Visualizações: 0 Autor: Editor do site Horário de publicação: 11/06/2026 Origem: Site











Conjuntos complexos de mangueiras muitas vezes criam gargalos graves em áreas de produção tradicionais. Geralmente você encontra esses atrasos ao processar mangueiras com flanges grandes, curvas severas ou configurações ramificadas. Os crimpadores de alimentação frontal padrão forçam os operadores a realizar manobras difíceis. O rosqueamento axial exige tempo excessivo de manuseio e aumenta drasticamente o risco de danificar tubos pré-dobrados. Enfiar longos trechos em uma matriz estreita simplesmente deixa você mais lento.
UM A máquina de crimpagem de mangueira de alimentação lateral resolve essas restrições geométricas completamente. Abre lateralmente, permitindo inserção lateral direta. Você ignora totalmente o avanço axial restritivo. Contudo, justificar esta atualização requer uma avaliação cuidadosa. Você deve combinar as especificações específicas da máquina com seus volumes exatos de produção. Ao alinhar as capacidades de abertura radial e os sistemas de controle aos seus tipos de montagem diária, você obtém ganhos mensuráveis de produtividade. Este artigo detalha as vantagens estruturais, as principais aplicações e os critérios de compra essenciais para esses crimpadores industriais especializados.
As máquinas de alimentação lateral são projetadas especificamente para conjuntos de mangueiras complexos, de formatos estranhos ou excessivamente longos que não podem ser rosqueados axialmente.
O principal fator de ROI é a redução do tempo de manuseio do operador e da fadiga física, impactando diretamente o tempo de ciclo por unidade.
Os critérios de compra cruciais incluem a abertura radial máxima da máquina, a versatilidade do conjunto de matrizes e a integração de controles CNC para precisão repetível.
A implementação requer treinamento específico em segurança do operador, pois o mecanismo de abertura lateral difere fundamentalmente dos crimpadores de cabeça fechada.
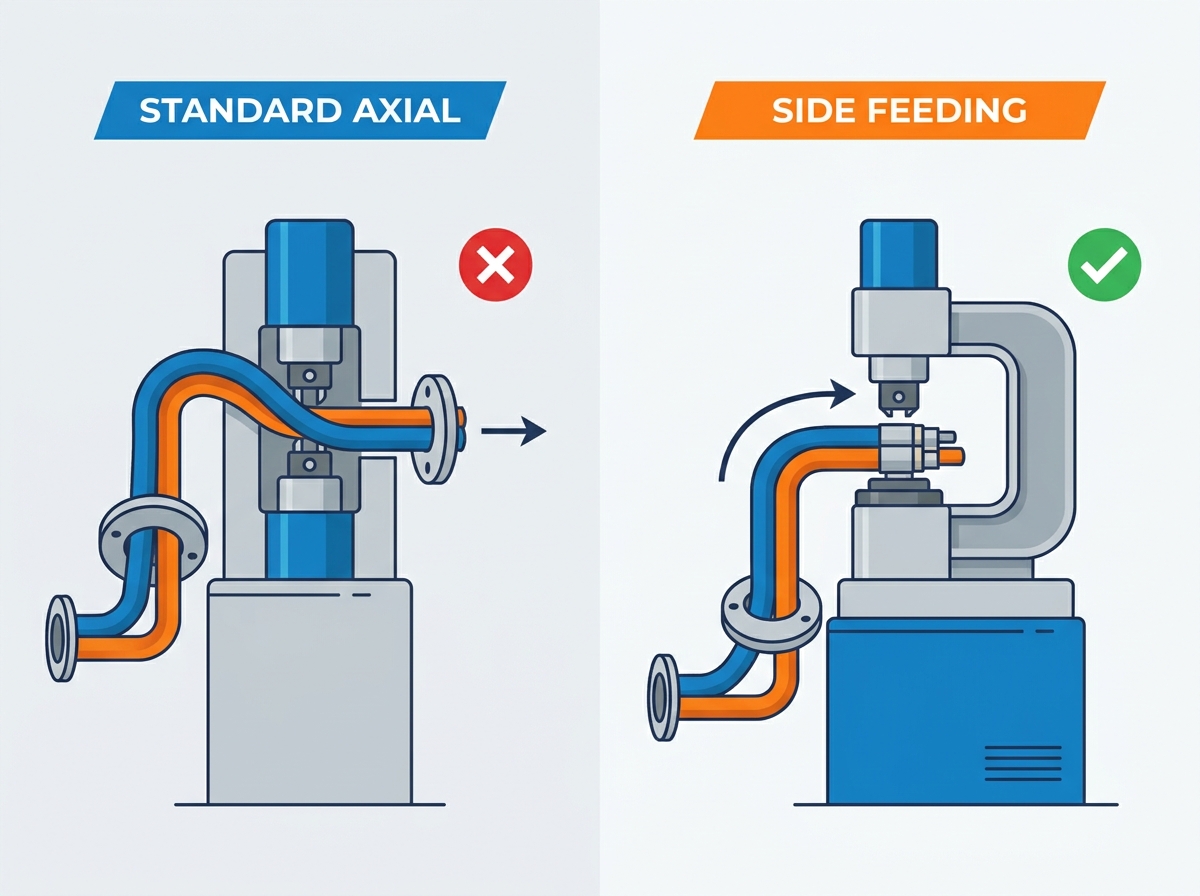
Os crimpadores de cabeça fechada padrão lidam lindamente com mangueiras retas. Você alimenta a extremidade da mangueira axialmente através do centro da matriz. A prensa fecha uniformemente ao redor da conexão. No entanto, as restrições físicas surgem rapidamente quando você introduz geometrias complexas. Tente passar um cotovelo de metal rígido de 90 graus através de uma matriz contínua padrão. Muitas vezes recusa-se a limpar o backstop. Acessórios grandes de extremidade dupla criam obstáculos idênticos. Você não pode passar um flange volumoso por uma abertura projetada estritamente para o diâmetro externo da mangueira. Variedades ramificadas apresentam problemas de folga impossíveis.
