Hydraulic hose assembly relies on precise deformation and structural integrity. Off-the-shelf equipment handles standard maintenance jobs perfectly well. However, complex manufacturing applications quickly push standard machines beyond their intended limits.
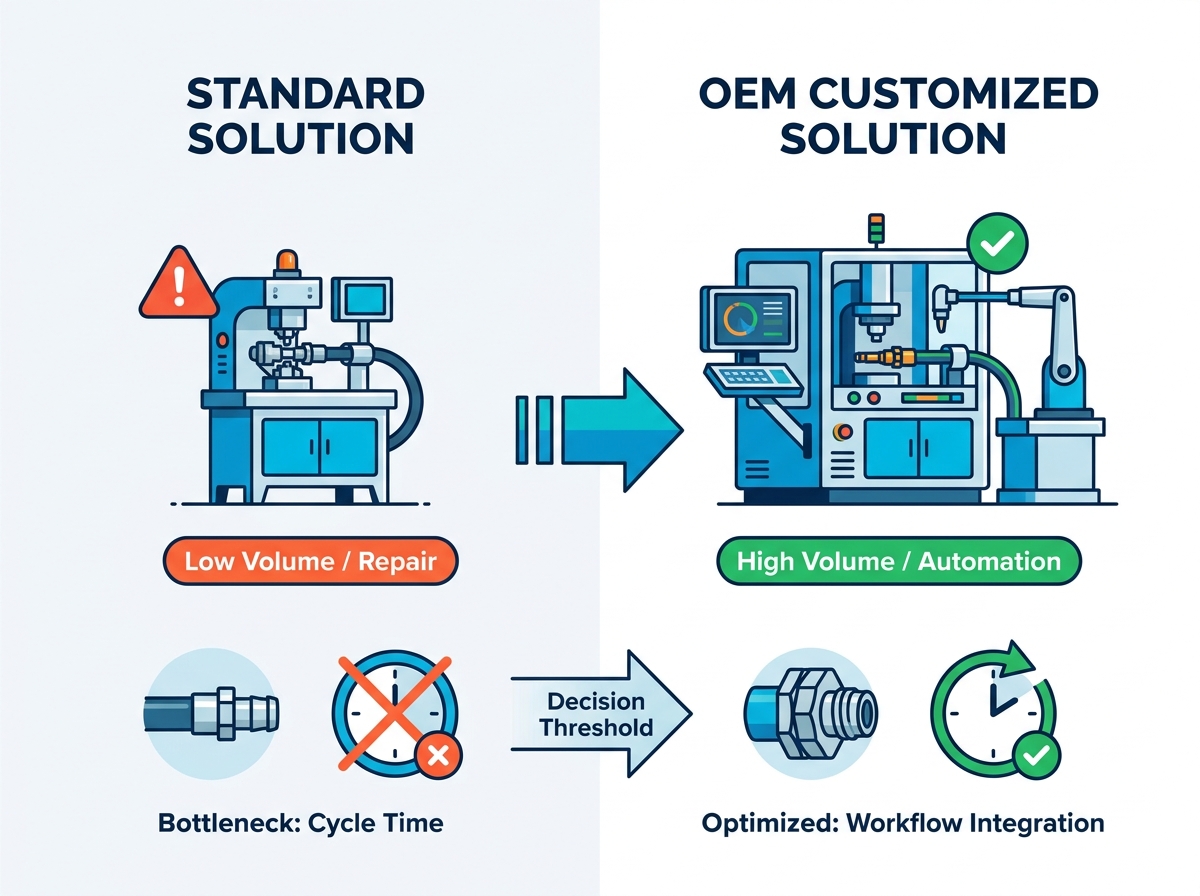
You hit an operational threshold when standard equipment creates production bottlenecks. Cycle times drag. Scrap rates climb. You face a core decision. Do you accept these ongoing inefficiencies? Or do you invest higher upfront capital in a specialized solution? Balancing this initial cost against long-term gains is crucial. A custom unit optimizes floor space. It slashes cycle times. It guarantees strict tolerance adherence.
