بازدید: 0 نویسنده: ویرایشگر سایت زمان انتشار: 2026-06-11 منبع: سایت











مجموعه های شلنگ پیچیده اغلب در طبقات تولید سنتی گلوگاه های شدید ایجاد می کنند. معمولاً هنگام پردازش شیلنگهایی که دارای فلنجهای بزرگ، خمیدگی شدید یا تنظیمات شاخهدار هستند، با این تأخیرها مواجه میشوید. کرامپرهای استاندارد تغذیه از جلو، اپراتورها را مجبور به مانورهای دشوار می کنند. رزوه زنی محوری به زمان دست زدن بیش از حد نیاز دارد و خطر آسیب دیدن لوله های پیش خم شده را به شدت افزایش می دهد. گذراندن مسیرهای طولانی در یک قالب باریک به سادگی سرعت شما را کاهش می دهد.
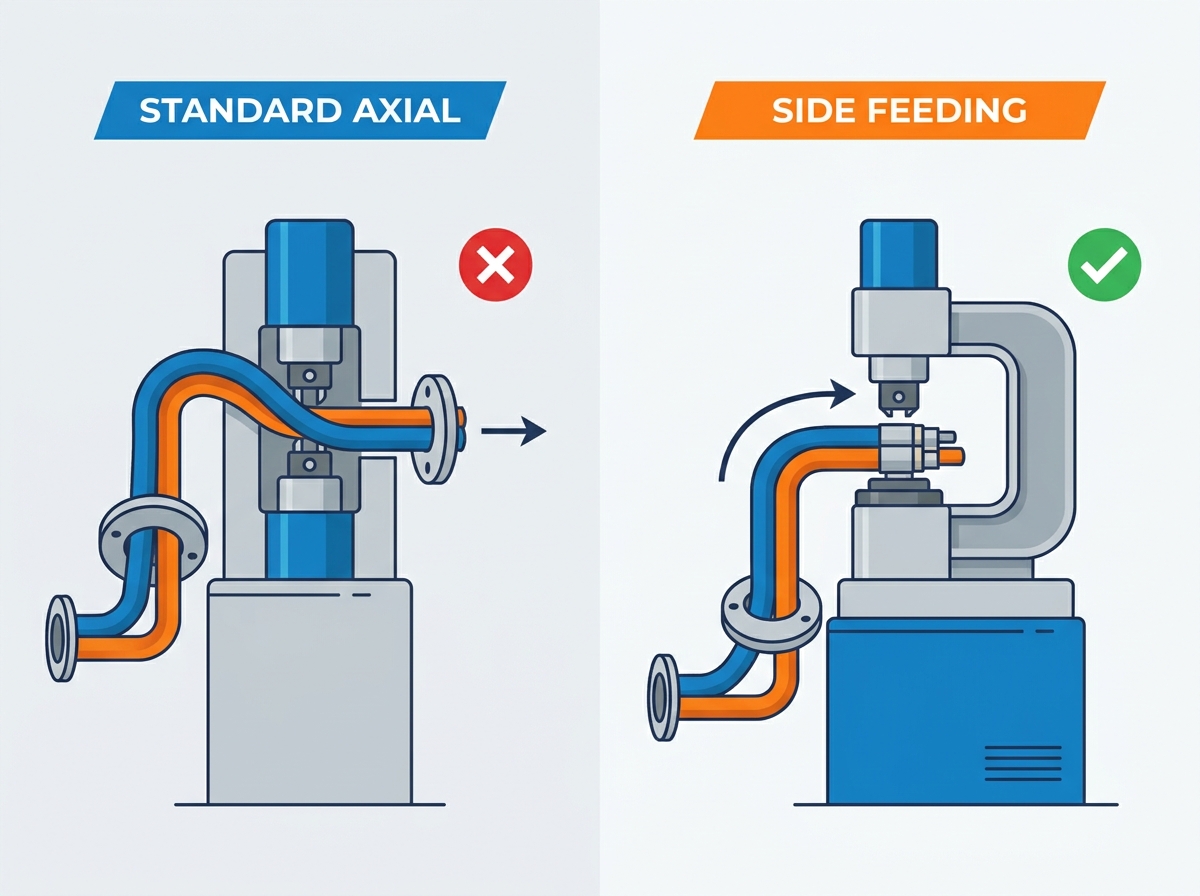
الف دستگاه چین دار شیلنگ تغذیه جانبی این محدودیت های هندسی را به طور کامل حل می کند. به صورت جانبی باز می شود و اجازه می دهد تا مستقیماً وارد شود. شما تغذیه محوری محدود کننده را به طور کامل دور می زنید. با این حال، توجیه این ارتقا نیاز به ارزیابی دقیق دارد. شما باید مشخصات دستگاه خاص را با حجم دقیق تولید خود مطابقت دهید. با تراز کردن ظرفیتهای بازشوی شعاعی و سیستمهای کنترل با انواع مونتاژ روزانه، به دستاوردهای قابل اندازهگیری دست مییابید. این مقاله مزیت های ساختاری، کاربردهای اصلی و معیارهای خرید ضروری را برای این کرامپرهای صنعتی تخصصی شرح می دهد.