Essas limitações inevitavelmente desencadeiam graves gargalos no fluxo de trabalho. Você pode observar os operadores lutando para manipular mangueiras pesadas. Eles torcem e forçam conjuntos longos através de conjuntos de matrizes estreitos. Essas manobras constantes retardam drasticamente a produção de grandes volumes. Também causa tensão perceptível ao operador. Os trabalhadores suportam a carga física enquanto tentam alinhamentos precisos. O risco de erros de montagem dispara quando os operadores lutam contra o equipamento.
A solução de alimentação lateral altera fundamentalmente esta dinâmica mecânica. Em vez de uma cabeça circular contínua, a cabeça de crimpagem divide-se e abre-se lateralmente. Você verá modelos abrindo horizontalmente ou verticalmente dependendo do fabricante. Este design cria uma ampla lacuna lateral. Os operadores colocam a conexão diretamente no centro da matriz pela lateral. Você evita completamente a necessidade de alimentar todo o comprimento da mangueira em um espaço confinado. Esta colocação lateral direta elimina a torção. Ele protege a peça de trabalho instantaneamente. A produção recupera seu ímpeto.
Os conjuntos de energia fluida abrangem uma enorme variedade de formas e tamanhos. Certos setores dependem fortemente de geometrias irregulares. Aqui, o mecanismo de carregamento lateral torna-se indispensável.
Os pisos de produção automotiva processam milhares de linhas de fluidos exclusivas diariamente. As linhas de ar condicionado e as mangueiras da direção hidráulica raramente seguem caminhos retos. Os engenheiros projetam essas mangueiras para envolver blocos de motor e componentes de chassi. Freqüentemente você vê tubos muito manipulados ou pré-dobrados na linha de montagem. A inserção padrão é fisicamente impossível para essas peças. Você não pode rosquear axialmente um tubo serpentino rígido. A entrada lateral lida com esses ângulos estranhos sem esforço. Os operadores colocam o tubo dobrado diretamente na matriz aberta. A máquina fecha, prensa e libera a peça sem exigir qualquer rotação estranha.
A maquinaria pesada depende de enormes linhas hidráulicas. Equipamentos de terraplenagem e plataformas de mineração usam mangueiras com flanges industriais superdimensionadas. Esses acessórios finais geralmente excedem a capacidade máxima de abertura dos conjuntos de matrizes padrão. Um operador não pode empurrar um bloco de flange maciço através de uma abertura de crimpagem padrão. O design de cabeça dividida lateral fornece a folga necessária. Você desliza o corpo da mangueira atrás do flange. A matriz é fixada no ferrolho enquanto o flange superdimensionado fica seguro fora da zona de prensagem. Esta capacidade é vital para os setores marítimo, offshore e de construção pesada.
O roteamento de fluidos moderno às vezes exige coletores complexos. Você encontrará juntas em Y, juntas em T e blocos multiportas com frequência. Um corpo de mangueira padrão não pode passar por uma matriz circular contínua quando vários ramos se projetam do centro. A inserção axial falha completamente aqui. Você precisa de uma abertura lateral. A cabeça dividida permite carregar a seção exata que precisa de compressão. Os outros ramos ficam pendurados livremente fora da zona de crimpagem. Esse direcionamento preciso torna a fabricação de manifolds industriais personalizados altamente eficiente.
Atualizar seu chão de fábrica requer uma justificativa clara. Essas máquinas especializadas proporcionam melhorias operacionais mensuráveis. Você vê retornos imediatos por meio de métricas de eficiência e segurança.