Customization is not universally necessary. It serves as a calculated response to distinct manufacturing challenges. In this article, you will learn when to upgrade. We explore fitting compatibility, volume demands, and workflow integration. You will discover how to evaluate key metrics and justify the investment effectively.
Key Takeaways
Standard crimpers are sufficient for general repair, but high-volume or specialized production requires an OEM hose crimping machine tailored to specific cycle times and die configurations.
Customization primarily solves for three bottlenecks: non-standard fitting geometries, automated production line integration, and specialized space/portability constraints.
Total Cost of Ownership (TCO) for customized units must account for specialized die replacement availability and operator training requirements.
Mitigating the risk of "mixing brands" (using diverse hose and fitting manufacturers) requires programmable crimp controllers and highly calibrated custom dies to maintain SAE/EN safety standards.
1. When Standard Equipment Fails: Identifying the Need for Customization
General repair shops operate under entirely different pressures than dedicated manufacturing facilities. High-volume production demands continuous duty cycles. A standard machine might handle fifty assemblies daily without issue. However, push that same machine to process a thousand units per shift, and components overheat. Hydraulic fluid degrades. Consistency vanishes. You must contrast the duty-cycle requirements of a high-output factory against occasional maintenance workflows. Factories require robust cooling systems and heavy-duty cylinder seals to survive continuous operation.
Non-standard fitting geometries present another immediate bottleneck. Standard die sets follow universal templates. They assume standard ferrule dimensions. Scenarios arise where you work with proprietary hydraulic connections. In these cases, standard dies cause uneven deformation. They pinch the metal. They distort the fitting. Ultimately, they cause high-pressure leakage. Custom equipment accommodates unique angles, extended drop lengths, or specialized flanges without compromising the crimp integrity.
Workflow and automation integration frequently force the customization discussion. Modern assembly lines rely heavily on interconnected data. Your equipment must communicate with broader assembly line software. This necessity requires custom interfaces. You might need IoT connectivity to track production rates in real-time. You might need PLC integration to synchronize with automated feeding systems. Standard models operate as isolated islands. Customized units function as integrated nodes within a smart factory.
Finally, consider form factor and environmental constraints. Standard designs assume a clean, spacious workshop floor. Real-world applications rarely offer such luxury. You might operate mobile service trucks where every square inch matters. You might work in confined underground mining spaces. You might face corrosive marine environments. These scenarios demand custom housing. They require modified power units that run on specific voltages or alternative power sources. Modifying the physical footprint ensures the machine fits the environment, rather than forcing the environment to fit the machine.
2. Core Evaluation Dimensions for an OEM Hose Crimping Machine
Evaluating specialized equipment requires a structured approach. You must look beyond basic marketing specifications. Aligning technical metrics with actual production goals is the priority.
Crimping force and capacity metrics serve as the primary baseline. You must align the required tonnage with maximum hose diameters. A 200T machine easily manages standard two-wire braided hoses. However, heavy-duty applications involve multi-spiral wire reinforcement. Crimping a two-inch, six-spiral hydraulic hose demands upward of 400T of force. Under-specifying tonnage leads to incomplete ferrule compression. Over-specifying simply wastes capital. You must evaluate the maximum specification of your most demanding assembly.
Die set adaptability directly influences daily output. Changeover speed matters tremendously in high-mix manufacturing. You must evaluate quick-change mechanisms. How many seconds does it take to swap from a 1/4-inch die to a 1-inch die? Custom die availability is equally critical. You need assurance that specific profiles can be machined and delivered promptly. Slow changeovers destroy shift productivity. Efficient mechanisms keep operators moving.
Precision and controller repeatability separate adequate machines from excellent ones. Operator-induced variance causes significant quality control issues. You assess the need for digital micrometer dials. Programmable presets allow operators to select a specific job code, automatically adjusting the machine to exact tolerances. Automated pressure monitoring verifies that every single crimp meets the required force threshold before releasing. This reduces human error dramatically.
Compliance and traceability dictate market access in heavily regulated sectors. Aerospace, mining, and heavy-duty industrial applications enforce strict safety standards. Your equipment must log data seamlessly. It must record the exact date, time, pressure curve, and operator ID for every single assembly. This data proves compliance during an audit. Ensuring your machine meets these logging capabilities is non-negotiable for critical applications.
