Visninger: 0 Forfatter: Nettstedredaktør Publiseringstidspunkt: 2026-05-21 Opprinnelse: nettsted











Hydraulisk slangeenhet er avhengig av presis deformasjon og strukturell integritet. Hylleutstyr takler standard vedlikeholdsjobber utmerket. Imidlertid presser komplekse produksjonsapplikasjoner raskt standardmaskiner utover de tiltenkte grensene.
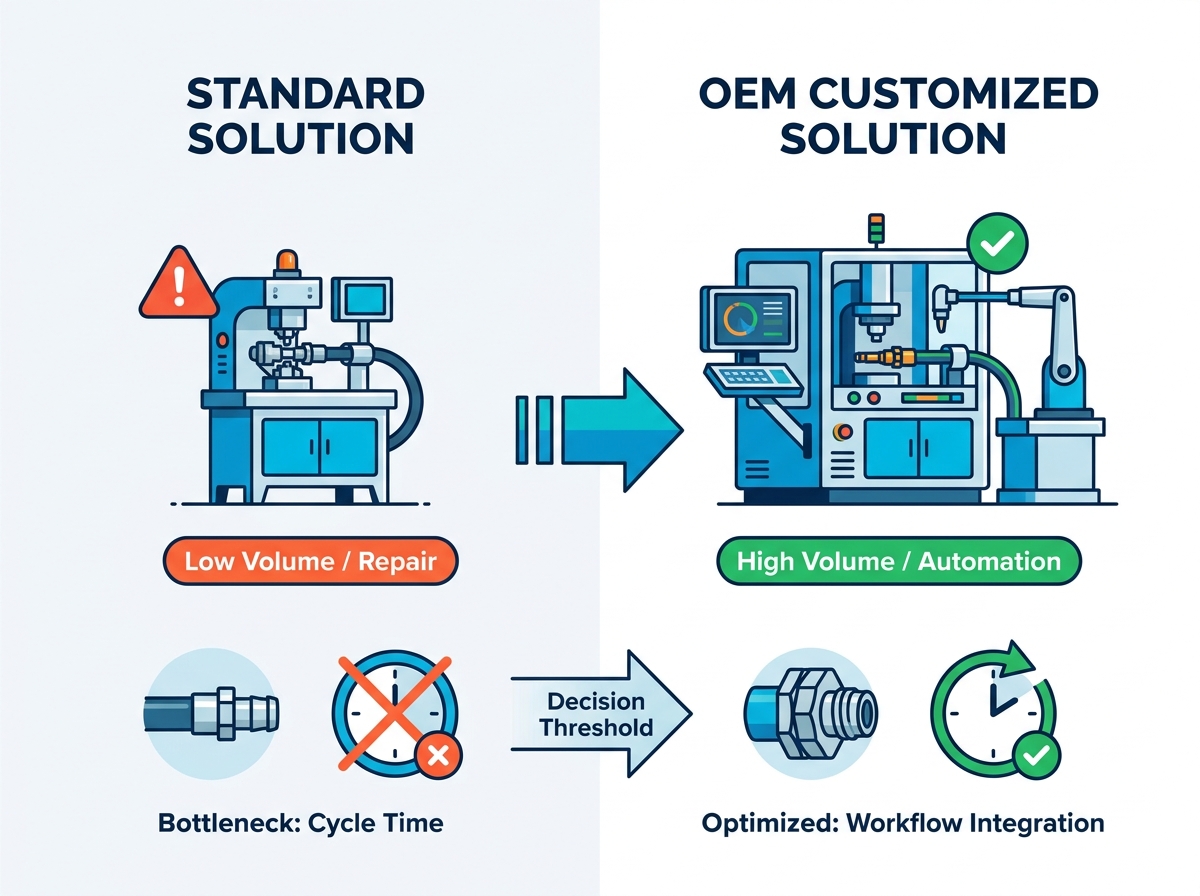
Du treffer en driftsterskel når standardutstyr skaper produksjonsflaskehalser. Syklustider drar. Skrapprisene stiger. Du står overfor en kjerneavgjørelse. Aksepterer du disse pågående ineffektivitetene? Eller investerer du høyere forhåndskapital i en spesialisert løsning? Å balansere denne startkostnaden mot langsiktige gevinster er avgjørende. En tilpasset enhet optimerer gulvplass. Det kutter syklustidene. Det garanterer streng overholdelse av toleranse.