دستگاه های تغذیه جانبی به طور خاص برای مجموعه های شلنگ پیچیده، عجیب و غریب یا بیش از حد طولانی طراحی شده اند که نمی توانند به صورت محوری رزوه شوند.
محرک ROI اولیه کاهش زمان جابجایی اپراتور و خستگی فیزیکی است که مستقیماً بر زمان چرخه در هر واحد تأثیر می گذارد.
معیارهای مهم خرید شامل حداکثر باز شدن شعاعی دستگاه، تطبیق پذیری مجموعه قالب و یکپارچه سازی کنترل های CNC برای دقت قابل تکرار است.
پیاده سازی نیاز به آموزش ایمنی اپراتور خاص دارد، زیرا مکانیسم باز کردن جانبی اساساً با کرامپرهای سر بسته متفاوت است.
شلنگ های سر بسته استاندارد به زیبایی شیلنگ های مستقیم را اداره می کنند. انتهای شلنگ را به صورت محوری از وسط قالب تغذیه می کنید. پرس به طور یکنواخت در اطراف اتصالات بسته می شود. با این حال، هنگامی که هندسه های پیچیده را معرفی می کنید، محدودیت های فیزیکی به سرعت ظاهر می شوند. سعی کنید یک زانویی فلزی سفت و سخت 90 درجه را از طریق یک قالب استاندارد استاندارد عبور دهید. اغلب از پاک کردن بک استاپ خودداری می کند. اتصالات بزرگ دو طرفه موانع یکسانی ایجاد می کنند. شما نمی توانید یک فلنج حجیم را از دهانه ای که دقیقاً برای قطر بیرونی شلنگ طراحی شده است عبور دهید. منیفولدهای منشعب، مسائل مربوط به ترخیص غیرممکن را نشان می دهند.
این محدودیت ها ناگزیر باعث ایجاد گلوگاه های شدید در جریان کار می شود. ممکن است شاهد تلاش اپراتورها برای دستکاری شیلنگ های سنگین باشید. آنها مجموعههای طولانی را از طریق مجموعههای قالب باریک میپیچانند و مجبور میکنند. این مانور مداوم تولید با حجم بالا را به شدت کاهش می دهد. همچنین باعث فشار قابل توجه اپراتور می شود. کارگران در حین تلاش برای ترازهای دقیق، بار فیزیکی را تحمل می کنند. هنگامی که اپراتورها با تجهیزات مبارزه می کنند، خطر خطای مونتاژ افزایش می یابد.
محلول تغذیه جانبی اساساً این دینامیک مکانیکی را تغییر می دهد. به جای یک سر دایره ای پیوسته، سر چین دار شکافته شده و به صورت جانبی باز می شود. بسته به سازنده، مدل هایی را خواهید دید که به صورت افقی یا عمودی باز می شوند. این طراحی یک شکاف جانبی گسترده ایجاد می کند. اپراتورها اتصالات را مستقیماً در مرکز قالب از کنار قرار می دهند. شما به طور کامل نیاز به تغذیه کل طول شلنگ را از طریق یک فضای محدود دور می زنید. این قرارگیری مستقیم جانبی پیچ خوردگی را از بین می برد. قطعه کار را فورا محکم می کند. تولید دوباره شتاب خود را به دست می آورد.