Table: Standard vs. Customized Crimping Machine Capabilities
Evaluation Metric
Standard Equipment
Customized OEM Equipment
Crimping Force
Pre-set limits (typically 100T - 250T)
Engineered to application (up to 500T+)
Controller Precision
Manual dial or basic digital readout
PLC integration with programmable job profiles
Die Changeover
Manual extraction, slower process
Automated quick-change tooling mechanisms
Data Traceability
None or manual logbooks
Cloud-connected IoT data logging per crimp
3. The "Mixing Brands" Dilemma: Compatibility and Safety Tolerances
The hydraulic industry faces a persistent challenge regarding interoperability. Many facilities attempt to utilize an OEM hose crimping machine alongside third-party hoses and fittings. Equipment manufacturers strongly advise against this practice. They calibrate their standard dies exclusively for their proprietary components. However, supply chain shortages and cost pressures often force facilities into mixing brands.
Understanding tolerance stacking risks is essential. A hose from Manufacturer A might have a slightly thicker outer cover. A fitting from Manufacturer B might have a marginally different ferrule hardness. These minor dimensional differences seem negligible to the naked eye. In reality, they compound during the crimping process. If the machine is not precisely calibrated for that exact combination, the ferrule under-crimps or over-crimps. Over-crimping crushes the inner tube. Under-crimping causes catastrophic blowouts under high working pressures.
Overcoming these compatibility issues safely requires specialized intervention. You cannot simply guess the correct crimp diameter. You must strictly test the mixed matrix. Here is how custom configurations resolve the dilemma:
Material Analysis: Engineers analyze the specific compression ratios of the third-party hose and fitting combination.
Custom Die Profiling: The manufacturer machines a custom die set. This set specifically accommodates the unique geometry of the mixed brands.
Programmable Specifications: The controller receives custom pressure and diameter parameters, locking them in to prevent manual operator adjustments.
Burst Testing: The newly created assemblies undergo destructive burst testing to guarantee they adhere to SAE J517 or EN standard pressure ratings.
By engineering custom profiles, facilities bypass the strict limitations of standard dies. They maintain high safety standards while leveraging diverse supply chains. This approach transforms a severe safety risk into a highly controlled, validated process.
4. Investment and ROI Justification
Securing budget approval for specialized equipment requires clear financial modeling. You must articulate why the initial customization premium makes long-term financial sense. Engineering a bespoke solution inevitably costs more than purchasing a standard catalog model. You must calculate this upfront percentage increase accurately. Often, custom engineering, specialized software, and unique die sets increase the initial capital expenditure by thirty to fifty percent.
However, the operational efficiency gains rapidly offset this premium. You model the return on investment based on distinct production variables. First, consider scrap rates. Standard machines struggling with complex fittings easily generate a three to five percent scrap rate. A custom-calibrated machine drops that rate below half a percent. Second, evaluate cycle times. Shaving ten seconds off every assembly yields massive labor savings over a million-unit production run. Semi-automation features lower labor costs by allowing a single operator to manage multiple machines.
Tooling and maintenance overheads also require careful forecasting. You must factor in the cost of replacing custom dies versus standard dies. Custom tooling wears down over time. Replacing it costs more and takes longer. You must also account for the frequency of required calibration. High-volume custom machines demand rigorous maintenance schedules to hold their tight tolerances.
Establishing the break-even point provides a definitive timeline for the investment. You determine the minimum production volume required to justify the specialized equipment.
Chart: Break-Even ROI Analysis Structure
Cost Category
Standard Equipment Workflow
Customized Equipment Workflow
Labor per Assembly
High (Manual adjustment required)
Low (Automated presets)
Scrap Material Cost
High (Higher error margin)
Minimal (Precision controllers)
Tooling Replacement
Low (Off-the-shelf dies)
Premium (Custom machined dies)
Projected Break-Even
N/A (Baseline)
Typically 14 to 22 Months
When the volume exceeds this minimum threshold, the custom machine begins generating substantial profit margins. It stops being a capital burden. It becomes a critical asset driving workflow profitability.
