Zobrazení: 0 Autor: Editor webu Čas publikování: 2026-06-11 Původ: místo











Složité hadicové sestavy často vytvářejí vážné překážky na tradičních výrobních podlahách. S těmito zpožděními se obvykle setkáte při zpracování hadic s velkými přírubami, silnými ohyby nebo rozvětvenými konfiguracemi. Standardní krimpovací stroje s předním podáváním nutí obsluhu k obtížným manévrům. Axiální závitování vyžaduje delší dobu manipulace a prudce zvyšuje riziko poškození předem ohnutých trubek. Provlékání dlouhých běhů úzkou matricí vás jednoduše zpomalí.
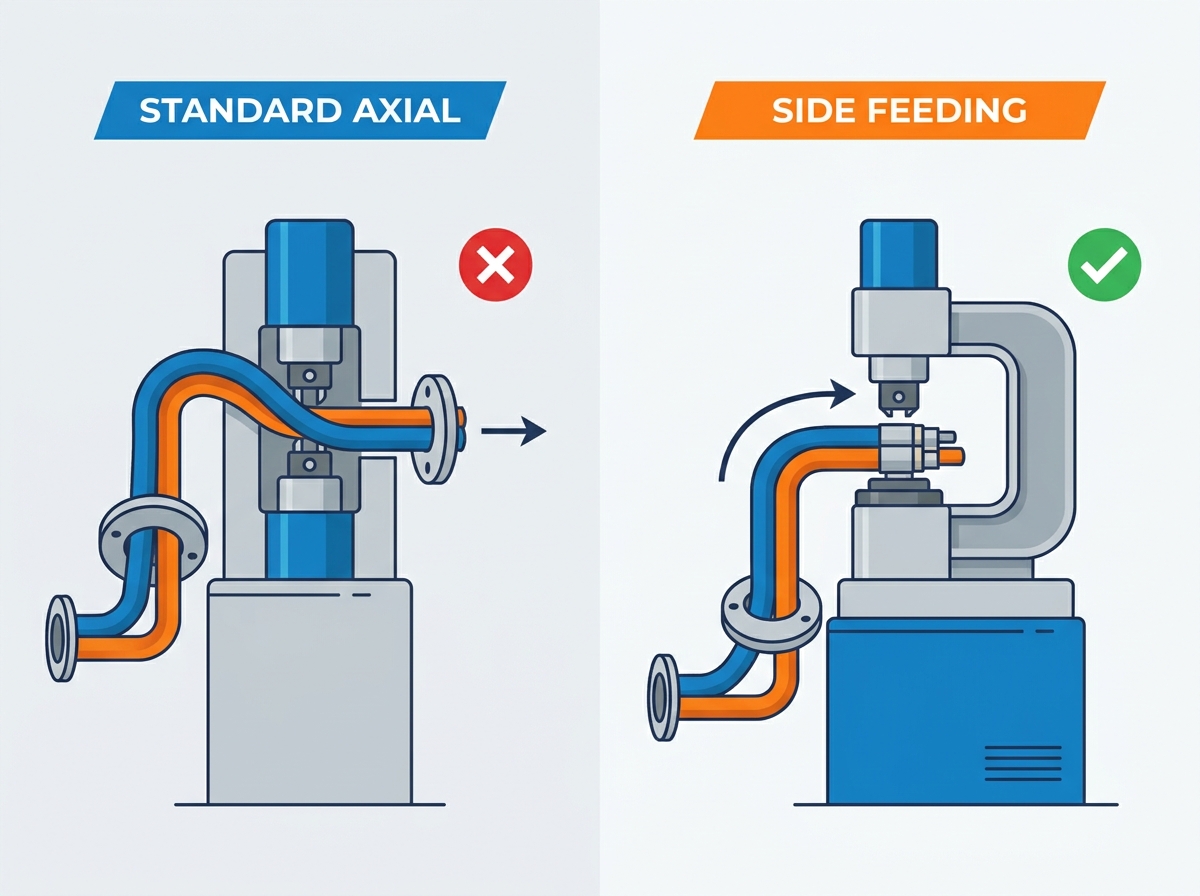
A stroj na krimpování hadic s bočním přívodem tato geometrická omezení zcela řeší. Otevírá se bočně, což umožňuje přímé boční vložení. Úplně vynecháte omezující axiální posuv. Zdůvodnění tohoto upgradu však vyžaduje pečlivé zhodnocení. Specifické specifikace stroje musíte odpovídat přesným výrobním objemům. Přizpůsobením kapacity radiálního otevírání a řídicích systémů vašim každodenním typům montáže dosáhnete měřitelného zvýšení propustnosti. Tento článek podrobně popisuje strukturální výhody, základní aplikace a základní nákupní kritéria pro tyto specializované průmyslové lisy.