مجموعه های قدرت سیال طیف گسترده ای از اشکال و اندازه ها را در بر می گیرند. بخش های خاصی به شدت به هندسه های نامنظم متکی هستند. در اینجا، مکانیسم بارگذاری جانبی ضروری می شود.
طبقات تولید خودرو روزانه هزاران خط سیال منحصر به فرد را پردازش می کنند. خطوط تهویه مطبوع و شیلنگ های فرمان برقی به ندرت مسیرهای مستقیم را دنبال می کنند. مهندسان این شیلنگ ها را طوری طراحی می کنند که دور بلوک های موتور و اجزای شاسی ببافند. شما اغلب لولههایی را میبینید که به شدت دستکاری شده یا از قبل خم شدهاند در خط مونتاژ. درج استاندارد برای این قطعات از نظر فیزیکی غیرممکن است. شما نمی توانید یک لوله مارپیچ سفت و سخت را به صورت محوری نخ کنید. ورودی جانبی این زوایای عجیب و غریب را بدون زحمت کنترل می کند. اپراتورها لوله خم شده را مستقیماً در قالب باز می اندازند. دستگاه بدون نیاز به چرخش نامناسب، قطعه را میبندد، پر میکند و آزاد میکند.
ماشین آلات سنگین به خطوط هیدرولیک عظیم متکی هستند. تجهیزات خاکبرداری و دکل های معدن از شیلنگ هایی استفاده می کنند که دارای فلنج های صنعتی بزرگ هستند. این اتصالات انتهایی اغلب از حداکثر ظرفیت باز شدن مجموعه های قالب استاندارد فراتر می رود. یک اپراتور نمی تواند یک بلوک فلنج عظیم را از طریق یک سوراخ استاندارد فشار دهد. طراحی سر تقسیم جانبی، فاصله لازم را فراهم می کند. بدنه شلنگ را به داخل پشت فلنج بلغزانید. قالب روی فرول محکم می شود در حالی که فلنج بزرگ در خارج از ناحیه پرس قرار می گیرد. این قابلیت برای بخشهای ساختوساز دریایی، فراساحلی و سنگین حیاتی است.
مسیریابی سیالات مدرن گاهی به منیفولدهای پیچیده نیاز دارد. شما مکرراً با اتصالات Y، مفاصل T و بلوک های چند پورت مواجه خواهید شد. یک بدنه شلنگ استاندارد نمی تواند از یک قالب دایره ای پیوسته عبور کند وقتی شاخه های متعدد از مرکز بیرون می آیند. در اینجا وارد کردن محوری به طور کامل انجام نمی شود. شما نیاز به یک دهانه جانبی دارید. سر تقسیم به شما امکان می دهد تا قسمت دقیقی را که نیاز به فشرده سازی دارد بارگیری کنید. شاخه های دیگر آزادانه در خارج از منطقه چین دار آویزان می شوند. این هدف گیری دقیق باعث می شود که تولید منیفولدهای صنعتی سفارشی بسیار کارآمد باشد.
ارتقاء طبقه مغازه شما نیاز به توجیه روشن دارد. این ماشین های تخصصی پیشرفت های عملیاتی قابل اندازه گیری را ارائه می دهند. شما بازدهی فوری را از طریق معیارهای کارایی و ایمنی مشاهده می کنید.
کاهش زمان چرخه به عنوان مزیت اصلی عمل می کند. حذف فرآیند نخ محوری باعث تسریع تولید در هر واحد شما می شود. تصور کنید که یک خط هیدرولیک سنگین 20 فوتی را پردازش می کنید. عبور دادن آن از طریق یک قالب استاندارد 15 تا 20 ثانیه به دستکاری دقیق نیاز دارد. قرار دادن جانبی فقط دو ثانیه طول می کشد. در طول یک دوره تولید با حجم متوسط به بالا، این ثانیه های ذخیره شده به سرعت ترکیب می شوند. شما می توانید صدها مجموعه اضافی را در هر شیفت پردازش کنید.
