset valmistussovellukset kuitenkin työntävät standardikoneet nopeasti suunniteltujen rajojen ulkopuolelle.
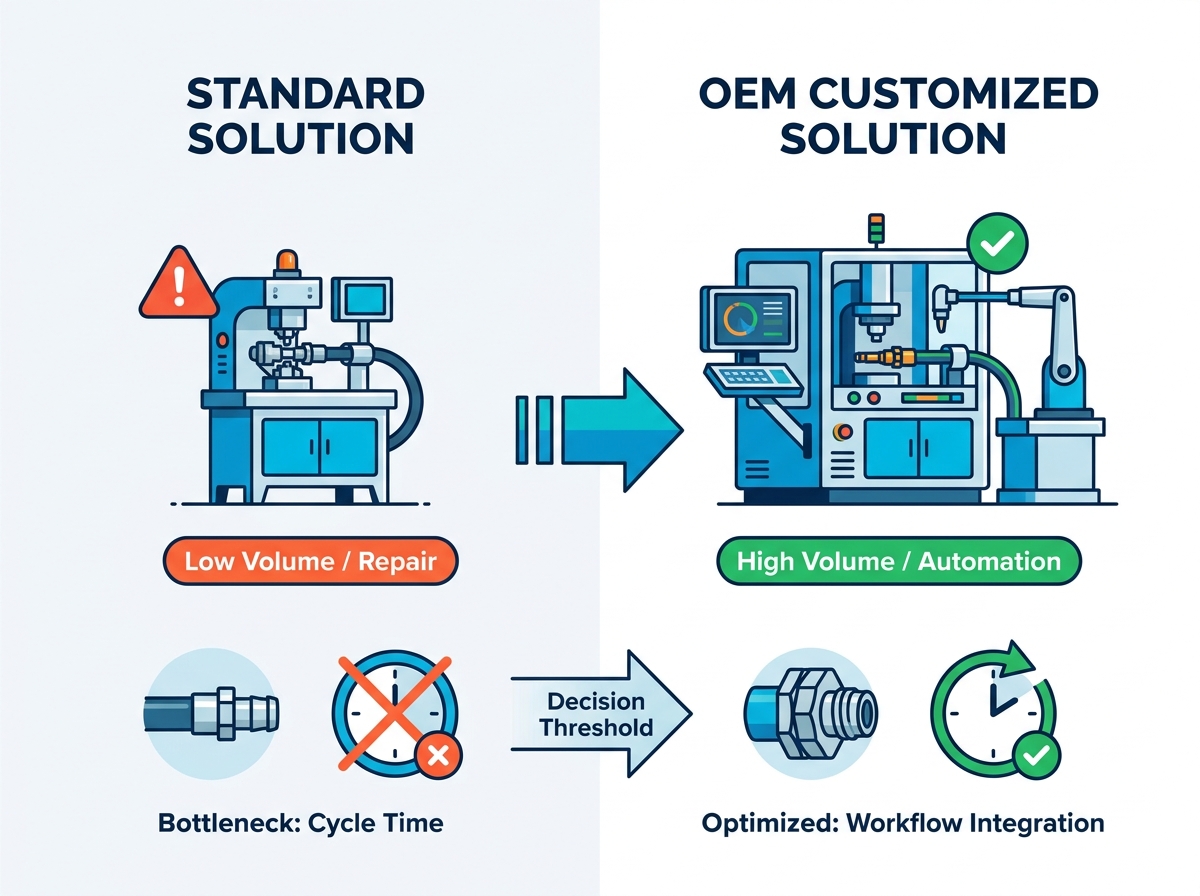
Toiminnallinen kynnys saavutetaan, kun vakiolaitteet luovat tuotannon pullonkauloja. Kiertoajat vetävät. Romun hinnat nousevat. Sinulla on keskeinen päätös. Hyväksytkö nämä jatkuvat tehottomuudet? Vai sijoitatko enemmän alkupääomaa erikoistuneeseen ratkaisuun? Näiden alkukustannusten tasapainottaminen pitkän aikavälin tuottoja vastaan on ratkaisevan tärkeää. Mukautettu yksikkö optimoi lattiatilan. Se lyhentää kiertoaikoja. Se takaa tiukan toleranssin noudattamisen.
