Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2026-05-21 Ursprung: Plats











Hydraulslangen förlitar sig på exakt deformation och strukturell integritet. Off-the-shelf utrustning klarar standardunderhållsjobb perfekt. Men komplexa tillverkningstillämpningar pressar snabbt standardmaskiner utöver de avsedda gränserna.
Du når en operativ tröskel när standardutrustning skapar produktionsflaskhalsar. Cykeltider drar. Skrotpriserna stiger. Du står inför ett kärnbeslut. Accepterar du dessa pågående ineffektiviteter? Eller investerar du högre förskottskapital i en specialiserad lösning? Att balansera denna initiala kostnad mot långsiktiga vinster är avgörande. En anpassad enhet optimerar golvytan. Det minskar cykeltiderna. Det garanterar strikt toleransefterlevnad.
Anpassning är inte universellt nödvändig. Det fungerar som ett kalkylerat svar på olika tillverkningsutmaningar. I den här artikeln kommer du att lära dig när du ska uppgradera. Vi utforskar passningskompatibilitet, volymkrav och arbetsflödesintegration. Du kommer att upptäcka hur du utvärderar nyckeltal och motiverar investeringen effektivt.
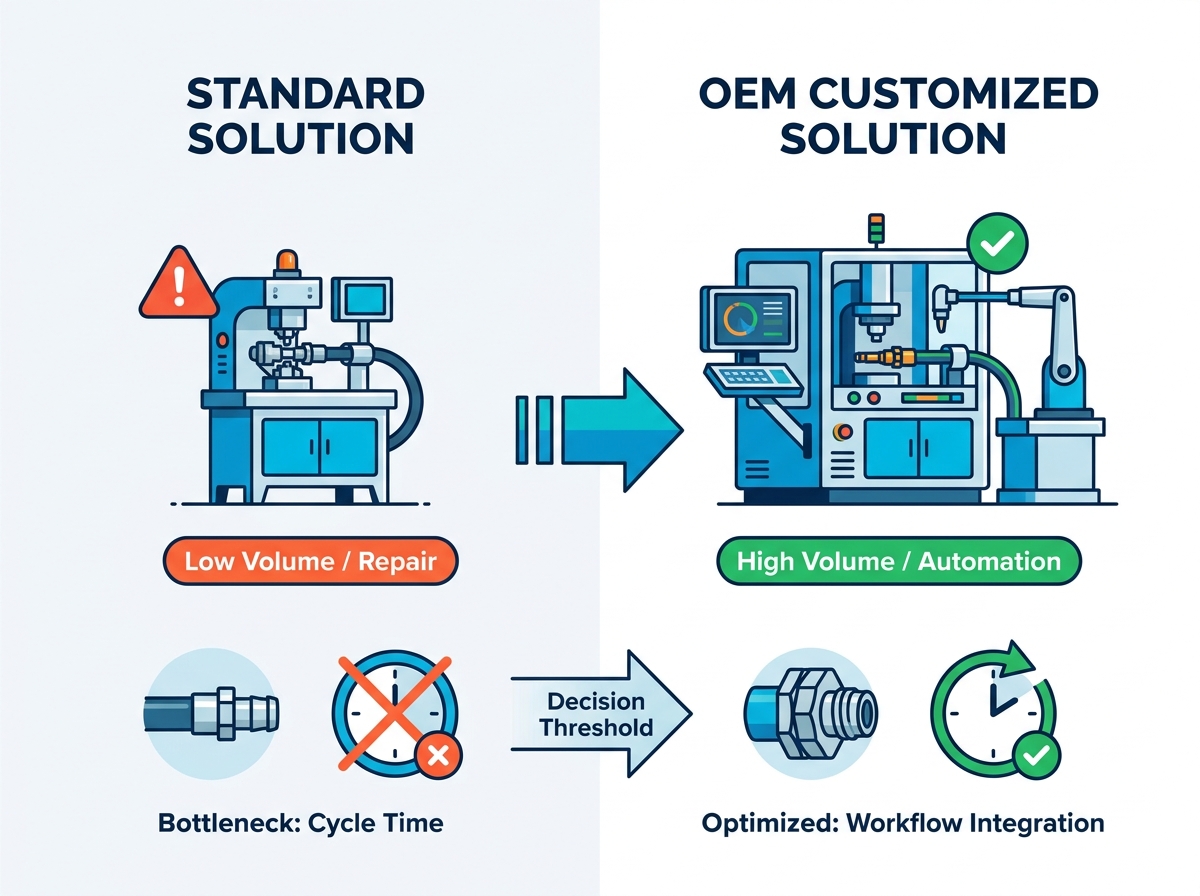
Standardpresspressar är tillräckliga för allmän reparation, men högvolyms- eller specialiserad produktion kräver en OEM slangpressningsmaskin som är skräddarsydd för specifika cykeltider och formkonfigurationer.