Tilpasning er ikke universelt nødvendig. Det fungerer som en kalkulert respons på forskjellige produksjonsutfordringer. I denne artikkelen lærer du når du skal oppgradere. Vi utforsker tilpasningskompatibilitet, volumkrav og arbeidsflytintegrasjon. Du vil oppdage hvordan du kan evaluere nøkkeltall og rettferdiggjøre investeringen effektivt.
Standard krympemaskiner er tilstrekkelig for generell reparasjon, men høyvolum eller spesialisert produksjon krever en OEM slangepressemaskin skreddersydd for spesifikke syklustider og formkonfigurasjoner.
Tilpasning løser først og fremst tre flaskehalser: ikke-standard tilpasningsgeometrier, automatisert produksjonslinjeintegrasjon og spesialiserte plass-/portabilitetsbegrensninger.
Totale eierkostnader (TCO) for tilpassede enheter må ta hensyn til spesialtilgjengelighet for utskifting av matriser og krav til operatøropplæring.
For å redusere risikoen for 'blanding av merker' (ved å bruke forskjellige produsenter av slanger og koblinger) kreves programmerbare krympekontrollere og høyt kalibrerte tilpassede dyser for å opprettholde SAE/EN-sikkerhetsstandarder.
Generelle verksteder opererer under et helt annet press enn dedikerte produksjonsanlegg. Høyvolumsproduksjon krever kontinuerlige driftssykluser. En standardmaskin kan håndtere femti sammenstillinger daglig uten problemer. Men trykk på den samme maskinen for å behandle tusen enheter per skift, og komponentene overopphetes. Hydraulikkvæske brytes ned. Konsistensen forsvinner. Du må kontrastere arbeidssykluskravene til en fabrikk med høy ytelse mot sporadiske vedlikeholdsarbeidsflyter. Fabrikker krever robuste kjølesystemer og kraftige sylindertetninger for å overleve kontinuerlig drift.
Ikke-standard tilpasningsgeometrier utgjør en annen umiddelbar flaskehals. Standard dysesett følger universelle maler. De antar standard hylsedimensjoner. Scenarier oppstår der du jobber med proprietære hydrauliske koblinger. I disse tilfellene forårsaker standard matriser ujevn deformasjon. De klyper metallet. De forvrenger beslaget. Til syvende og sist forårsaker de høytrykkslekkasje. Tilpasset utstyr har plass til unike vinkler, utvidede falllengder eller spesialiserte flenser uten at det går på bekostning av krympeintegriteten.
Arbeidsflyt og automatiseringsintegrasjon tvinger ofte frem tilpasningsdiskusjonen. Moderne samlebånd er avhengige av sammenkoblede data. Utstyret ditt må kommunisere med bredere samlebåndprogramvare. Denne nødvendigheten krever tilpassede grensesnitt. Du trenger kanskje IoT-tilkobling for å spore produksjonshastigheter i sanntid. Du trenger kanskje PLS-integrasjon for å synkronisere med automatiserte fôringssystemer. Standardmodeller fungerer som isolerte øyer. Tilpassede enheter fungerer som integrerte noder i en smart fabrikk.
Til slutt, vurder formfaktor og miljømessige begrensninger. Standarddesign forutsetter et rent, romslig verkstedgulv. Virkelige applikasjoner tilbyr sjelden slik luksus. Du kan kjøre mobile servicebiler der hver kvadrattomme betyr noe. Du kan jobbe i trange underjordiske gruveplasser. Du kan møte korrosive marine miljøer. Disse scenariene krever tilpassede boliger. De krever modifiserte kraftenheter som kjører på spesifikke spenninger eller alternative strømkilder. Å endre det fysiske fotavtrykket sikrer at maskinen passer til miljøet, i stedet for å tvinge miljøet til å passe til maskinen.
Evaluering av spesialutstyr krever en strukturert tilnærming. Du må se utover grunnleggende markedsføringsspesifikasjoner. Å justere tekniske beregninger med faktiske produksjonsmål er prioritet.