Räätälöinti ei ole yleisesti välttämätöntä. Se toimii laskennallisena vastauksena erilaisiin tuotannon haasteisiin. Tässä artikkelissa opit päivittämään. Tutkimme yhteensopivuutta, volyymivaatimuksia ja työnkulun integrointia. Opit arvioimaan keskeisiä mittareita ja perustelemaan investoinnin tehokkaasti.
Vakiopuristimet riittävät yleiseen korjaukseen, mutta suurivolyymi- tai erikoistuotanto vaatii OEM-letkunpuristuskoneen, joka on räätälöity tiettyihin sykliaikoihin ja muottikokoonpanoihin.
Räätälöinti ratkaisee ensisijaisesti kolme pullonkaulaa: epätyypilliset sovitusgeometriat, automatisoitu tuotantolinjojen integrointi ja erikoistuneet tila-/siirrettävyysrajoitukset.
Räätälöityjen yksiköiden kokonaiskustannuksissa (TCO) on otettava huomioon erikoissuulakkeiden vaihdon saatavuus ja käyttäjän koulutusvaatimukset.
'Sekoitusmerkkien' riskin vähentäminen (käyttäen erilaisia letku- ja liitosvalmistajia) vaatii ohjelmoitavia puristusohjaimia ja erittäin kalibroituja räätälöityjä muotteja SAE/EN-turvallisuusstandardien ylläpitämiseksi.
Yleiset korjaamot toimivat täysin eri paineissa kuin erityiset tuotantolaitokset. Suuri volyymituotanto vaatii jatkuvia käyttöjaksoja. Vakiokone voi käsitellä viisikymmentä kokoonpanoa päivittäin ilman ongelmia. Työnnä kuitenkin samaa konetta käsittelemään tuhat yksikköä vuorossa, ja komponentit ylikuumenevat. Hydraulineste hajoaa. Johdonmukaisuus katoaa. Sinun on verrattava suuritehoisen tehtaan käyttömäärävaatimuksia satunnaisiin kunnossapitotyönkulkuihin. Tehtaat vaativat kestäviä jäähdytysjärjestelmiä ja järeitä sylinteritiivisteitä kestämään jatkuvaa käyttöä.
Epätyypilliset sovitusgeometriat muodostavat toisen välittömän pullonkaulan. Vakiomuottisarjat noudattavat yleisiä malleja. Niissä on vakioholkin mitat. Syntyy skenaarioita, joissa työskentelet patentoiduilla hydrauliliitännöillä. Näissä tapauksissa standardimuotit aiheuttavat epätasaisia muodonmuutoksia. Ne puristavat metallia. Ne vääristävät sovitusta. Lopulta ne aiheuttavat korkeapainevuodon. Räätälöidyt laitteet sopivat ainutlaatuisiin kulmiin, pidennettyihin pudotuspituuksiin tai erikoislaippoihin vaarantamatta puristuksen eheyttä.
Työnkulku- ja automaatiointegraatio pakottaa usein räätälöinnin keskusteluun. Nykyaikaiset kokoonpanolinjat ovat vahvasti riippuvaisia toisiinsa yhdistetyistä tiedoista. Laitteesi on kommunikoitava laajemman kokoonpanolinjaohjelmiston kanssa. Tämä tarve vaatii mukautettuja käyttöliittymiä. Saatat tarvita IoT-yhteyden seurataksesi tuotantonopeutta reaaliajassa. Saatat tarvita PLC-integroinnin synkronoidaksesi automaattisten ruokintajärjestelmien kanssa. Vakiomallit toimivat eristettyinä saarina. Räätälöidyt yksiköt toimivat integroituina solmuina älykkäässä tehtaassa.