Anpassning löser i första hand tre flaskhalsar: icke-standardiserade passningsgeometrier, automatiserad produktionslinjeintegrering och specialiserade utrymmes-/portabilitetsbegränsningar.
Total Cost of Ownership (TCO) för skräddarsydda enheter måste ta hänsyn till specialtillgänglighet för byte av verktyg och utbildningskrav för operatörer.
För att minska risken att 'mixa märken' (med olika slang- och kopplingstillverkare) krävs programmerbara crimpkontroller och högkalibrerade specialverktyg för att upprätthålla SAE/EN-säkerhetsstandarder.
Allmänna reparationsverkstäder arbetar under helt andra tryck än dedikerade tillverkningsanläggningar. Högvolymproduktion kräver kontinuerliga arbetscykler. En standardmaskin kan hantera femtio enheter dagligen utan problem. Men tryck på samma maskin för att bearbeta tusen enheter per skift, och komponenterna överhettas. Hydraulvätska bryts ned. Konsekvensen försvinner. Du måste jämföra arbetscykelkraven för en högeffektsfabrik mot tillfälliga underhållsarbetsflöden. Fabriker kräver robusta kylsystem och kraftiga cylindertätningar för att överleva kontinuerlig drift.
Icke-standardiserade passningsgeometrier utgör ytterligare en omedelbar flaskhals. Standardformsatser följer universella mallar. De antar standardhylsdimensioner. Scenarier uppstår där du arbetar med proprietära hydrauliska anslutningar. I dessa fall orsakar standardformar ojämn deformation. De nyper metallen. De förvränger beslaget. I slutändan orsakar de högtrycksläckage. Anpassad utrustning rymmer unika vinklar, utökade falllängder eller specialiserade flänsar utan att kompromissa med krimpningsintegriteten.
Arbetsflöde och automationsintegration tvingar ofta fram anpassningsdiskussionen. Moderna löpande band är mycket beroende av sammankopplade data. Din utrustning måste kommunicera med en bredare mjukvara för löpande band. Denna nödvändighet kräver anpassade gränssnitt. Du kan behöva IoT-anslutning för att spåra produktionshastigheter i realtid. Du kan behöva PLC-integration för att synkronisera med automatiserade matningssystem. Standardmodeller fungerar som isolerade öar. Skräddarsydda enheter fungerar som integrerade noder i en smart fabrik.
Slutligen, överväg formfaktor och miljömässiga begränsningar. Standardutföranden förutsätter ett rent, rymligt verkstadsgolv. Verkliga applikationer erbjuder sällan sådan lyx. Du kanske kör mobila servicebilar där varje kvadrattum är viktig. Du kanske arbetar i trånga underjordiska gruvutrymmen. Du kan möta korrosiva marina miljöer. Dessa scenarier kräver anpassade bostäder. De kräver modifierade kraftenheter som körs på specifika spänningar eller alternativa kraftkällor. Genom att ändra det fysiska fotavtrycket säkerställs att maskinen passar miljön, snarare än att tvinga miljön att passa maskinen.
Att utvärdera specialiserad utrustning kräver ett strukturerat tillvägagångssätt. Du måste se bortom grundläggande marknadsföringsspecifikationer. Att anpassa tekniska mått till faktiska produktionsmål är prioritet.