Krimpekraft og kapasitetsmålinger fungerer som den primære grunnlinjen. Du må justere den nødvendige tonnasjen med maksimale slangediametre. En 200T-maskin håndterer enkelt standard to-tråds fletteslanger. Kraftige applikasjoner involverer imidlertid multispiral trådforsterkning. Krymping av en to-tommers, seks-spiral hydraulikkslange krever oppover 400T kraft. Underspesifisering av tonnasje fører til ufullstendig kompresjon av hylsen. Overspesifisering sløser ganske enkelt med kapital. Du må vurdere den maksimale spesifikasjonen til din mest krevende montering.
Dysesettets tilpasningsevne påvirker direkte daglig produksjon. Omstillingshastighet er enormt viktig i høyblandingsproduksjon. Du må evaluere raske endringsmekanismer. Hvor mange sekunder tar det å bytte fra en 1/4-tommers terning til en 1-tommers terning? Tilgjengelighet av tilpassede dyse er like kritisk. Du trenger sikkerhet for at spesifikke profiler kan bearbeides og leveres raskt. Langsomme overganger ødelegger skiftproduktiviteten. Effektive mekanismer holder operatørene i bevegelse.
Presisjon og kontroller repeterbarhet skiller tilstrekkelige maskiner fra utmerkede. Operatørindusert avvik forårsaker betydelige kvalitetskontrollproblemer. Du vurderer behovet for digitale mikrometerskiver. Programmerbare forhåndsinnstillinger lar operatører velge en spesifikk jobbkode, og justerer automatisk maskinen til nøyaktige toleranser. Automatisert trykkovervåking bekrefter at hver enkelt krympe oppfyller den nødvendige kraftterskelen før den slippes. Dette reduserer menneskelige feil dramatisk.
Samsvar og sporbarhet dikterer markedsadgang i sterkt regulerte sektorer. Luftfart, gruvedrift og tunge industriapplikasjoner håndhever strenge sikkerhetsstandarder. Utstyret ditt må logge data sømløst. Den må registrere nøyaktig dato, klokkeslett, trykkkurve og operatør-ID for hver enkelt enhet. Disse dataene beviser samsvar under en revisjon. Å sikre at maskinen din oppfyller disse loggingsmulighetene er ikke omsettelig for kritiske applikasjoner.
Tabell: Standard vs. tilpasset krympemaskin
Evalueringsberegning |
Standard utstyr |
Tilpasset OEM-utstyr |
|---|---|---|
Krympekraft |
Forhåndsinnstilte grenser (vanligvis 100T - 250T) |
Utviklet til bruk (opptil 500T+) |
Kontroller presisjon |
Manuell skive eller grunnleggende digital avlesning |
PLS-integrasjon med programmerbare jobbprofiler |
Die Bytte |
Manuell utvinning, langsommere prosess |
Automatiserte hurtigskiftende verktøymekanismer |
Datasporbarhet |
Ingen eller manuelle loggbøker |
Skytilkoblet IoT-datalogging per crimp |
Den hydrauliske industrien står overfor en vedvarende utfordring når det gjelder interoperabilitet. Mange anlegg forsøker å utnytte en OEM slangepressemaskin sammen med tredjeparts slanger og beslag. Utstyrsprodusenter fraråder på det sterkeste denne praksisen. De kalibrerer standarddysene utelukkende for deres proprietære komponenter. Imidlertid tvinger forsyningskjedemangel og kostnadspress ofte anlegg til å blande merkevarer.
Det er viktig å forstå risikoer for toleransestabling. En slange fra produsent A kan ha et litt tykkere ytre deksel. En beslag fra produsent B kan ha en marginalt forskjellig hylsehardhet. Disse mindre dimensjonsforskjellene virker ubetydelige for det blotte øye. I virkeligheten blander de seg under krympeprosessen. Hvis maskinen ikke er nøyaktig kalibrert for den nøyaktige kombinasjonen, krymper hylsen under eller over. Overkrymping knuser innerrøret. Underkrymping forårsaker katastrofale utblåsninger under høyt arbeidstrykk.
Å overvinne disse kompatibilitetsproblemene på en sikker måte krever spesialisert intervensjon. Du kan ikke bare gjette riktig krympediameter. Du må strengt teste den blandede matrisen. Her er hvordan tilpassede konfigurasjoner løser dilemmaet:
Materialanalyse: Ingeniører analyserer de spesifikke kompresjonsforholdene til tredjepartsslange- og koblingskombinasjonen.
Custom Die Profiling: Produsenten maskinerer et tilpasset dysesett. Dette settet tilpasser spesifikt den unike geometrien til de blandede merkene.