Lopuksi harkitse muototekijää ja ympäristörajoitteita. Vakiomallit edellyttävät puhdasta ja tilavaa työpajan lattiaa. Reaalimaailman sovellukset tarjoavat harvoin tällaista luksusta. Voit käyttää liikkuvia huoltoautoja, joissa jokaisella neliötumalla on merkitystä. Saatat työskennellä suljetuissa maanalaisissa kaivostiloissa. Saatat kohdata syövyttäviä meriympäristöjä. Nämä skenaariot vaativat mukautettuja asuntoja. Ne vaativat modifioituja tehoyksiköitä, jotka toimivat tietyillä jännitteillä tai vaihtoehtoisilla virtalähteillä. Fyysisen jalanjäljen muuttaminen varmistaa, että kone sopii ympäristöön sen sijaan, että ympäristö pakotetaan sopimaan koneeseen.
Erikoislaitteiden arviointi vaatii jäsenneltyä lähestymistapaa. Sinun on katsottava markkinoinnin perusspesifikaatioita pidemmälle. Ensisijaisena on teknisten mittareiden kohdistaminen todellisiin tuotantotavoitteisiin.
Puristusvoiman ja kapasiteetin mittarit toimivat ensisijaisena lähtökohtana. Sinun on kohdistettava vaadittu vetoisuus letkujen enimmäishalkaisijoiden kanssa. 200T kone hallitsee helposti tavallisia kaksijohtimia punottuja letkuja. Raskaisiin sovelluksiin liittyy kuitenkin monispiraalilankavahvistus. Kahden tuuman kuusispiraalisen hydrauliletkun puristaminen vaatii ylöspäin 400 T voimaa. Alimääräinen tonnimäärä johtaa epätäydelliseen holkkipuristukseen. Ylimäärittely yksinkertaisesti hukkaa pääomaa. Sinun on arvioitava vaativimman kokoonpanosi enimmäisspesifikaatio.
Muottisarjan mukautuvuus vaikuttaa suoraan päivittäiseen tuotantoon. Vaihtonopeudella on valtava merkitys korkean sekoituksen valmistuksessa. Sinun on arvioitava pikamuutosmekanismit. Kuinka monta sekuntia kestää vaihtaa 1/4 tuuman muotista 1 tuuman muotiin? Mukautetun muotin saatavuus on yhtä kriittinen. Tarvitset varmuuden siitä, että tietyt profiilit voidaan koneistaa ja toimittaa nopeasti. Hitaat vaihdot tuhoavat työvuorojen tuottavuuden. Tehokkaat mekanismit pitävät kuljettajat liikkeessä.
Tarkkuus ja ohjaimen toistettavuus erottavat riittävät koneet erinomaisista. Käyttäjän aiheuttama vaihtelu aiheuttaa merkittäviä laadunvalvontaongelmia. Arvioit digitaalisten mikrometrimittareiden tarpeen. Ohjelmoitavien esiasetusten avulla käyttäjät voivat valita tietyn työkoodin ja säätää koneen automaattisesti tarkkojen toleranssien mukaan. Automaattinen paineenvalvonta varmistaa, että jokainen puristus täyttää vaaditun voimakynnyksen ennen irrottamista. Tämä vähentää merkittävästi inhimillisiä virheitä.
Vaatimusten noudattaminen ja jäljitettävyys sanelevat markkinoille pääsyn voimakkaasti säännellyillä aloilla. Ilmailu-, kaivos- ja raskaat teollisuussovellukset noudattavat tiukkoja turvallisuusstandardeja. Laitteesi on kirjattava tiedot saumattomasti. Sen on tallennettava jokaisen yksittäisen kokoonpanon tarkka päivämäärä, kellonaika, painekäyrä ja käyttäjätunnus. Nämä tiedot osoittavat vaatimustenmukaisuuden tarkastuksen aikana. Kriittisten sovellusten osalta ei voida neuvotella siitä, että koneesi täyttää nämä kirjausominaisuudet.