ارگونومی و ایمنی اپراتور به طور چشمگیری بهبود می یابد. بلند کردن شلنگ های صنعتی سنگین و دست و پا گیر باعث خستگی سریع فیزیکی می شود. شلنگ های استاندارد اپراتورها را مجبور می کنند که در حین رزوه کشی شیلنگ آن را معلق نگه دارند. این باعث ایجاد فشار زیادی بر روی شانه ها و کمر می شود. بارگذاری جانبی این سیستم تعلیق ناجور را از بین می برد. اپراتورها شلنگ را مستقیماً به صفحه قالب می آورند. دستگاه بلافاصله وزن را تحمل می کند. خستگی کمتر به طور مستقیم با آسیب های کمتر در محل کار و نرخ تردد کمتر ارتباط دارد.
کاهش خسارت به عنوان یکی دیگر از عوامل حیاتی عمل می کند. لوله های فلزی از قبل خم شده و اتصالات آلومینیومی ظریف به راحتی خراشیده می شوند. وادار کردن آنها به فاصله های تنگ، خطر تغییر شکل سطح را افزایش می دهد. ورودی جانبی اصطکاک درج را از بین می برد. قبل از اعمال هر گونه فشاری، قطعه را به خوبی قرار می دهید. این از ضایعات پرهزینه جلوگیری می کند.
قابل اعتماد بودن مستلزم یک ارزیابی متوازن است. ما باید هزینه های سرمایه اولیه را بپذیریم. این ماشینهای بازکن جانبی از هیدرولیکهای پیچیده سر تقسیم میشوند. آنها قیمت خرید اولیه بالاتری نسبت به مدل های محوری پایه دارند. با این حال، ROI به سرعت در خطوط مونتاژ تخصصی تحقق می یابد. شما سرمایه گذاری را از طریق کاهش ساعات کار بازیابی می کنید. ضایعات اتصالات خراشیده را از بین می برید. توان عملیاتی شما به میزان قابل توجهی افزایش می یابد.
انتخاب ماشین مناسب نیاز به ارزیابی روشمند دارد. شما نمی توانید به سادگی بزرگترین مدل موجود را خریداری کنید. شما باید قابلیت های تجهیزات را با نیازهای تولید خاص خود مطابقت دهید.
شما باید حداکثر مطلق قطر بزرگترین اتصالات یا فلنج خود را تعیین کنید. این به عنوان متریک پایه شما عمل می کند. پهن ترین نقطه جزء را اندازه گیری کنید. فاصله باز شدن جانبی دستگاه باید این اندازه را به راحتی در خود جای دهد. ما اکیداً توصیه می کنیم که یک حاشیه ایمنی 10 تا 15 درصد اضافه کنید. این حاشیه تضمین میکند که اپراتورها میتوانند به سرعت اتصالات را بدون فشار دادن دقیق از لبههای قالب وارد کنند. فاصله تنگ باعث کاهش سرعت تولید و آسیب رساندن به سطح اتصالات می شود.
شما باید نیروی فشار را با سخت ترین برنامه های خود مطابقت دهید. نیازهای تناژ در صنایع به شدت متفاوت است. شیلنگ های لاستیکی صنعتی استاندارد به نیروی متوسطی نیاز دارند. برعکس، شیلنگهای هیدرولیک مارپیچ چند سیمه برای محکم کردن فرول نیاز به فشار زیادی دارند. موجودی فعلی و آینده خود را به دقت ارزیابی کنید.
این رده های رایج نیروی مورد نیاز را در نظر بگیرید:
سبک (زیر 150 تن): مناسب برای شیلنگ های استاندارد خودرو، خطوط HVAC و بافته های تک سیم.
وظیفه متوسط (150 - 250 تن): ایده آل برای شلنگ های هیدرولیک دو سیمه و کاربردهای صنعتی متوسط.
