Прегледи: 0 Аутор: Уредник сајта Време објаве: 21.05.2026 Порекло: Сајт











Монтажа хидрауличног црева се ослања на прецизну деформацију и структурални интегритет. Опрема која се налази на полици савршено се носи са стандардним пословима одржавања. Међутим, сложене производне апликације брзо потискују стандардне машине изван предвиђених граница.
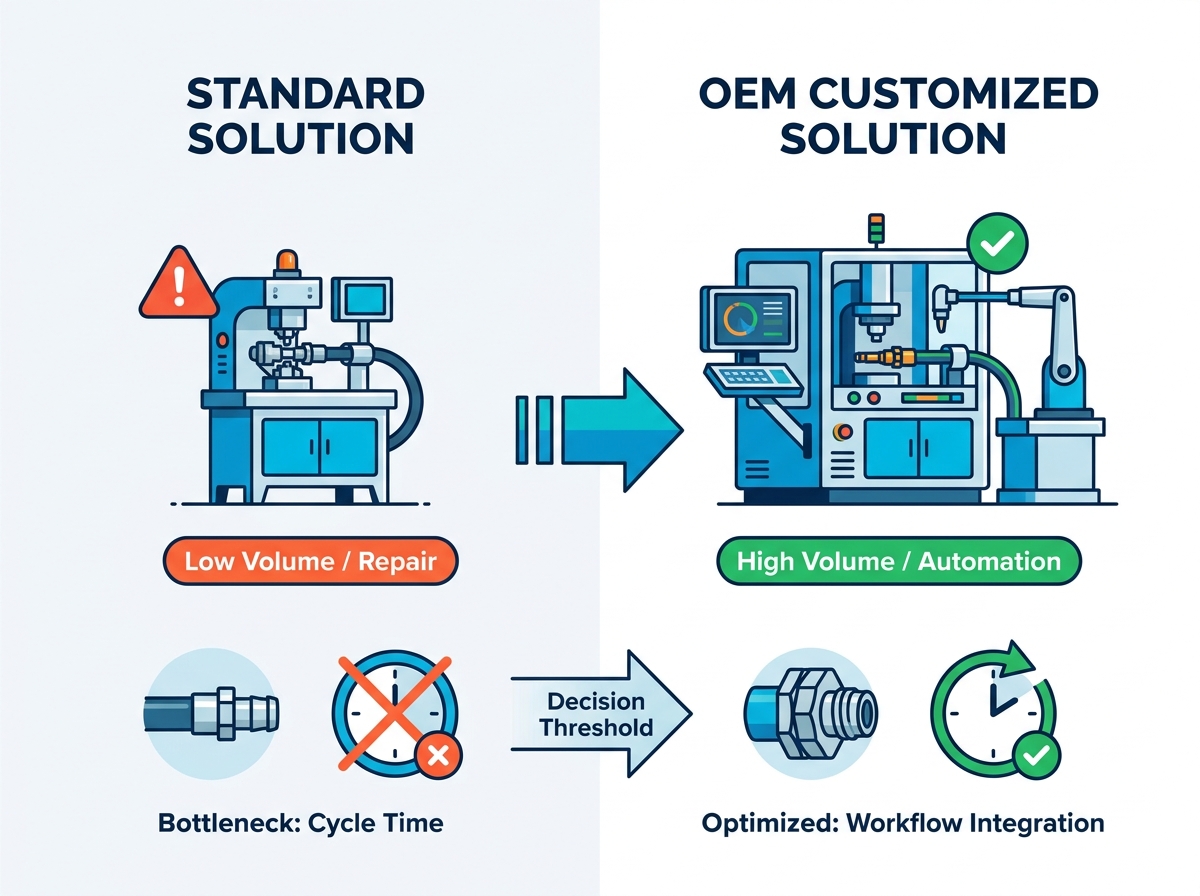
Достигнете оперативни праг када стандардна опрема ствара уска грла у производњи. Повлачење времена циклуса. Стопе отпада расту. Суочавате се са суштинском одлуком. Да ли прихватате ове текуће неефикасности? Или улажете већи почетни капитал у специјализовано решење? Балансирање ових почетних трошкова у односу на дугорочне добитке је кључно. Прилагођена јединица оптимизује простор. Смањује време циклуса. Гарантује стриктно поштовање толеранције.