Stroje s bočním podáváním jsou speciálně navrženy pro složité, liché nebo příliš dlouhé sestavy hadic, které nelze axiálně našroubovat.
Primárním faktorem návratnosti investic je snížení doby obsluhy a fyzické únavy, což má přímý dopad na dobu cyklu na jednotku.
Rozhodující nákupní kritéria zahrnují maximální radiální otevření stroje, všestrannost matrice a integraci CNC řízení pro opakovatelnou přesnost.
Implementace vyžaduje specifické bezpečnostní školení obsluhy, protože mechanismus bočního otevírání se zásadně liší od krimpovacích strojů s uzavřenou hlavou.
Standardní krimpovací lisy s uzavřenou hlavou si krásně poradí s rovnými hadicemi. Konec hadice vedete axiálně středem matrice. Lis se rovnoměrně uzavírá kolem tvarovky. Fyzická omezení se však objevují rychle, když zavádíte složité geometrie. Zkuste protáhnout 90stupňové tuhé kovové koleno standardní průběžnou matricí. Často odmítne uvolnit zpětný uzávěr. Velké tvarovky se dvěma konci vytvářejí identické zátarasy. Objemnou přírubu nemůžete protáhnout otvorem určeným přesně pro vnější průměr hadice. Rozvětvené rozvody představují nemožné problémy s vůlí.
Tato omezení nevyhnutelně způsobují závažná úzká hrdla pracovního toku. Můžete sledovat, jak se operátoři snaží manipulovat s těžkými hadicemi. Kroutí a protlačují dlouhé sestavy úzkými sadami matric. Toto neustálé manévrování drasticky zpomaluje velkoobjemovou výrobu. To také způsobuje znatelné namáhání obsluhy. Pracovníci nesou fyzickou zátěž a přitom se snaží o přesné vyrovnání. Riziko montážní chyby raketově stoupá, když operátoři bojují se zařízením.
Řešení bočního podávání zásadně mění tuto mechanickou dynamiku. Místo průběžné kruhové hlavy se krimpovací hlava rozděluje a otevírá do stran. Uvidíte modely, které se otevírají vodorovně nebo svisle v závislosti na výrobci. Tento design vytváří širokou boční mezeru. Operátoři umístí tvarovku ze strany přímo do středu matrice. Zcela obejdete nutnost krmit celou délku hadice stísněným prostorem. Toto přímé boční umístění eliminuje kroucení. Okamžitě zajistí obrobek. Výroba opět nabírá na síle.
Fluidní agregáty pokrývají obrovskou škálu tvarů a velikostí. Některé sektory jsou silně závislé na nepravidelných geometriích. Zde se mechanismus bočního nakládání stává nepostradatelným.
