Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-06-11 Pochodzenie: Strona











Skomplikowane zespoły węży często tworzą poważne wąskie gardła w tradycyjnych halach produkcyjnych. Opóźnienia te zwykle występują podczas obróbki węży z dużymi kołnierzami, dużymi zagięciami lub konfiguracjami rozgałęzionymi. Standardowe zaciskarki z zasilaniem od przodu zmuszają operatorów do wykonywania trudnych manewrów. Gwintowanie osiowe wymaga nadmiernego czasu obsługi i znacznie zwiększa ryzyko uszkodzenia wstępnie wygiętych rur. Gwintowanie długich przebiegów przez wąską matrycę po prostu spowalnia.
A Zaciskarka do węży z bocznym zasilaniem całkowicie rozwiązuje te ograniczenia geometryczne. Otwiera się na boki, umożliwiając bezpośrednie wkładanie z boku. Całkowicie pomijasz restrykcyjny posuw osiowy. Jednakże uzasadnienie tego uaktualnienia wymaga dokładnej oceny. Musisz dopasować specyfikację konkretnej maszyny do dokładnej wielkości produkcji. Dopasowując możliwości otwierania promieniowego i systemy sterowania do codziennych typów montażu, można osiągnąć wymierny wzrost wydajności. W tym artykule szczegółowo opisano zalety konstrukcyjne, podstawowe zastosowania i podstawowe kryteria zakupu tych specjalistycznych zaciskarek przemysłowych.
Maszyny do podawania bocznego są specjalnie zaprojektowane do złożonych, nietypowych lub nadmiernie długich zespołów węży, których nie można gwintować osiowo.
Głównym czynnikiem wpływającym na zwrot z inwestycji jest skrócenie czasu obsługi operatora i zmniejszenie zmęczenia fizycznego, co ma bezpośredni wpływ na czas cyklu na jednostkę.
Kluczowe kryteria zakupu obejmują maksymalne promieniowe otwarcie maszyny, wszechstronność zestawu matryc oraz integrację sterowania CNC zapewniającą powtarzalną dokładność.
Wdrożenie wymaga specjalnego przeszkolenia operatora w zakresie bezpieczeństwa, ponieważ mechanizm otwierania bocznego różni się zasadniczo od mechanizmu zaciskania z zamkniętą głowicą.
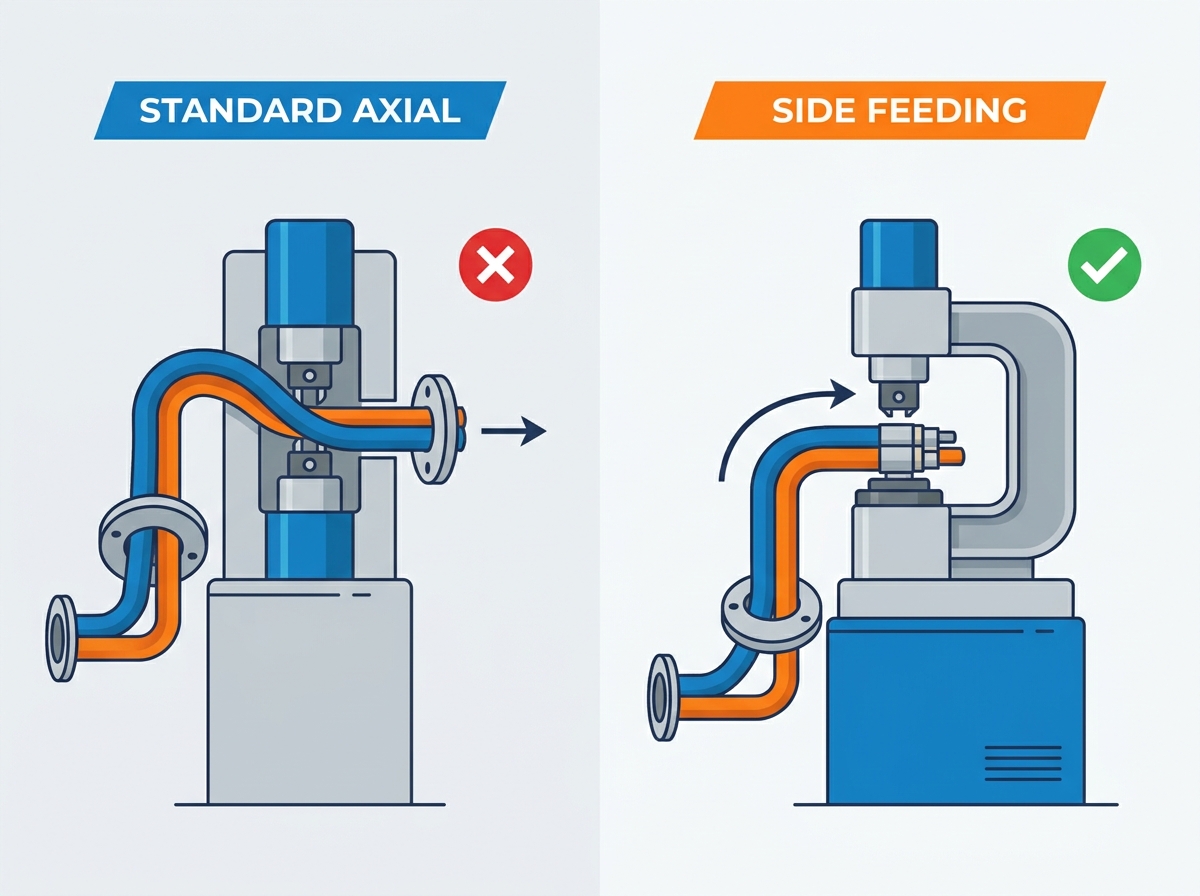
Standardowe zaciskarki z zamkniętą głowicą doskonale radzą sobie z prostymi wężami. Końcówkę węża wprowadzasz osiowo przez środek matrycy. Prasa zamyka się równomiernie wokół złączki. Jednakże ograniczenia fizyczne pojawiają się szybko po wprowadzeniu złożonych geometrii. Spróbuj przewlec sztywne metalowe kolanko o kącie 90 stopni przez standardową matrycę ciągłą. Często odmawia oczyszczenia mechanizmu jednokierunkowego. Duże łączniki z podwójnym zakończeniem tworzą identyczne blokady drogowe. Nie można przeprowadzić nieporęcznego kołnierza przez otwór zaprojektowany specjalnie dla zewnętrznej średnicy węża. Rozgałęzione rozgałęźniki stwarzają niemożliwe problemy z prześwitem.