Прилагођавање није универзално неопходно. Служи као прорачунат одговор на различите изазове у производњи. У овом чланку ћете научити када да надоградите. Истражујемо компатибилност уклапања, захтеве за обимом и интеграцију тока посла. Открићете како да процените кључне метрике и ефикасно оправдате улагање.
Стандардне машине за пресовање су довољне за општу поправку, али обимна или специјализована производња захтева ОЕМ машину за пресовање црева прилагођену специфичним временима циклуса и конфигурацијама калупа.
Прилагођавање првенствено решава три уска грла: нестандардне геометрије уклапања, аутоматизовану интеграцију производне линије и специјализована ограничења простора/преносивости.
Укупни трошкови власништва (ТЦО) за прилагођене јединице морају узети у обзир доступност специјализоване замене матрице и захтеве за обуком оператера.
Умањивање ризика од „мешања брендова“ (користећи различите произвођаче црева и фитинга) захтева програмабилне контролере за пресовање и високо калибрисане прилагођене калупе за одржавање безбедносних стандарда САЕ/ЕН.
Радионице за опште поправке раде под потпуно другачијим притисцима од наменских производних објеката. Производња великог обима захтева континуиране циклусе рада. Стандардна машина може без проблема да издржи педесет склопова дневно. Међутим, гурните ту исту машину да обради хиљаду јединица по смени, а компоненте се прегреју. Хидраулична течност се деградира. Конзистентност нестаје. Морате да упоредите захтеве радног циклуса фабрике са високим учинком у односу на повремене токове рада одржавања. Фабрике захтевају робусне системе за хлађење и заптиваче цилиндара за тешке услове рада да би преживеле континуирани рад.
Нестандардне геометрије уклапања представљају још једно непосредно уско грло. Стандардни сетови калупа прате универзалне шаблоне. Они претпостављају стандардне димензије феруле. Сценарији се јављају тамо где радите са власничким хидрауличким прикључцима. У овим случајевима, стандардне калупе изазивају неуједначену деформацију. Штипају метал. Они искривљују спој. На крају, они изазивају цурење под високим притиском. Опрема по мери прилагођава јединствене углове, продужене дужине пада или специјализоване прирубнице без угрожавања интегритета савијања.
Интеграција тока посла и аутоматизације често изазива дискусију о прилагођавању. Модерне монтажне линије се у великој мери ослањају на међусобно повезане податке. Ваша опрема мора да комуницира са ширим софтвером за монтажну линију. Ова потреба захтева прилагођене интерфејсе. Можда ће вам требати ИоТ повезивање да бисте пратили стопе производње у реалном времену. Можда ће вам требати ПЛЦ интеграција за синхронизацију са аутоматизованим системима за храњење. Стандардни модели раде као изолована острва. Прилагођене јединице функционишу као интегрисани чворови унутар паметне фабрике.
Коначно, узмите у обзир фактор облика и ограничења околине. Стандардни дизајн претпоставља чист, простран под у радионици. Реалне апликације ретко нуде такав луксуз. Можете управљати мобилним сервисним камионима где је сваки квадратни инч битан. Можда радите у скученим подземним рударским просторима. Можда ћете се суочити са корозивним морским окружењем. Ови сценарији захтевају прилагођено становање. Они захтевају модификоване јединице напајања које раде на одређеним напонима или алтернативним изворима напајања. Измена физичког отиска обезбеђује да машина одговара окружењу, уместо да приморава окружење да одговара машини.
Процена специјализоване опреме захтева структуриран приступ. Морате гледати даље од основних маркетиншких спецификација. Усклађивање техничких показатеља са стварним производним циљевима је приоритет.