Taulukko: Vakio vs. mukautetut puristuskoneen ominaisuudet
Arviointimetriikka |
Vakiovarusteet |
Räätälöidyt OEM-laitteet |
|---|---|---|
Puristusvoima |
Ennalta asetetut rajat (yleensä 100 - 250 T) |
Suunniteltu sovelluksen mukaan (jopa 500T+) |
Ohjaimen tarkkuus |
Manuaalinen valitsin tai perusdigitaalinen lukema |
PLC-integrointi ohjelmoitavilla työprofiileilla |
Die Vaihto |
Manuaalinen poisto, hitaampi prosessi |
Automaattiset pikavaihtotyökalut |
Tietojen jäljitettävyys |
Ei mitään tai manuaaliset lokikirjat |
Pilviin yhdistetty IoT-tietojen kirjaus puristuskohtaisesti |
Hydrauliteollisuudella on jatkuva yhteentoimivuuteen liittyvä haaste. Monet tilat yrittävät hyödyntää OEM-letkunpuristuskone muiden valmistajien letkujen ja liitosten rinnalla. Laitevalmistajat eivät suosittele tätä käytäntöä. He kalibroivat standardimuotinsa yksinomaan patentoituja komponentteja varten. Toimitusketjun puute ja kustannuspaineet pakottavat kuitenkin usein laitokset sekoittamaan merkkejä.
Toleranssipinoamisriskien ymmärtäminen on välttämätöntä. Valmistajan A letkulla voi olla hieman paksumpi ulkokansi. Valmistajan B liittimellä saattaa olla hieman erilainen holkin kovuus. Nämä pienet mittaerot näyttävät vähäisiltä paljaalla silmällä. Todellisuudessa ne sekoittuvat puristusprosessin aikana. Jos konetta ei ole kalibroitu tarkasti kyseiselle yhdistelmälle, holkki ali- tai ylipuristuu. Ylipuristus murskaa sisäputken. Alipuristus aiheuttaa katastrofaalisia puhalluksia korkeissa työpaineissa.
Näiden yhteensopivuusongelmien ratkaiseminen turvallisesti vaatii erikoistoimia. Et voi yksinkertaisesti arvata oikeaa puristushalkaisijaa. Sinun on testattava tiukasti sekamatriisi. Näin mukautetut kokoonpanot ratkaisevat ongelman:
Materiaalianalyysi: Insinöörit analysoivat kolmannen osapuolen letkun ja liittimen yhdistelmän erityiset puristussuhteet.
Mukautettu muottiprofiili: Valmistaja valmistaa mukautetun muottisarjan. Tämä sarja sopii erityisesti sekamerkkien ainutlaatuiseen geometriaan.
Ohjelmoitavat tekniset tiedot: Ohjain vastaanottaa mukautettuja paine- ja halkaisijaparametreja ja lukitsee ne manuaalisten säätöjen estämiseksi.
Purkaustesti: Äskettäin luodut kokoonpanot läpikäyvät tuhoavan murtumistestin sen varmistamiseksi, että ne noudattavat SAE J517- tai EN-standardin paineluokitusta.
Suunnittelemalla räätälöityjä profiileja tilat ohittavat standardimuottien tiukat rajoitukset. Ne ylläpitävät korkeita turvallisuusstandardeja hyödyntäen samalla erilaisia toimitusketjuja. Tämä lähestymistapa muuttaa vakavan turvallisuusriskin erittäin kontrolloiduksi, validoiduksi prosessiksi.
Erikoislaitteiden budjettihyväksynnän saaminen edellyttää selkeää taloudellista mallintamista. Sinun on ilmaistava, miksi alkuperäinen räätälöintipalkkio on taloudellisesti järkevä pitkällä aikavälillä. Räätälöidyn ratkaisun suunnittelu maksaa väistämättä enemmän kuin vakiomalliston ostaminen. Sinun on laskettava tämä etukäteisprosenttiosuus tarkasti. Usein räätälöity suunnittelu, erikoisohjelmistot ja ainutlaatuiset muottisarjat lisäävät alkupääomainvestointeja 30-50 prosentilla.
Toiminnan tehostaminen kompensoi kuitenkin nopeasti tämän lisäyksen. Mallit sijoitetun pääoman tuoton erilaisten tuotantomuuttujien perusteella. Harkitse ensin romun määrää. Vakiokoneet, jotka kamppailevat monimutkaisten liitosten kanssa, tuottavat helposti kolmesta viiteen prosentin romuprosentin. Mittatilaustyönä kalibroitu kone laskee tämän prosentin alle puolen prosentin. Toiseksi, arvioi sykliajat. Ajettaessa kymmenen sekuntia pois jokaisesta kokoonpanosta saadaan valtavat työvoimasäästöt miljoonan yksikön tuotantoajolla. Puoliautomaation ominaisuudet alentavat työvoimakustannuksia, koska yksi käyttäjä voi hallita useita koneita.