وظیفه سنگین (بیش از 250 تن): برای شیلنگ های مارپیچ چهار سیمه تا شش سیم و خطوط استخراج با سوراخ بزرگ لازم است.
مقیاس تولید شما سیستم کنترل بهینه را دیکته می کند. صفحه های میکرومتر دستی برای تعمیرگاه های کم حجم به خوبی کار می کنند. آنها به مهارت اپراتور نیاز دارند اما هزینه ها را کاهش می دهند. با این حال، محیط های با حجم بالا نیاز به دقت دیجیتال دارند. ما کنترل های CNC یا NC را برای کف های تولیدی جدی به شدت توصیه می کنیم. این سیستم های دیجیتال تکرارپذیری بالایی دارند. آنها اندازه قالب را به طور خودکار بر اساس مشخصات شلنگ محاسبه می کنند. آنها همچنین ویژگیهای ردیابی را ارائه میکنند، و هر مشکلی را برای ممیزیهای تضمین کیفیت ثبت میکنند. این کار حدس و گمان را حذف می کند و کیفیت محصول شما را استاندارد می کند.
ردپای فیزیکی را قبل از خرید ارزیابی کنید. یک ماشین هد تقسیم اغلب زوایای دسترسی اپراتور متفاوتی را می طلبد. گیره های استاندارد معمولاً روی دیوار می نشینند و نیاز به دسترسی کاملاً جلویی دارند. ماشین های بارگذاری جانبی ممکن است نیاز به ترخیص در طرفین داشته باشند. باید اطمینان حاصل کنید که چیدمان تاسیسات شما از بارگذاری جانبی ارگونومیک پشتیبانی می کند. جهت گردش کار خود را ارزیابی کنید. تعیین کنید که اپراتورها چگونه شیلنگ های سنگین را از ایستگاه آماده سازی به کرامپر منتقل می کنند.
در اینجا یک ماتریس مقایسه عملی برای راهنمایی برنامه ریزی تسهیلات شما آورده شده است:
نوع ماشین |
قرارگیری کف بهینه |
دسترسی اپراتور مورد نیاز است |
یکپارچه سازی حمل و نقل مواد |
|---|---|---|---|
استاندارد Axial Crimper |
در مقابل دیوارها یا نیمکت های تنگ |
فاصله کاملاً از جلو |
میزهای تغذیه خط مستقیم |
ساید Feeding Crimper |
طبقه مرکزی یا جزایر گوشه ای |
فاصله جلو و جانبی |
میزهای صحنه سازی U شکل یا منحنی |
استقرار تجهیزات جدید فراتر از اتصال آن به برق است. شما باید انتقال را در طبقه مغازه خود مدیریت کنید. آموزش صحیح و روال نگهداری دقیق از سرمایه شما محافظت می کند.
فوراً به منحنی یادگیری توجه کنید. اپراتورهایی که برای قالب های مداوم استفاده می شوند حافظه عضلانی را توسعه می دهند. مکانیسم باز شدن جانبی نحوه برخورد آنها با مواد را تغییر می دهد. پروتکل های ایمنی به طور قابل توجهی تغییر می کنند. یک سر تقسیم شده در مقایسه با دستگاه سر بسته، نقاط گیره متفاوتی ایجاد می کند. اپراتورها باید با قوانین جدید قرار دادن دست سازگار شوند. شما باید جلسات آموزشی ایمنی خاصی را برگزار کنید. به آنها نشان دهید که دقیقاً کجا شلنگ را در حین وارد کردن جانبی در دست بگیرند. در طول چرخه فشار دادن، روی دور نگه داشتن دست ها از خط شکاف عمودی تاکید کنید.