Ograniczenia te nieuchronnie powodują poważne wąskie gardła w przepływie pracy. Możesz obserwować, jak operatorzy usiłują manipulować ciężkimi wężami. Skręcają i wciskają długie zespoły w wąskie zestawy matryc. To ciągłe manewrowanie drastycznie spowalnia produkcję wielkoseryjną. Powoduje to również zauważalne obciążenie operatora. Pracownicy dźwigają ciężar fizyczny podczas prób precyzyjnego ustawienia. Ryzyko błędu montażowego gwałtownie wzrasta, gdy operatorzy walczą ze sprzętem.
Rozwiązanie z zasilaniem bocznym zasadniczo zmienia tę dynamikę mechaniczną. Zamiast ciągłej, okrągłej głowicy, głowica zaciskająca dzieli się i otwiera na boki. W zależności od producenta zobaczysz modele otwierane poziomo lub pionowo. Ta konstrukcja tworzy szeroką szczelinę boczną. Operatorzy umieszczają złączkę bezpośrednio na środku matrycy z boku. Całkowicie eliminujesz konieczność prowadzenia całej długości węża przez ograniczoną przestrzeń. To bezpośrednie boczne umiejscowienie eliminuje skręcanie. Natychmiastowo zabezpiecza obrabiany przedmiot. Produkcja odzyskuje dynamikę.
Zespoły napędów hydraulicznych obejmują ogromną różnorodność kształtów i rozmiarów. Niektóre sektory w dużym stopniu opierają się na nieregularnej geometrii. Tutaj niezbędny staje się mechanizm ładowania bocznego.
W halach produkcyjnych samochodów codziennie przetwarzane są tysiące unikalnych linii płynów. Przewody klimatyzacji i węże wspomagania kierownicy rzadko biegną po prostych ścieżkach. Inżynierowie projektują te węże tak, aby oplatały bloki silnika i elementy podwozia. Na linii montażowej często można zobaczyć mocno zmanipulowane lub wstępnie wygięte rury. W przypadku tych części standardowe wstawienie jest fizycznie niemożliwe. Nie można gwintować sztywnej rurki serpentynowej osiowo. Boczne wejście bez problemu radzi sobie z tymi dziwnymi kątami. Operatorzy wrzucają wygiętą rurkę bezpośrednio do otwartej matrycy. Maszyna zamyka, zaciska i zwalnia część bez konieczności niezręcznego obracania.
Ciężkie maszyny opierają się na masywnych przewodach hydraulicznych. W sprzęcie do robót ziemnych i platformach wydobywczych stosuje się węże zakończone ponadwymiarowymi kołnierzami przemysłowymi. Te końcówki często przekraczają maksymalną zdolność otwierania standardowych zestawów matryc. Operator nie może przepchnąć masywnego bloku kołnierza przez standardowy otwór zaciskarki. Konstrukcja z boczną dzieloną głowicą zapewnia niezbędny prześwit. Wsuwasz korpus węża za kołnierz. Matryca zaciska się na tulei, podczas gdy nadwymiarowy kołnierz spoczywa bezpiecznie poza strefą prasowania. Zdolność ta okazuje się niezbędna w sektorach budownictwa morskiego, offshore i ciężkiego.