метрика силе и капацитета пресовања служе као примарна основна линија. Морате ускладити потребну тонажу са максималним пречницима црева. Машина 200Т лако управља стандардним двожичним плетеним цревима. Међутим, апликације за тешке услове укључују армирање са више спирала. За пресовање хидрауличног црева од два инча са шест спирала потребна је сила од преко 400Т. Недовољна тонажа доводи до непотпуне компресије феруле. Превелико специфицирање једноставно губи капитал. Морате проценити максималну спецификацију вашег најзахтевнијег склопа.
Прилагодљивост сета калупа директно утиче на дневни учинак. Брзина промене је изузетно битна у производњи високе мешавине. Морате проценити механизме брзе промене. Колико секунди је потребно за замену са матрице од 1/4 инча на матрице од 1 инча? Доступност прилагођених матрица је подједнако критична. Потребна вам је сигурност да се одређени профили могу машински обрађивати и испоручити брзо. Споре промене уништавају продуктивност смена. Ефикасни механизми држе оператере у покрету.
Прецизност и поновљивост контролера одвајају адекватне машине од одличних. Варијанца изазвана оператером узрокује значајне проблеме у контроли квалитета. Ви процењујете потребу за бројчаницима дигиталног микрометра. Програмабилна унапред подешена подешавања омогућавају оператерима да изаберу одређени код посла, аутоматски прилагођавајући машину тачним толеранцијама. Аутоматско праћење притиска потврђује да сваки појединачни кримп испуњава потребну граничну вредност силе пре отпуштања. Ово драматично смањује људске грешке.
Усклађеност и следљивост диктирају приступ тржишту у строго регулисаним секторима. Ваздухопловство, рударство и тешке индустријске примене примењују строге безбедносне стандарде. Ваша опрема мора неприметно да евидентира податке. Мора да забележи тачан датум, време, криву притиска и ИД оператера за сваки појединачни склоп. Ови подаци доказују усклађеност током ревизије. Не може се преговарати о томе да ваша машина испуњава ове могућности евидентирања за критичне апликације.
Табела: Стандардне у односу на могућности прилагођене машине за пресовање
Евалуатион Метриц |
Стандардна опрема |
Прилагођена ОЕМ опрема |
|---|---|---|
Цримпинг Форце |
Унапред постављена ограничења (обично 100Т - 250Т) |
Дизајниран за примену (до 500Т+) |
Прецизност контролера |
Ручно бирање или основно дигитално очитавање |
ПЛЦ интеграција са програмабилним профилима послова |
Дие Цхангеовер |
Ручна екстракција, спорији процес |
Аутоматизовани брзопроменљиви алатни механизми |
Следљивост података |
Нема или ручне евиденције |
Евидентирање података ИоТ-а повезаног са облаком по цримп-у |
Хидраулична индустрија се суочава са сталним изазовом у погледу интероперабилности. Многи објекти покушавају да искористе ОЕМ машина за пресовање црева заједно са цревима и фитингима независних произвођача. Произвођачи опреме снажно не саветују ову праксу. Они калибришу своје стандардне матрице искључиво за своје власничке компоненте. Међутим, недостаци у ланцу снабдевања и притисци трошкова често приморавају објекте да мешају брендове.
Разумевање ризика слагања толеранција је од суштинског значаја. Црево произвођача А може имати нешто дебљи спољни поклопац. Оков произвођача Б може имати незнатно другачију тврдоћу ферула. Ове мање димензионалне разлике изгледају занемарљиве голим оком. У стварности, они се спајају током процеса пресовања. Ако машина није прецизно калибрисана за ту тачну комбинацију, ферула се подвија или прекомерно савија. Прекомерно пресовање гњечи унутрашњу цев. Недовољно увијање изазива катастрофалне експлозије под високим радним притисцима.
Безбедно превазилажење ових проблема компатибилности захтева специјализовану интервенцију. Не можете једноставно погодити тачан пречник пресовања. Морате стриктно тестирати мешовиту матрицу. Ево како прилагођене конфигурације решавају дилему:
Анализа материјала: Инжењери анализирају специфичне компресије комбинације црева и фитинга треће стране.