Myös työkalu- ja ylläpitokustannukset vaativat huolellista ennakointia. Sinun on otettava huomioon räätälöityjen muottien vaihtamisen kustannukset vakiomuotteisiin verrattuna. Räätälöidyt työkalut kuluvat ajan myötä. Sen vaihtaminen maksaa enemmän ja kestää kauemmin. Sinun on myös otettava huomioon vaaditun kalibroinnin tiheys. Suuren volyymin mukautetut koneet vaativat tiukat huoltoaikataulut pitämään tiukat toleranssit.
Kannattavuuspisteen määrittäminen tarjoaa lopullisen aikataulun investoinnille. Määrität vähimmäistuotantomäärän, joka vaaditaan erikoislaitteiden perustelemiseksi.
Kaavio: ROI-analyysin rakenne
Kustannusluokka |
Vakiolaitteiden työnkulku |
Räätälöity laitteiden työnkulku |
|---|---|---|
Työtä kokoonpanoa kohti |
Korkea (manuaalinen säätö vaaditaan) |
Matala (automaattiset esiasetukset) |
Romumateriaalin kustannukset |
Korkea (korkea virhemarginaali) |
Minimaalinen (tarkkuusohjaimet) |
Työkalujen vaihto |
Alhainen (valmis kuolee) |
Premium (Räätälöidyt koneistetut muotit) |
Ennustettu nollatuotto |
Ei käytössä (perustilanne) |
Tyypillisesti 14-22 kuukautta |
Kun määrä ylittää tämän vähimmäisrajan, mukautettu kone alkaa tuottaa merkittäviä voittomarginaaleja. Se lakkaa olemasta pääomataakka. Siitä tulee kriittinen voimavara työnkulun kannattavuuden kannalta.
Erikoiskoneiston käyttöönotto tuo mukanaan ainutlaatuisia toteutusriskejä. Operaattoreiden koulutus ja adoptio ovat ensimmäinen suuri este. Sinun on suunniteltava oppimiskäyrä. Ohjelmistokäyttöliittymät näyttävät usein pelottavilta. Räätälöidyt lastausmenetelmät eroavat kokeneiden kuljettajien tiedoista. Jos et kouluta joukkuetta kattavasti, he ohittavat turvaominaisuudet. Ne käyttävät oletuksena manuaalisia ohituksia. Perusteellinen käyttöönotto varmistaa, että edistyneitä ominaisuuksia todella hyödynnetään.
Toisen merkittävän riskin muodostavat toimitusketjun ja työkalujen redundanssi. Kun ostat räätälöityjä, vaarana on myyjän lukkiutuminen. Olet täysin riippuvainen yhdestä erikoistuneiden varaosien toimittajasta. Jos mukautettu muotisi halkeilee ja myyjällä on kahdentoista viikon toimitusaika, tuotantolinjasi pysähtyy. Sinun on neuvoteltava pääsystä teknisiin piirustuksiin tai toissijaisiin työkaluihin. Näiden CAD-tiedostojen suojaaminen mahdollistaa hätäkorvausten koneistamisen paikallisesti.
Oikean kumppanin valinta sanelee projektin onnistumisen. Ota käyttöön tiukka toimittajien luettelointikehys. Sinun on vaadittava todiste pätevyydestä.
Tekniset valmiudet: Onko valmistajalla dokumentoituja tapaustutkimuksia samankaltaisista mukautetuista rakennuksista? Teoreettinen tieto eroaa huomattavasti käytännön soveltamisesta. Pyydä nähdä todellisia integraatioita.
Toimitusajat: Mikä on realistinen aikajana teknisen hyväksynnän ja tehtaan lattiatoimituksen välillä? Räätälöidyt rakennukset kohtaavat suunnitteluviiveitä. Sopimukseen sisältyvät varmat toimitussitoumukset.