Programmerbare spesifikasjoner: Kontrolleren mottar tilpassede trykk- og diameterparametere, og låser dem for å forhindre manuelle operatørjusteringer.
Burst-testing: De nyopprettede enhetene gjennomgår destruktiv sprengningstesting for å garantere at de overholder SAE J517 eller EN standard trykkklassifiseringer.
Ved å konstruere tilpassede profiler omgår anlegg de strenge begrensningene til standarddyser. De opprettholder høye sikkerhetsstandarder samtidig som de utnytter ulike forsyningskjeder. Denne tilnærmingen forvandler en alvorlig sikkerhetsrisiko til en svært kontrollert, validert prosess.
Å sikre budsjettgodkjenning for spesialisert utstyr krever klar økonomisk modellering. Du må artikulere hvorfor den første tilpasningspremien gir langsiktig økonomisk mening. Utvikling av en skreddersydd løsning koster uunngåelig mer enn å kjøpe en standard katalogmodell. Du må beregne denne prosentvise økningen på forhånd nøyaktig. Ofte øker spesialtilpasset konstruksjon, spesialisert programvare og unike stansesett de innledende kapitalutgiftene med tretti til femti prosent.
Den operasjonelle effektivitetsgevinsten oppveide imidlertid raskt denne premien. Du modellerer avkastningen på investeringen basert på distinkte produksjonsvariabler. Vurder først skrotpriser. Standardmaskiner som sliter med komplekse beslag genererer lett en skraprate på tre til fem prosent. En spesialkalibrert maskin faller denne frekvensen til under en halv prosent. For det andre, evaluer syklustider. Å barbere ti sekunder av hver montering gir enorme arbeidsbesparelser over en produksjonsserie på en million enheter. Halvautomatisering har lavere arbeidskostnader ved at en enkelt operatør kan administrere flere maskiner.
Verktøy og vedlikeholdskostnader krever også nøye prognoser. Du må ta hensyn til kostnadene for å erstatte tilpassede dies kontra standard dies. Tilpasset verktøy slites ned over tid. Å bytte den koster mer og tar lengre tid. Du må også ta hensyn til hyppigheten av nødvendig kalibrering. Tilpassede maskiner med stort volum krever strenge vedlikeholdsplaner for å holde sine stramme toleranser.
Etablering av break-even-punktet gir en definitiv tidslinje for investeringen. Du bestemmer minimumsproduksjonsvolumet som kreves for å rettferdiggjøre det spesialiserte utstyret.
Diagram: break-even ROI-analysestruktur
Kostnadskategori |
Arbeidsflyt for standardutstyr |
Skreddersydd arbeidsflyt for utstyr |
|---|---|---|
Arbeid per forsamling |
Høy (manuell justering kreves) |
Lav (automatiske forhåndsinnstillinger) |
Skrapmaterialekostnad |
Høy (høyere feilmargin) |
Minimal (presisjonskontrollere) |
Utskifting av verktøy |
Lav (hyllevare) |
Premium (tilpasset maskinerte dyser) |
Anslått break-even |
N/A (grunnlinje) |
Vanligvis 14 til 22 måneder |
Når volumet overstiger denne minimumsgrensen, begynner den tilpassede maskinen å generere betydelige fortjenestemarginer. Det slutter å være en kapitalbelastning. Det blir en kritisk ressurs som driver lønnsomhet i arbeidsflyten.
Utplassering av spesialmaskiner introduserer unike implementeringsrisikoer. Operatøropplæring og adopsjon representerer det første store hinderet. Du må planlegge for læringskurven. Proprietære programvaregrensesnitt ser ofte skremmende ut. Tilpassede lasteprosedyrer skiller seg fra hva veteranoperatører vet. Hvis du ikke klarer å trene teamet grundig, vil de omgå sikkerhetsfunksjoner. De vil som standard bruke manuelle overstyringer. Grundig onboarding sikrer at de avanserte funksjonene faktisk blir utnyttet.
Redundans i forsyningskjede og verktøy utgjør en annen betydelig risiko. Når du kjøper tilpasset, risikerer du leverandørlåsing. Du blir helt avhengig av en enkelt leverandør for spesialiserte reservedeler. Hvis den tilpassede formen din sprekker, og leverandøren har tolv ukers leveringstid, stopper produksjonslinjen. Du må forhandle om tilgang til tekniske tegninger eller sekundære verktøyrettigheter. Ved å sikre disse CAD-filene kan du maskinere nødutskiftninger lokalt.