Прилагођено профилисање калупа: Произвођач обрађује прилагођени сет калупа. Овај сет посебно прилагођава јединствену геометрију мешовитих брендова.
Програмабилне спецификације: Контролер прима прилагођене параметре притиска и пречника, закључавајући их како би се спречила ручна подешавања оператера.
Тестирање на пуцање: Новостворени склопови се подвргавају деструктивном тестирању на пуцање како би се гарантовало да се придржавају САЕ Ј517 или ЕН стандардних оцена притиска.
Пројектовањем прилагођених профила, објекти заобилазе стриктна ограничења стандардних калупа. Они одржавају високе стандарде безбедности док користе различите ланце снабдевања. Овај приступ трансформише озбиљан безбедносни ризик у високо контролисан, валидиран процес.
Обезбеђивање одобрења буџета за специјализовану опрему захтева јасно финансијско моделирање. Морате артикулисати зашто почетна премија за прилагођавање има дугорочног финансијског смисла. Инжењеринг решења по мери неизбежно кошта више од куповине стандардног каталошког модела. Морате тачно израчунати ово повећање процента унапред. Често, прилагођени инжењеринг, специјализовани софтвер и јединствени сетови калупа повећавају почетне капиталне трошкове за тридесет до педесет процената.
Међутим, повећање оперативне ефикасности брзо је надокнадило ову премију. Ви моделирате повраћај улагања на основу различитих производних варијабли. Прво, размотрите стопе отпада. Стандардне машине које се боре са сложеним прибором лако стварају стопу отпада од три до пет процената. Прилагођено калибрисана машина спушта ту стопу испод пола процента. Друго, процените времена циклуса. Десет секунди након сваке монтаже доноси огромне уштеде радне снаге током производње од милион јединица. Полуаутоматизација карактерише ниже трошкове рада омогућавајући једном оператеру да управља више машина.
Режијски трошкови алата и одржавања такође захтевају пажљиво предвиђање. Морате узети у обзир цену замене прилагођених матрица у односу на стандардне матрице. Прилагођени алати се временом троше. Замена кошта више и траје дуже. Такође морате узети у обзир учесталост потребне калибрације. Прилагођене машине велике количине захтевају ригорозне распореде одржавања како би задржале своје строге толеранције.
Успостављање тачке рентабилности даје дефинитиван временски оквир за инвестицију. Ви одређујете минимални обим производње који је потребан да би се оправдала специјализована опрема.
Графикон: структура анализе РОИ-а
Категорија трошкова |
Стандардни ток рада опреме |
Прилагођени ток рада опреме |
|---|---|---|
Рад по скупштини |
Висока (потребно је ручно подешавање) |
Ниска (аутоматска унапред подешена подешавања) |
Трошкови отпадног материјала |
Висока (већа маргина грешке) |
Минимално (прецизни контролери) |
Замена алата |
Низак (готови умирци) |
Премиум (прилагођено обрађене калупе) |
Пројектована рентабилност |
Н/А (основна линија) |
Обично 14 до 22 месеца |
Када обим пређе овај минимални праг, прилагођена машина почиње да генерише значајне марже профита. Престаје да буде капитални терет. Постаје критична имовина која утиче на профитабилност тока посла.
Примена специјализованих машина уводи јединствене ризике имплементације. Обука оператера и усвајање представљају прву велику препреку. Морате планирати криву учења. Интерфејси власничког софтвера често изгледају застрашујуће. Прилагођене процедуре утовара се разликују од онога што ветерани знају. Ако не успете да обучите тим свеобухватно, они ће заобићи безбедносне функције. Подразумевано ће бити ручне замене. Темељно укључивање осигурава да се напредне функције заиста користе.