Myynnin jälkeinen tuki: Laitteisto rikkoutuu. Ohjelmiston vikoja. Arvioi etävianmäärityksen saatavuus. Selvitä, kuinka he käsittelevät ohjelmistopäivityksiä. Varmista, että he tarjoavat käyttöönoton paikan päällä kouluttaaksesi alkuperäisen henkilöstösi.
Luotettava toimittaja toimii suunnittelukumppanina, ei vain laitteistotoimittajana. Ne auttavat vähentämään näitä riskejä ennen kuin ostotilaus on edes allekirjoitettu.
Siirtyminen vakiotyönkulusta räätälöityyn ratkaisuun vaatii kriittistä analyysiä. Aloitat tunnistamalla, missä nykyinen laitteistosi tukahduttaa tuotannon. Olipa kyseessä valmistajakohtaiset varusteet, tiukat automaatiovaatimukset tai vakavia tilarajoituksia, pullonkaulan tunnistaminen on ensimmäinen askel. Sen jälkeen arvioit, kuinka erikoislaitteet ratkaisevat juuri nämä viat.
Jokaisen räätälöintipäätöksen tulee perustua mitattavissa olevaan dataan. Älä päivitä oletuksiin perustuen. Seuraa kiertoaikojasi. Tarkkaile romumääriäsi. Dokumentoi virtasi tekniset rajoitukset letkun puristuskone . Numerot määräävät, riittääkö vakioyksikkö vai onko räätälöity rakennus taloudellisesti tarpeen.
Ryhdy toimiin jo tänään tarkastamalla nykyinen puristustyönkulkusi. Dokumentoi yleisimmät vikakohdat. Kerää suurimman volyymin kokoonpanotiedot. Ota sitten yhteyttä esivalintaan valittuihin valmistajiisi ja pyydä kattava toteutettavuustutkimus tai sekamerkkien toleranssitesti.
V: Aikajana vaihtelee monimutkaisuuden mukaan. Pienet muutokset, kuten mukautetut muottisarjat tai tietyt jännitteen mukautukset, kestävät 4–6 viikkoa. Pitkälle kehitetyt ratkaisut, jotka sisältävät PLC-automaation, mukautetun kotelon tai erikoistuneen IoT-integroinnin, vaativat yleensä 12–16 viikkoa suunnittelun hyväksymisestä toimitukseen.
V: Kyllä. Useimmat mukautetut koneet säilyttävät yleiset päämuottikokoonpanot. He ottavat helposti vastaan tavallisia valmiita muotteja rutiinikokoonpanoihin. Räätälöinti keskittyy yleensä ohjainohjelmistoon, iskunpituuteen tai erittäin spesifisten lisämeistien lisäämiseen vakioluettelon rinnalle.
V: Suuren volyymin koneet on tarkistettava päivittäin käyttämällä pistokemittareita tai digitaalisia jarrusatureita. Valtuutetun teknikon suorittamaa kattavaa mekaanista ja ohjelmistokalibrointia suositellaan kuuden kuukauden välein. Ilmailu- ja kaivosalan sovellukset voivat vaatia neljännesvuosittaisen kolmannen osapuolen kalibroinnin vaatimustenmukaisuuden ylläpitämiseksi.
V: Ei. Hyvämaineiset valmistajat suunnittelevat mukautettuja ratkaisuja, jotka täyttävät tai ylittävät CE- ja UL-standardit. Toimittajan on kuitenkin erikseen haettava ja vahvistettava mukautetun koontiversion sertifikaatti. Sisällytä aina vaaditut turvallisuustodistukset alkuperäiseen ostosopimukseen.
V: Toimittajat yleensä hallitsevat mukautettuja ohjelmistopäivityksiä etänä suojattujen IoT-yhteyksien kautta tai tarjoavat salattuja USB-asemia. Varmista, että palvelusopimukseesi sisältyy jatkuva ohjelmistotuki. Myyjän tulee taata, että ydinjärjestelmän korjaustiedostot eivät korvaa laitoksesi mukautettuja esiasetettuja kokoonpanoja.