با معرفی هیدرولیک جانبی نیاز به تعمیر و نگهداری تغییر می کند. سیلندرهای جانبی متفاوت از پیستون های محوری استاندارد عمل می کنند. در صورت نشستن نامناسب قطعه، بارهای ناهموار را تحمل می کنند. این امر روانکاری قالب ثابت را کاملاً حیاتی می کند. شما باید روزانه می میرد استاد را روغن کاری کنید. روغن کاری مناسب باعث کاهش اصطکاک می شود. از سایش زودرس سطوح کشویی جلوگیری می کند. بی توجهی به این مرحله منجر به گال شدن فلز می شود. یک قالب گندیده دقت چین خوردگی شما را خراب می کند و به تعویض های گران قیمت نیاز دارد. یک گزارش نگهداری دقیق نگه دارید.
باید کالیبراسیون منظم را در اولویت قرار دهید. ویژگی بارز این دستگاه تقسیم سر است. همچنین حساس ترین جزء آن است. دو نیمه مکانیسم پرس باید تراز کامل را حفظ کنند. اگر آنها از تراز خارج شوند، فشار ناهمواری وارد می کنند. این باعث ایجاد بیضی در محصول نهایی شما می شود. یک چین بیضی شکل تحت فشار نشت می کند. یک چک کالیبراسیون هفتگی ایجاد کنید. از کولیس های دقیق برای اندازه گیری قطر چین در زوایای مختلف استفاده کنید. اگر تغییراتی را تشخیص دادید، سر را فورا کالیبره کنید.
دستگاه های چین دار تغذیه جانبی به عنوان ابزار بسیار تخصصی در مونتاژ قدرت سیال عمل می کنند. آنها تنگناهای هندسی شدید ناشی از شلنگ های پیچیده، منشعب یا به شدت خم شده را از بین می برند. با حذف نیاز به نخ محوری، تولید در واحد را به میزان قابل توجهی تسریع می کنید.
شما باید یک ممیزی ساده از کف تولید فعلی خود انجام دهید. زمان های دست زدن خود را رعایت کنید. تعداد اتصالات فرد و لوله های پیش خم شده را که از خط شما عبور می کنند بشمارید. اگر متوجه شدید که اپراتورها در تلاش هستند تا این قطعات را نخ کنند، تغذیه جانبی ارتقاء عملیاتی مناسب را ارائه می دهد. این فناوری زمانی که در برابر تنگناهای مکانیکی مناسب به کار گرفته شود، هزینه خود را می پردازد.
ما خریداران را تشویق می کنیم تا قبل از نهایی کردن خرید، رویکردی سیستماتیک داشته باشند. برای مجامع خاص خود یک مقایسه مطالعه زمان درخواست کنید. برگه های مشخصات فنی را به دقت بررسی کنید تا ابعاد دهانه شعاعی را بررسی کنید. برای بحث در مورد هندسه های دقیق برازش خود و یافتن تطابق کامل دستگاه، با خیال راحت این کار را انجام دهید با ما تماس بگیرید . برای پشتیبانی مهندسی شخصی
پاسخ: بله، آنها بسیار تطبیق پذیر هستند و می توانند شلنگ های مستقیم استاندارد را به همان میزان موثر جمع کنند. در حالی که آنها وظایف ساده را به خوبی انجام می دهند، شما به مزیت عملیاتی خاص و بازگشت سرمایه آنها در درجه اول هنگام پردازش هندسه های پیچیده یا مجموعه های فوق العاده طولانی پی می برید.
A: هنگامی که به درستی کالیبره و نگهداری می شود، دستگاه های تغذیه جانبی دقت یکسانی را با مدل های محوری سنتی ارائه می دهند. کنترلهای دیجیتالی پیشرفته به این ماشینها اجازه میدهند تا تلورانسهای محکمی داشته باشند، که اغلب در ۰.۱ میلیمتر باقی میمانند، و هر بار از چینخوردگی کاملاً مهر و موم و یکنواخت اطمینان میدهند.
A: مدل های تغذیه جانبی معمولاً به بازرسی مکرر مکانیزم باز شدن جانبی و هم ترازی سر تقسیم نیاز دارند. از آنجا که سر جدا می شود، باید اطمینان حاصل کنید که نیمه ها کاملاً تراز هستند. با این حال، تعمیرات اساسی روزانه قالب و بررسی مایعات هیدرولیک در هر دو نوع ماشین استاندارد باقی می ماند.