Ланац снабдевања и редундантност алата представљају још један значајан ризик. Када купујете прилагођено, ризикујете да се добављач закључа. Постајете потпуно зависни од једног добављача специјализованих резервних делова. Ако ваша прилагођена матрица пукне, а продавац има рок испоруке од дванаест недеља, ваша производна линија се зауставља. Морате преговарати о приступу техничким цртежима или секундарним правима на алат. Обезбеђивање ових ЦАД датотека омогућава вам да локално извршите хитне замене.
Одабир правог партнера диктира успех пројекта. Примените строги оквир за ужи избор добављача. Морате тражити доказ о стручности.
Инжењерске способности: Да ли произвођач поседује документоване студије случаја сличних прилагођених конструкција? Теоријско знање се знатно разликује од практичне примене. Захтевајте да видите интеграције у стварном свету.
Времена испоруке: Који је реалан временски оквир од одобрења спецификације до испоруке у фабрику? Прилагођене конструкције суочавају се са инжењерским кашњењима. Осигурајте чврсте обавезе испоруке садржане у уговору.
Подршка након продаје: кварови на хардверу. Софтверски проблеми. Процените доступност даљинског решавања проблема. Одредите како поступају са ажурирањима софтвера. Уверите се да обезбеђују пуштање у рад на лицу места за обуку вашег почетног особља.
Поуздан добављач делује као инжењерски партнер, а не само као добављач хардвера. Они помажу у ублажавању ових ризика пре него што се налог за куповину чак и потпише.
Прелазак са стандардног тока посла на прилагођено решење захтева критичку анализу. Почињете тако што ћете идентификовати где ваша тренутна опрема гуши производњу. Било да се ради о власничким арматурама, строгим захтевима за аутоматизацију или озбиљним ограничењима простора, препознавање уског грла је први корак. Одатле процењујете како специјализована опрема решава ове тачне кварове.
Свака одлука о прилагођавању треба да остане заснована на мерљивим подацима. Немојте надограђивати на основу претпоставки. Пратите време циклуса. Пратите стопе отпада. Документујте специфична техничка ограничења ваше струје машина за пресовање црева . Бројеви ће диктирати да ли је стандардна јединица довољна или је израда по мери финансијски неопходна.
Предузмите акцију већ данас тако што ћете извршити ревизију свог тренутног тока рада пресовања. Документујте своје најчешће тачке квара. Прикупите спецификације за монтажу највеће количине. Затим се обратите произвођачима који су ушли у ужи избор и затражите свеобухватну студију изводљивости или тест толеранције мешовитих брендова.
О: Временски оквир варира у зависности од сложености. Мање модификације, као што су прилагођени сетови калупа или специфичне адаптације напона, трају 4 до 6 недеља. Високо конструисана решења која укључују ПЛЦ аутоматизацију, прилагођено кућиште или специјализовану ИоТ интеграцију обично захтевају 12 до 16 недеља од одобрења дизајна до испоруке.
О: Да. Већина прилагођених машина задржава универзалне главне конфигурације матрица. Они спремно прихватају стандардне готове калупе за рутинске склопове. Прилагођавање се обично фокусира на софтвер контролера, дужину хода или додавање високо специфичних додатних матрица поред стандардног каталога.
О: Машине велике количине треба свакодневно да пролазе верификацију помоћу мерача утикача или дигиталних чељусти. Свеобухватна механичка и софтверска калибрација од стране сертификованог техничара се препоручује сваких шест месеци. Апликације у ваздухопловству или рударству могу захтевати тромесечну калибрацију треће стране да би се одржала усклађеност.
О: Не. Реномирани произвођачи конструишу прилагођена решења која испуњавају или премашују ЦЕ и УЛ стандарде. Међутим, продавац мора посебно да се пријави и потврди сертификат за прилагођену изградњу. Увек наведите потребне безбедносне сертификате у свом првом уговору о куповини.
О: Продавци обично управљају прилагођеним ажурирањима софтвера на даљину преко безбедних ИоТ веза или обезбеђују шифроване УСБ дискове. Уверите се да ваш уговор о услузи укључује сталну софтверску подршку. Продавац треба да гарантује да закрпе за језгро система неће заменити прилагођене унапред подешене конфигурације вашег објекта.