Krimpkraft och kapacitetsmått fungerar som den primära baslinjen. Du måste anpassa erforderligt tonnage till maximala slangdiametrar. En 200T-maskin klarar enkelt vanliga tvåtrådiga flätade slangar. Emellertid involverar tunga applikationer multispiral trådförstärkning. Att pressa en två-tums, sex-spiral hydraulslang kräver uppåt 400T kraft. Underspecificering av tonnage leder till ofullständig kompression av hylsan. Att överspecificera slösar helt enkelt kapital. Du måste utvärdera den maximala specifikationen för din mest krävande montering.
Anpassningsförmågan i formsatsen påverkar direkt den dagliga produktionen. Omställningshastigheten har enorm betydelse vid tillverkning av hög blandning. Du måste utvärdera snabbväxlingsmekanismer. Hur många sekunder tar det att byta från en 1/4-tums tärning till en 1-tums tärning? Tillgängligheten av anpassad form är lika viktig. Du behöver försäkra dig om att specifika profiler kan bearbetas och levereras snabbt. Långsamma omställningar förstör skiftproduktiviteten. Effektiva mekanismer håller operatörerna i rörelse.
Precision och kontrollens repeterbarhet skiljer lämpliga maskiner från utmärkta. Operatörsinducerad avvikelse orsakar betydande kvalitetskontrollproblem. Du bedömer behovet av digitala mikrometerskivor. Programmerbara förinställningar tillåter förare att välja en specifik jobbkod, vilket automatiskt justerar maskinen till exakta toleranser. Automatiserad tryckövervakning verifierar att varje enskild krimpning når den erforderliga krafttröskeln innan den släpps. Detta minskar mänskliga fel dramatiskt.
Efterlevnad och spårbarhet dikterar marknadstillträde i hårt reglerade sektorer. Flyg-, gruv- och tungindustritillämpningar tillämpar strikta säkerhetsstandarder. Din utrustning måste logga data sömlöst. Den måste registrera exakt datum, tid, tryckkurva och operatörs-ID för varje enskild montering. Dessa uppgifter bevisar överensstämmelse under en revision. Att säkerställa att din maskin uppfyller dessa loggningsfunktioner är inte förhandlingsbart för kritiska applikationer.
Tabell: Standard vs. anpassad pressmaskinskapacitet
Utvärderingsmått |
Standardutrustning |
Anpassad OEM-utrustning |
|---|---|---|
Krympande kraft |
Förinställda gränser (vanligtvis 100T - 250T) |
Konstruerad för applikation (upp till 500T+) |
Controller Precision |
Manuell ratt eller grundläggande digital avläsning |
PLC-integration med programmerbara jobbprofiler |
Die Byte |
Manuell extraktion, långsammare process |
Automatiserade verktygsmekanismer för snabbväxling |
Dataspårbarhet |
Inga eller manuella loggböcker |
Molnansluten IoT-dataloggning per crimp |
Hydraulindustrin står inför en ihållande utmaning när det gäller interoperabilitet. Många anläggningar försöker använda en OEM slangpressningsmaskin tillsammans med tredje parts slangar och kopplingar. Utrustningstillverkare avråder starkt från denna praxis. De kalibrerar sina standardformar exklusivt för sina egna komponenter. Emellertid tvingar brister i försörjningskedjan och kostnadstryck ofta anläggningar att blanda varumärken.
Att förstå risker med toleransstapling är viktigt. En slang från tillverkare A kan ha en något tjockare ytterhölje. En koppling från tillverkare B kan ha en marginellt annorlunda hylshårdhet. Dessa mindre dimensionella skillnader verkar försumbara för blotta ögat. I verkligheten blandas de under pressningsprocessen. Om maskinen inte är exakt kalibrerad för den exakta kombinationen, krymper hylsan under eller över-krymps. Överpressning krossar innerröret. Underkrympning orsakar katastrofala utblåsningar under höga arbetstryck.
Att övervinna dessa kompatibilitetsproblem på ett säkert sätt kräver specialiserad intervention. Du kan inte bara gissa rätt krympdiameter. Du måste strikt testa den blandade matrisen. Här är hur anpassade konfigurationer löser dilemmat:
Materialanalys: Ingenjörer analyserar de specifika kompressionsförhållandena för kombinationen av slang och kopplingar från tredje part.
Custom Die Profiling: Tillverkaren bearbetar en anpassad formsats. Denna uppsättning anpassar sig specifikt till den unika geometrin hos de blandade varumärkena.