A redução do tempo de ciclo atua como o principal benefício. A eliminação do processo de rosqueamento axial acelera a produção por unidade. Imagine processar uma linha hidráulica pesada de 20 pés. Enfiá-lo em um dado padrão leva de 15 a 20 segundos de manipulação cuidadosa. A colocação lateral leva apenas dois segundos. Em uma produção de volume médio a alto, esses segundos economizados aumentam rapidamente. Você pode processar centenas de montagens adicionais por turno.
A ergonomia e a segurança do operador melhoram dramaticamente. Levantar mangueiras industriais pesadas e pesadas causa fadiga física rápida. Os crimpadores padrão forçam os operadores a manter a mangueira suspensa enquanto a passam. Isso cria uma tensão imensa nos ombros e na parte inferior das costas. A carga lateral elimina esta suspensão estranha. Os operadores levam a mangueira diretamente até a face da matriz. A máquina suporta o peso imediatamente. Menos fadiga está diretamente correlacionada a menos lesões no local de trabalho e menores taxas de rotatividade.
A mitigação de danos serve como outro fator crítico. Tubos de metal pré-dobrados e acessórios delicados de alumínio riscam facilmente. Forçá-los através de espaços apertados aumenta o risco de deformação da superfície. A entrada lateral remove o atrito da inserção. Você posiciona a peça perfeitamente antes de aplicar qualquer pressão. Isso evita sucata dispendiosa.
A confiabilidade exige uma avaliação equilibrada. Devemos reconhecer os custos de capital iniciais. Estas máquinas de abertura lateral apresentam um sistema hidráulico complexo de cabeça dividida. Eles têm um preço de compra inicial mais alto do que os modelos axiais básicos. Contudo, o ROI se materializa rapidamente em linhas de montagem especializadas. Você recupera o investimento através da redução de horas de trabalho. Você elimina resíduos de acessórios riscados. Seu rendimento aumenta significativamente.
Selecionar a máquina correta requer avaliação metódica. Você não pode simplesmente comprar o maior modelo disponível. Você deve combinar os recursos do equipamento com suas demandas específicas de produção.
Você deve determinar o diâmetro máximo absoluto de sua maior conexão ou flange. Isso serve como sua métrica de linha de base. Meça o ponto mais largo do componente. A folga de abertura lateral da máquina deve acomodar esse tamanho confortavelmente. Recomendamos fortemente adicionar uma margem de segurança de 10 a 15 por cento. Essa margem garante que os operadores possam inserir a conexão rapidamente sem apertá-la cuidadosamente pelas bordas da matriz. Uma folga apertada retarda a produção e corre o risco de danificar a superfície de montagem.
Você precisa combinar a força de pressão com suas aplicações mais difíceis. Os requisitos de tonelagem variam enormemente entre os setores. Mangueiras de borracha industriais padrão requerem força moderada. Por outro lado, as mangueiras hidráulicas espirais multifios exigem enorme poder de pressão para fixar o ferrolho. Avalie cuidadosamente seu estoque atual e futuro.
Considere estes níveis comuns de requisitos de força:
Serviços leves (abaixo de 150 toneladas): Adequado para mangueiras automotivas padrão, linhas HVAC e tranças de fio único.
Serviço médio (150 - 250 toneladas): Ideal para mangueiras hidráulicas de fio duplo e aplicações industriais médias.
Serviço Pesado (Mais de 250 Toneladas): Necessário para mangueiras espirais de quatro a seis fios e linhas de mineração de grande diâmetro.
Sua escala de produção determina o sistema de controle ideal. Os mostradores micrométricos manuais funcionam bem para oficinas de reparo de baixo volume. Eles exigem habilidade do operador, mas mantêm os custos baixos. No entanto, ambientes de alto volume exigem precisão digital. Recomendamos enfaticamente controles CNC ou NC para áreas de produção sérias. Esses sistemas digitais oferecem alta repetibilidade. Eles calculam os tamanhos das matrizes automaticamente com base nas especificações das mangueiras. Eles também fornecem recursos de rastreabilidade, registrando cada crimpagem para auditorias de garantia de qualidade. Isso elimina suposições e padroniza a qualidade do produto.
Avalie a pegada física antes de comprar. Uma máquina com cabeçote dividido geralmente exige diferentes ângulos de acesso do operador. Os crimpadores padrão geralmente ficam encostados na parede, exigindo acesso estritamente frontal. Máquinas de carregamento lateral podem exigir folga nas laterais. Você deve garantir que o layout de sua instalação suporte carregamento lateral ergonômico. Avalie a direção do seu fluxo de trabalho. Determine como os operadores moverão as mangueiras pesadas da estação de preparação para o crimpador.