5. Implementation Risks and Vendor Shortlisting Logic
Deploying specialized machinery introduces unique implementation risks. Operator training and adoption represent the first major hurdle. You must plan for the learning curve. Proprietary software interfaces often look intimidating. Custom loading procedures differ from what veteran operators know. If you fail to train the team comprehensively, they will bypass safety features. They will default to manual overrides. Thorough onboarding ensures the advanced features actually get utilized.
Supply chain and tooling redundancy pose another significant risk. When you buy custom, you risk vendor lock-in. You become entirely dependent on a single supplier for specialized replacement parts. If your custom die cracks, and the vendor has a twelve-week lead time, your production line halts. You must negotiate access to technical drawings or secondary tooling rights. Securing these CAD files allows you to machine emergency replacements locally.
Choosing the right partner dictates the success of the project. Implement a strict vendor shortlisting framework. You must demand proof of competence.
Engineering Capability: Does the manufacturer possess documented case studies of similar custom builds? Theoretical knowledge differs vastly from practical application. Demand to see real-world integrations.
Lead Times: What is the realistic timeline from spec approval to factory floor delivery? Custom builds face engineering delays. Secure firm delivery commitments baked into the contract.
Post-Sale Support: Hardware breaks. Software glitches. Evaluate the availability of remote troubleshooting. Determine how they handle software updates. Ensure they provide on-site commissioning to train your initial staff.
A reliable vendor acts as an engineering partner, not just a hardware supplier. They help mitigate these risks before the purchase order is even signed.
Conclusion
Transitioning from a standard workflow to a customized solution requires critical analysis. You start by identifying where your current equipment chokes production. Whether dealing with proprietary fittings, rigid automation requirements, or severe space constraints, recognizing the bottleneck is step one. From there, you evaluate how specialized equipment resolves these exact failures.
Every customization decision should remain grounded in measurable data. Do not upgrade based on assumptions. Track your cycle times. Monitor your scrap rates. Document the specific technical limitations of your current hose crimping machine. The numbers will dictate whether a standard unit suffices or if a bespoke build is financially necessary.
Take action today by auditing your current crimping workflow. Document your most frequent failure points. Gather your highest-volume assembly specifications. Then, approach your shortlisted manufacturers and request a comprehensive feasibility study or a mixed-brand tolerance test.
FAQ
Q: How long does it typically take to design and manufacture a customized OEM hose crimping machine?
A: The timeline varies based on complexity. Minor modifications, like custom die sets or specific voltage adaptations, take 4 to 6 weeks. Highly engineered solutions involving PLC automation, custom housing, or specialized IoT integration typically require 12 to 16 weeks from design approval to delivery.
Q: Can a customized crimper still use standard off-the-shelf die sets for routine jobs?
A: Yes. Most custom machines retain universal master die configurations. They readily accept standard off-the-shelf dies for routine assemblies. The customization usually focuses on the controller software, stroke length, or the addition of highly specific supplementary dies alongside the standard catalog.
Q: What is the recommended calibration frequency for a high-volume custom crimping machine?
A: High-volume machines should undergo verification daily using plug gauges or digital calipers. Comprehensive mechanical and software calibration by a certified technician is recommended every six months. Applications in aerospace or mining may mandate quarterly third-party calibration to maintain compliance.
Q: Does customizing a machine void the ability to achieve standard safety certifications (CE/UL)?
A: No. Reputable manufacturers engineer custom solutions to meet or exceed CE and UL standards. However, the vendor must specifically apply for and validate the certification for the custom build. Always stipulate required safety certifications in your initial purchasing contract.
Q: How do we handle software updates if the crimper's digital controller is custom-built?
A: Vendors typically manage custom software updates remotely via secure IoT connections or provide encrypted USB drives. Ensure your service contract includes ongoing software support. The vendor should guarantee that core system patches will not overwrite your facility's customized preset configurations.
Handanshi Kangmai Hydraulic Equipment Co., Ltd. is located in the east of Wangzhuang,on the Hanlin expressway. Our main products have 9 series and 50 types which contains hose crimping machine, hose cutting machine,hose skiving machine...