Programmerbara specifikationer: Regulatorn tar emot anpassade tryck- och diameterparametrar och låser dem för att förhindra manuella operatörsjusteringar.
Sprängningstestning: De nyskapade enheterna genomgår destruktiva sprängtestning för att garantera att de följer SAE J517 eller EN standardtryckklassificeringar.
Genom att konstruera skräddarsydda profiler, kringgår anläggningarna de strikta begränsningarna för standardformar. De upprätthåller höga säkerhetsstandarder samtidigt som de utnyttjar olika försörjningskedjor. Detta tillvägagångssätt förvandlar en allvarlig säkerhetsrisk till en mycket kontrollerad, validerad process.
För att säkerställa budgetgodkännande för specialiserad utrustning krävs tydlig finansiell modellering. Du måste formulera varför den initiala anpassningspremien är långsiktig ekonomisk meningsfull. Att utveckla en skräddarsydd lösning kostar oundvikligen mer än att köpa en standardkatalogmodell. Du måste beräkna denna procentuella ökning exakt. Ofta ökar skräddarsydd konstruktion, specialiserad mjukvara och unika formset de initiala kapitalutgifterna med trettio till femtio procent.
De operativa effektivitetsvinsterna kompenserade dock snabbt för denna premie. Du modellerar avkastningen på investeringen utifrån distinkta produktionsvariabler. Tänk först på skrotpriserna. Standardmaskiner som kämpar med komplexa kopplingar genererar lätt tre till fem procent skrot. En specialkalibrerad maskin sjunker den frekvensen under en halv procent. För det andra, utvärdera cykeltider. Att raka tio sekunder av varje montering ger enorma arbetsbesparingar över en produktionskörning på en miljon enheter. Halvautomatisering ger lägre arbetskostnader genom att en enda operatör kan hantera flera maskiner.
Verktygs- och underhållskostnader kräver också noggranna prognoser. Du måste ta hänsyn till kostnaden för att byta ut anpassade dies kontra standarddies. Anpassade verktyg slits med tiden. Att byta ut det kostar mer och tar längre tid. Du måste också ta hänsyn till frekvensen av den nödvändiga kalibreringen. Skräddarsydda maskiner med stora volymer kräver rigorösa underhållsscheman för att hålla sina snäva toleranser.
Att fastställa brytpunkten ger en definitiv tidslinje för investeringen. Du bestämmer den minsta produktionsvolym som krävs för att motivera den specialiserade utrustningen.
Diagram: break-even ROI-analysstruktur
Kostnadskategori |
Arbetsflöde för standardutrustning |
Skräddarsytt arbetsflöde för utrustning |
|---|---|---|
Arbetskraft per församling |
Hög (manuell justering krävs) |
Låg (automatiska förinställningar) |
Skrotmaterialkostnad |
Hög (högre felmarginal) |
Minimal (precisionskontroller) |
Byte av verktyg |
Låg (hylla matriser) |
Premium (anpassade bearbetade stansar) |
Beräknat break-even |
N/A (Baslinje) |
Vanligtvis 14 till 22 månader |
När volymen överstiger denna minimigräns börjar den anpassade maskinen generera betydande vinstmarginaler. Det slutar vara en kapitalbörda. Det blir en viktig tillgång som driver arbetsflödets lönsamhet.
Utplacering av specialiserade maskiner introducerar unika implementeringsrisker. Operatörsutbildning och adoption utgör det första stora hindret. Du måste planera för inlärningskurvan. Proprietära programvarugränssnitt ser ofta skrämmande ut. Anpassade lastningsprocedurer skiljer sig från vad veteranoperatörer känner till. Om du misslyckas med att träna laget heltäckande kommer de att kringgå säkerhetsfunktioner. De kommer som standard att använda manuella åsidosättningar. Noggrann introduktion säkerställer att de avancerade funktionerna faktiskt används.
Redundans i leveranskedjan och verktyg utgör en annan betydande risk. När du köper specialanpassat riskerar du att låsa in leverantören. Du blir helt beroende av en enda leverantör för specialiserade reservdelar. Om din anpassade form spricker och leverantören har en ledtid på tolv veckor, stannar din produktionslinje. Du måste förhandla om tillgång till tekniska ritningar eller sekundära verktygsrättigheter. Genom att säkra dessa CAD-filer kan du bearbeta nödbyten lokalt.