Automobilové výrobní podlahy zpracovávají denně tisíce unikátních kapalinových linek. Vedení klimatizace a hadice posilovače řízení zřídka vedou přímé cesty. Inženýři navrhují tyto hadice tak, aby se tkaly kolem bloků motoru a součástí podvozku. Na montážní lince často vidíte silně manipulované nebo předem ohnuté trubky. Standardní vložení je u těchto dílů fyzicky nemožné. Tuhou hadovitou trubku nemůžete navléknout axiálně. Boční vstup bez námahy zvládne tyto zvláštní úhly. Operátoři pustí ohnutou trubku přímo do otevřené matrice. Stroj zavírá, krimpuje a uvolňuje součást, aniž by vyžadoval jakoukoli nepohodlnou rotaci.
Těžká technika spoléhá na masivní hydraulické vedení. Zařízení pro zemní práce a těžební plošiny používají hadice zakončené předimenzovanými průmyslovými přírubami. Tyto koncovky často překračují maximální otevírací kapacitu standardních sad matric. Obsluha nemůže protlačit masivní přírubový blok standardním krimpovacím otvorem. Konstrukce s boční dělenou hlavou poskytuje potřebnou vůli. Tělo hadice zasunete za přírubu. Zápustka se upne na objímku, zatímco nadrozměrná příruba bezpečně spočívá mimo lisovací zónu. Tato schopnost se ukazuje jako zásadní pro námořní, pobřežní a těžké stavební sektory.
Moderní vedení tekutin někdy vyžaduje složité rozvody. Často se setkáte s Y-jointy, T-jointy a víceportovými bloky. Standardní tělo hadice nemůže projít průběžným kruhovým průvlakem, když ze středu vyčnívá několik větví. Axiální zasunutí zde zcela selhává. Potřebujete boční otvor. Dělená hlava umožňuje naložit přesně tu sekci, která potřebuje kompresi. Ostatní větve visí volně mimo krimpovací zónu. Díky tomuto přesnému zacílení je výroba zakázkových průmyslových rozdělovačů vysoce efektivní.
Modernizace vaší dílny vyžaduje jasné odůvodnění. Tyto specializované stroje poskytují měřitelná provozní zlepšení. Díky metrikám efektivity a bezpečnosti vidíte okamžitou návratnost.
Snížení doby cyklu působí jako primární výhoda. Eliminace procesu axiálního řezání závitů urychluje vaši výrobu na jednotku. Představte si, že zpracováváte těžké, 20 stop dlouhé hydraulické vedení. Provlečení standardní matrice zabere 15 až 20 sekund pečlivé manipulace. Boční umístění trvá pouhé dvě sekundy. Při středně až velkém objemu výroby se tyto ušetřené sekundy rychle sčítají. Za směnu můžete zpracovat stovky dalších montáží.
Ergonomie a bezpečnost obsluhy se dramaticky zlepšují. Zvedání těžkých, těžkopádných průmyslových hadic způsobuje rychlou fyzickou únavu. Standardní krimpovací zařízení nutí obsluhu držet hadici zavěšenou při navlékání. To vytváří obrovskou zátěž na ramena a spodní část zad. Boční nakládání eliminuje toto nepříjemné odpružení. Obsluha přivádí hadici přímo na čelo matrice. Stroj okamžitě nese váhu. Menší únava přímo souvisí s menším počtem pracovních úrazů a nižší mírou fluktuace.
Dalším kritickým faktorem je zmírnění škod. Předem ohnuté kovové trubky a jemné hliníkové kování se snadno poškrábou. Jejich protlačení těsnými vůlemi zvyšuje riziko deformace povrchu. Boční vstup odstraňuje tření při vkládání. Před použitím jakéhokoli tlaku umístíte díl dokonale. Tím se zabrání drahému zmetkovitosti.
Důvěryhodnost vyžaduje vyvážené hodnocení. Musíme uznat počáteční kapitálové náklady. Tyto stroje s bočním otevíráním jsou vybaveny složitou hydraulikou s dělenou hlavou. Mají vyšší počáteční pořizovací cenu než základní axiální modely. Návratnost investic se však rychle zhmotňuje na specializovaných montážních linkách. Investici získáte zpět díky zkrácení pracovní doby. Eliminujete odpad z poškrábaných armatur. Vaše propustnost se výrazně zvýší.