Aqui está uma matriz de comparação prática para orientar o planejamento de suas instalações:
Tipo de máquina |
Colocação ideal no piso |
Acesso do Operador Necessário |
Integração de manuseio de materiais |
|---|---|---|---|
Crimpador Axial Padrão |
Contra paredes ou bancos apertados |
Folga estritamente frontal |
Mesas de alimentação em linha reta |
Crimpador de alimentação lateral |
Piso central ou ilhas de canto |
Folga frontal e lateral |
Mesas de preparação em forma de U ou curvas |
A implantação de novos equipamentos envolve mais do que apenas conectá-los. Você deve gerenciar a transição no chão de fábrica. Treinamento adequado e rotinas rigorosas de manutenção protegem seu investimento.
Aborde a curva de aprendizado imediatamente. Operadores acostumados com matrizes contínuas desenvolvem memória muscular. O mecanismo de abertura lateral altera a forma como manuseiam os materiais. Os protocolos de segurança mudam significativamente. Uma cabeça dividida cria diferentes pontos de esmagamento em comparação com uma máquina de cabeça fechada. Os operadores devem adaptar-se às novas regras de colocação das mãos. Você deve realizar sessões específicas de treinamento de segurança. Mostre-lhes exatamente onde segurar a mangueira durante a inserção lateral. Enfatize manter as mãos completamente afastadas da linha de divisão vertical durante o ciclo de prensagem.
As necessidades de manutenção mudam quando você introduz a hidráulica lateral. Os cilindros de ação lateral operam de maneira diferente dos pistões axiais padrão. Eles suportam cargas desiguais se a peça estiver assentada incorretamente. Isto torna a lubrificação consistente da matriz absolutamente crítica. Você deve untar o mestre morre diariamente. A lubrificação adequada reduz o atrito. Evita o desgaste prematuro das superfícies deslizantes. Negligenciar esta etapa leva ao desgaste do metal. Uma matriz desgastada prejudica sua precisão de crimpagem e requer substituições caras. Mantenha um registro de manutenção rigoroso.
Você deve priorizar a calibração regular. A característica definidora desta máquina é a cabeça dividida. É também o seu componente mais sensível. As duas metades do mecanismo de prensagem devem manter um alinhamento perfeito. Se eles saírem do alinhamento, eles aplicarão uma pressão desigual. Isso cria ovalidade em seu produto acabado. Uma crimpagem oval vaza sob pressão. Estabeleça uma verificação de calibração semanal. Use calibradores de precisão para medir o diâmetro da crimpagem em vários ângulos. Se detectar variações, recalibre o cabeçote imediatamente.
As máquinas de crimpagem com alimentação lateral servem como ferramentas altamente especializadas na montagem de fluidos. Eles eliminam os graves gargalos geométricos causados por mangueiras complexas, ramificadas ou muito curvadas. Ao eliminar a necessidade de rosqueamento axial, você acelera significativamente a produção por unidade.
Você deve realizar uma auditoria simples em sua área de produção atual. Observe seus tempos de manuseio. Conte o número de acessórios ímpares e tubos pré-dobrados que passam pela sua linha. Se você notar que os operadores têm dificuldades para rosquear essas peças, a alimentação lateral representa a atualização operacional apropriada. Essa tecnologia se paga quando implantada contra os gargalos mecânicos corretos.
Incentivamos os compradores a adotar uma abordagem sistemática antes de finalizar uma compra. Solicite uma comparação de estudo de tempo para suas montagens específicas. Revise cuidadosamente as fichas técnicas para verificar as dimensões da abertura radial. Para discutir suas geometrias de ajuste exatas e encontrar a combinação perfeita da máquina, sinta-se à vontade para entre em contato conosco para suporte de engenharia personalizado.
R: Sim, eles são altamente versáteis e podem crimpar mangueiras retas padrão com a mesma eficácia. Embora eles lidem perfeitamente com tarefas simples, você percebe sua vantagem operacional específica e seu retorno sobre o investimento principalmente ao processar geometrias complexas ou montagens excepcionalmente longas.
R: Quando devidamente calibradas e mantidas, as máquinas de alimentação lateral oferecem precisão idêntica aos modelos axiais tradicionais. Controles digitais avançados permitem que essas máquinas mantenham tolerâncias restritas, muitas vezes permanecendo dentro de 0,1 mm, garantindo sempre uma crimpagem perfeitamente vedada e uniforme.
R: Os modelos de alimentação lateral geralmente exigem inspeção mais frequente do mecanismo de abertura lateral e alinhamento da cabeça dividida. Como a cabeça se separa, você deve garantir que as metades estejam perfeitamente alinhadas. No entanto, a manutenção diária básica da matriz e as verificações do fluido hidráulico permanecem padrão em ambos os tipos de máquinas.