Att välja rätt partner dikterar projektets framgång. Implementera ett strikt ramverk för leverantörshöglistning. Du måste kräva bevis på kompetens.
Teknisk förmåga: Har tillverkaren dokumenterade fallstudier av liknande specialbyggen? Teoretisk kunskap skiljer sig mycket från praktisk tillämpning. Begär att se verkliga integrationer.
Ledtider: Vilken är den realistiska tidslinjen från specifikationens godkännande till leverans på fabriksgolvet? Custom builds möter tekniska förseningar. Säkra fasta leveransåtaganden inbakade i kontraktet.
Support efter försäljning: Hårdvaruavbrott. Programvarufel. Utvärdera tillgängligheten för fjärrfelsökning. Bestäm hur de hanterar programuppdateringar. Se till att de tillhandahåller driftsättning på plats för att utbilda din första personal.
En pålitlig leverantör fungerar som en ingenjörspartner, inte bara en hårdvaruleverantör. De hjälper till att minska dessa risker innan inköpsordern ens har undertecknats.
Att övergå från ett standardarbetsflöde till en skräddarsydd lösning kräver kritisk analys. Du börjar med att identifiera var din nuvarande utrustning stryper produktionen. Oavsett om det handlar om proprietära tillbehör, stela automatiseringskrav eller svåra utrymmesbegränsningar, är det steg ett att känna igen flaskhalsen. Därifrån utvärderar du hur specialiserad utrustning löser dessa exakta fel.
Varje anpassningsbeslut bör förbli grundat på mätbar data. Uppgradera inte baserat på antaganden. Spåra dina cykeltider. Övervaka dina skrotpriser. Dokumentera de specifika tekniska begränsningarna för din nuvarande slangpressningsmaskin . Siffrorna kommer att avgöra om en standardenhet räcker eller om en skräddarsydd konstruktion är ekonomiskt nödvändig.
Vidta åtgärder idag genom att granska ditt nuvarande krympningsarbetsflöde. Dokumentera dina vanligaste felpunkter. Samla dina monteringsspecifikationer för högsta volym. Ta sedan kontakt med dina tillverkare och begär en omfattande genomförbarhetsstudie eller ett toleranstest för blandade varumärken.
S: Tidslinjen varierar beroende på komplexitet. Mindre ändringar, som anpassade formsatser eller specifika spänningsanpassningar, tar 4 till 6 veckor. Välkonstruerade lösningar som involverar PLC-automation, anpassat hölje eller specialiserad IoT-integration kräver vanligtvis 12 till 16 veckor från konstruktionsgodkännande till leverans.
A: Ja. De flesta skräddarsydda maskiner behåller universella huvudformkonfigurationer. De accepterar lätt standardmatriser för rutinmontering. Anpassningen fokuserar vanligtvis på styrenhetens mjukvara, slaglängd eller tillägget av mycket specifika tilläggsverktyg vid sidan av standardkatalogen.
S: Maskiner med stora volymer bör genomgå verifiering dagligen med pluggmätare eller digitala bromsok. Omfattande mekanisk kalibrering och mjukvarukalibrering av en certifierad tekniker rekommenderas var sjätte månad. Tillämpningar inom flyg- eller gruvdrift kan kräva kvartalsvis tredje parts kalibrering för att upprätthålla efterlevnad.
S: Nej. Ansedda tillverkare konstruerar skräddarsydda lösningar för att möta eller överträffa CE- och UL-standarderna. Säljaren måste dock specifikt ansöka om och validera certifieringen för den anpassade builden. Ange alltid nödvändiga säkerhetscertifikat i ditt första inköpskontrakt.
S: Leverantörer hanterar vanligtvis anpassade programuppdateringar på distans via säkra IoT-anslutningar eller tillhandahåller krypterade USB-enheter. Se till att ditt serviceavtal inkluderar löpande mjukvarusupport. Säljaren bör garantera att korrigeringar av kärnsystem inte kommer att skriva över din anläggnings anpassade förinställda konfigurationer.