Výběr správného stroje vyžaduje metodické hodnocení. Nemůžete si jednoduše koupit největší dostupný model. Musíte přizpůsobit možnosti zařízení vašim specifickým výrobním požadavkům.
Musíte určit absolutní maximální průměr vaší největší tvarovky nebo příruby. Toto slouží jako základní metrika. Změřte nejširší bod součásti. Vůle bočního otvoru stroje se musí této velikosti pohodlně přizpůsobit. Důrazně doporučujeme přidat bezpečnostní rezervu 10 až 15 procent. Tento okraj zajišťuje, že obsluha může vložit tvarovku rychle, aniž by ji opatrně stlačovala za okraje matrice. Těsná vůle zpomaluje výrobu a hrozí poškození lícované plochy.
Musíte přizpůsobit lisovací sílu vašim nejnáročnějším aplikacím. Požadavky na tonáž se v různých odvětvích výrazně liší. Standardní průmyslové pryžové hadice vyžadují mírnou sílu. Naopak vícedrátové spirálové hydraulické hadice vyžadují masivní lisovací sílu k zajištění ochranného kroužku. Pečlivě zhodnoťte svůj současný a budoucí inventář.
Zvažte tyto běžné úrovně požadavků na sílu:
Lehké zatížení (do 150 tun): Vhodné pro standardní automobilové hadice, vedení HVAC a jednodrátové opletení.
Střední zatížení (150 - 250 tun): Ideální pro dvouvodičové hydraulické hadice a střední průmyslové aplikace.
Heavy Duty (nad 250 tun): Nezbytné pro čtyřvodičové až šestivodičové spirálové hadice a velkoprůměrové těžební linky.
Vaše výrobní měřítko určuje optimální řídicí systém. Ruční mikrometrické číselníky fungují dobře pro maloobjemové opravny. Vyžadují zručnost operátora, ale snižují náklady. Prostředí s velkým objemem však vyžaduje digitální přesnost. Důrazně doporučujeme CNC nebo NC řízení pro seriózní výrobní podlahy. Tyto digitální systémy poskytují vysokou opakovatelnost. Automaticky vypočítávají velikosti matrice na základě specifikací hadice. Poskytují také funkce sledovatelnosti a zaznamenávají každé krimpování pro audity zajištění kvality. To eliminuje dohady a standardizuje kvalitu vašeho produktu.
Před nákupem zhodnoťte fyzickou stopu. Stroj s dělenou hlavou často vyžaduje různé úhly přístupu operátora. Standardní krimpovací stroje obvykle sedí u zdi a vyžadují přísně čelní přístup. Stroje s bočním nakládáním mohou vyžadovat vůli po stranách. Musíte zajistit, aby uspořádání vašeho zařízení podporovalo ergonomické boční nakládání. Vyhodnoťte směr svého pracovního postupu. Určete, jak obsluha přesune těžké hadice z přípravné stanice do lisu.
Zde je praktická srovnávací matice, která vám pomůže při plánování vašeho zařízení:
Typ stroje |
Optimální umístění podlahy |
Je vyžadován přístup operátora |
Integrace manipulace s materiálem |
|---|---|---|---|
Standardní axiální krimpovací kleště |
Proti stěnám nebo těsným lavicím |
Přísná přední vůle |
Přímé krmné stoly |
Krimpovací stroj s bočním podáváním |
Středová podlaha nebo rohové ostrůvky |
Přední a boční vůle |
Stoly ve tvaru U nebo zakřivené |
Nasazení nového vybavení zahrnuje více než jen jeho zapojení. Přechod musíte zvládnout ve své dílně. Správné školení a přísné postupy údržby chrání vaši investici.