Å velge riktig partner dikterer suksessen til prosjektet. Implementer et strengt rammeverk for shortlisting av leverandører. Du må kreve kompetansebevis.
Teknisk kapasitet: Har produsenten dokumenterte casestudier av lignende tilpassede bygg? Teoretisk kunnskap skiller seg mye fra praktisk anvendelse. Krev å se integrasjoner i den virkelige verden.
Lead Times: Hva er den realistiske tidslinjen fra spesifikasjonsgodkjenning til fabrikkgulvlevering? Tilpassede bygg møter tekniske forsinkelser. Sikre faste leveringsforpliktelser bakt inn i kontrakten.
Støtte etter salg: Maskinvarebrudd. Programvarefeil. Vurder tilgjengeligheten av ekstern feilsøking. Bestem hvordan de håndterer programvareoppdateringer. Sørg for at de sørger for igangkjøring på stedet for å lære opp det første personalet.
En pålitelig leverandør fungerer som en ingeniørpartner, ikke bare en maskinvareleverandør. De bidrar til å redusere disse risikoene før innkjøpsordren er signert.
Overgang fra en standard arbeidsflyt til en tilpasset løsning krever kritisk analyse. Du starter med å identifisere hvor ditt nåværende utstyr struper produksjonen. Enten du har å gjøre med proprietære armaturer, stive automatiseringskrav eller alvorlige plassbegrensninger, er det trinn én å gjenkjenne flaskehalsen. Derfra evaluerer du hvordan spesialisert utstyr løser disse nøyaktige feilene.
Hver tilpasningsbeslutning bør forbli basert på målbare data. Ikke oppgrader basert på forutsetninger. Spor syklustidene dine. Overvåk skrapprisene dine. Dokumenter de spesifikke tekniske begrensningene til din nåværende slangepressemaskin . Tallene vil diktere om en standard enhet er tilstrekkelig eller om en skreddersydd konstruksjon er økonomisk nødvendig.
Ta handling i dag ved å revidere din nåværende krympearbeidsflyt. Dokumenter de hyppigste feilpoengene dine. Samle dine monteringsspesifikasjoner for det høyeste volum. Deretter kan du henvende deg til de utvalgte produsentene og be om en omfattende mulighetsstudie eller en toleransetest for blandede merkevarer.
A: Tidslinjen varierer basert på kompleksitet. Mindre endringer, som tilpassede dysesett eller spesifikke spenningstilpasninger, tar 4 til 6 uker. Høyt konstruerte løsninger som involverer PLS-automatisering, tilpasset hus eller spesialisert IoT-integrasjon krever vanligvis 12 til 16 uker fra designgodkjenning til levering.
A: Ja. De fleste tilpassede maskiner beholder universelle hovedformkonfigurasjoner. De aksepterer lett standard hyllematriser for rutinemessige monteringer. Tilpasningen fokuserer vanligvis på kontrollerprogramvaren, slaglengde eller tillegg av svært spesifikke tilleggsdyser ved siden av standardkatalogen.
A: Maskiner med stort volum bør gjennomgå verifisering daglig med pluggmålere eller digitale skyvelære. Omfattende mekanisk og programvarekalibrering av en sertifisert tekniker anbefales hver sjette måned. Applikasjoner innen romfart eller gruvedrift kan kreve kvartalsvis tredjepartskalibrering for å opprettholde samsvar.
A: Nei. Anerkjente produsenter konstruerer tilpassede løsninger for å møte eller overgå CE- og UL-standarder. Leverandøren må imidlertid spesifikt søke om og validere sertifiseringen for den tilpassede konstruksjonen. Angi alltid nødvendige sikkerhetssertifiseringer i din første kjøpskontrakt.
A: Leverandører administrerer vanligvis tilpassede programvareoppdateringer eksternt via sikre IoT-tilkoblinger eller leverer krypterte USB-stasjoner. Sørg for at servicekontrakten din inkluderer løpende programvarestøtte. Leverandøren bør garantere at kjernesystemoppdateringer ikke vil overskrive anleggets tilpassede forhåndsinnstilte konfigurasjoner.