Okamžitě řešte křivku učení. Operátoři zvyklí na nepřetržité umírání rozvíjejí svalovou paměť. Mechanismus bočního otevírání mění způsob zacházení s materiály. Bezpečnostní protokoly se výrazně posouvají. Dělená hlava vytváří odlišné body sevření ve srovnání se strojem s uzavřenou hlavou. Operátoři se musí přizpůsobit novým pravidlům pro umisťování rukou. Musíte provést konkrétní bezpečnostní školení. Ukažte jim, kde přesně uchopit hadici při bočním zavádění. Během lisovacího cyklu dbejte na to, aby ruce byly zcela mimo vertikální dělicí čáru.
Po zavedení příčné hydrauliky se potřeby údržby změní. Bočně působící válce fungují jinak než standardní axiální písty. Nesou nerovnoměrné zatížení, pokud díl sedí nesprávně. Díky tomu je důsledné mazání matrice naprosto kritické. Mistrové matrice musíte denně mazat. Správné mazání snižuje tření. Zabraňuje předčasnému opotřebení kluzných ploch. Zanedbání tohoto kroku vede k oděru kovu. Odřená matrice ničí vaši přesnost krimpování a vyžaduje drahé výměny. Veďte si přísný deník údržby.
Musíte upřednostnit pravidelnou kalibraci. Charakteristickým rysem tohoto stroje je dělená hlava. Je také jeho nejcitlivější složkou. Obě poloviny lisovacího mechanismu musí udržovat dokonalé vyrovnání. Pokud se vychýlí ze zarovnání, vyvíjejí nerovnoměrný tlak. To vytváří oválnost ve vašem hotovém produktu. Oválný lis pod tlakem uniká. Proveďte týdenní kontrolu kalibrace. Pomocí přesných posuvných měřítek změřte průměr krimpu ve více úhlech. Pokud zjistíte odchylky, okamžitě hlavu znovu zkalibrujte.
Krimpovací stroje s bočním podáváním slouží jako vysoce specializované nástroje při montáži s fluidním pohonem. Odstraňují závažné geometrické překážky způsobené složitými, rozvětvenými nebo silně ohnutými hadicemi. Odstraněním potřeby axiálního závitování výrazně urychlíte výrobu na jednotku.
Měli byste provést jednoduchý audit vaší současné výrobní úrovně. Dodržujte časy manipulace. Spočítejte počet lichých tvarovek a předem ohnutých trubek procházejících vaší linkou. Pokud si všimnete, že operátoři mají potíže se závitem těchto dílů, boční podávání představuje vhodnou provozní aktualizaci. Tato technologie se vyplatí, když je nasazena proti správným mechanickým překážkám.
Doporučujeme kupujícím, aby před dokončením nákupu zaujali systematický přístup. Vyžádejte si srovnání časové studie pro vaše konkrétní sestavy. Pečlivě si prohlédněte technické listy a ověřte rozměry radiálního otvoru. Chcete-li prodiskutovat přesné geometrie lícování a najít perfektní shodu stroje, neváhejte kontaktujte nás pro personalizovanou technickou podporu.
Odpověď: Ano, jsou vysoce univerzální a dokážou stejně efektivně krimpovat standardní rovné hadice. Zatímco jednoduché úkoly zvládají perfektně, jejich specifickou provozní výhodu a návratnost investic si uvědomíte především při zpracování složitých geometrií nebo výjimečně dlouhých sestav.
Odpověď: Při správné kalibraci a údržbě nabízejí stroje s bočním podáváním stejnou přesnost jako tradiční axiální modely. Pokročilé digitální ovládání umožňuje těmto strojům držet úzké tolerance, často zůstávající v rozmezí 0,1 mm, což pokaždé zajišťuje dokonale utěsněné a jednotné krimpování.
Odpověď: Modely s bočním podáváním obecně vyžadují častější kontrolu mechanismu bočního otevírání a vyrovnání dělené hlavy. Protože se hlava odděluje, musíte zajistit, aby se poloviny dokonale vyrovnaly. Základní denní údržba matrice a kontroly hydraulické kapaliny však zůstávají standardem u obou typů strojů.