Nowoczesne prowadzenie płynów czasami wymaga skomplikowanych kolektorów. Często będziesz spotykać złącza Y, złącza T i bloki wieloportowe. Standardowy korpus węża nie może przejść przez ciągłą okrągłą matrycę, gdy ze środka wystają liczne gałęzie. Wstawienie osiowe całkowicie się tutaj nie udaje. Potrzebujesz bocznego otworu. Dzielona głowica umożliwia załadowanie dokładnie tej sekcji, która wymaga kompresji. Pozostałe gałęzie zwisają swobodnie poza strefą zagniatania. To precyzyjne ukierunkowanie sprawia, że produkcja niestandardowych kolektorów przemysłowych jest bardzo wydajna.
Modernizacja hali produkcyjnej wymaga jasnego uzasadnienia. Te wyspecjalizowane maszyny zapewniają wymierną poprawę operacyjną. Natychmiastowe zyski widzisz dzięki wskaźnikom wydajności i bezpieczeństwa.
Główną korzyścią jest skrócenie czasu cyklu. Wyeliminowanie procesu gwintowania osiowego przyspiesza produkcję jednostkową. Wyobraź sobie obróbkę ciężkiego, 20-metrowego przewodu hydraulicznego. Przeciągnięcie go przez standardową matrycę wymaga ostrożnej manipulacji od 15 do 20 sekund. Umieszczenie boczne zajmuje tylko dwie sekundy. W przypadku produkcji średnio- i wielkoseryjnej zaoszczędzone sekundy szybko się kumulują. Możesz przetwarzać setki dodatkowych podzespołów na zmianę.
Ergonomia i bezpieczeństwo operatora uległy znacznej poprawie. Podnoszenie ciężkich i nieporęcznych węży przemysłowych powoduje szybkie zmęczenie fizyczne. Standardowe zaciskarki zmuszają operatora do trzymania węża w zawieszeniu podczas jego nawijania. Powoduje to ogromne obciążenie ramion i dolnej części pleców. Ładowanie boczne eliminuje to niewygodne zawieszenie. Operatorzy przykładają wąż bezpośrednio do czoła matrycy. Maszyna natychmiast unosi ciężar. Mniejsze zmęczenie bezpośrednio koreluje z mniejszą liczbą wypadków w miejscu pracy i niższymi wskaźnikami rotacji pracowników.
Kolejnym krytycznym czynnikiem jest łagodzenie szkód. Wstępnie wygięte metalowe rurki i delikatne aluminiowe złączki łatwo zarysowują się. Przepychanie ich przez wąskie szczeliny zwiększa ryzyko deformacji powierzchni. Boczne wejście eliminuje tarcie podczas wkładania. Idealnie ustawiasz część przed zastosowaniem jakiegokolwiek nacisku. Zapobiega to kosztownym złomom.
Wiarygodność wymaga zrównoważonej oceny. Musimy uwzględnić początkowe koszty kapitałowe. Te maszyny otwierane z boku są wyposażone w złożoną hydraulikę z dzieloną głowicą. Mają wyższą cenę początkową zakupu niż podstawowe modele osiowe. Jednak zwrot z inwestycji szybko materializuje się na wyspecjalizowanych liniach montażowych. Odzyskujesz inwestycję poprzez skrócenie czasu pracy. Eliminujesz złom z porysowanych złączek. Twoja przepustowość znacznie wzrasta.
Wybór właściwej maszyny wymaga metodycznej oceny. Nie można po prostu kupić największego dostępnego modelu. Musisz dopasować możliwości sprzętu do konkretnych wymagań produkcyjnych.
Należy określić bezwzględną maksymalną średnicę największej złączki lub kołnierza. Służy to jako podstawowy wskaźnik. Zmierz najszerszy punkt komponentu. Prześwit przy otwieraniu bocznym maszyny musi być dostosowany do tego rozmiaru. Zdecydowanie zalecamy dodanie 10–15% marginesu bezpieczeństwa. Ten margines zapewnia operatorowi możliwość szybkiego włożenia złączki bez ostrożnego ściskania jej poza krawędzie matrycy. Mały luz spowalnia produkcję i stwarza ryzyko uszkodzenia powierzchni montażowej.
Musisz dopasować siłę docisku do najcięższych zastosowań. Zapotrzebowanie na tonaż jest bardzo zróżnicowane w zależności od branży. Standardowe przemysłowe węże gumowe wymagają umiarkowanej siły. I odwrotnie, wielodrutowe spiralne węże hydrauliczne wymagają ogromnej siły zaciskania, aby zabezpieczyć tuleję. Dokładnie oceń swoje obecne i przyszłe zapasy.
Rozważ następujące poziomy wymagań dotyczących wspólnej siły:
Lekkie obciążenia (poniżej 150 ton): Odpowiednie do standardowych węży samochodowych, przewodów HVAC i oplotów jednodrutowych.
Średnie obciążenie (150 - 250 ton): Idealny do dwużyłowych węży hydraulicznych i średnich zastosowań przemysłowych.
Ciężkie obciążenia (ponad 250 ton): Niezbędne w przypadku węży spiralnych od czterech do sześciu drutów i linii wydobywczych o dużej średnicy.
Skala produkcji narzuca optymalny system kontroli. Ręczne tarcze mikrometryczne sprawdzają się dobrze w warsztatach naprawczych o małej liczbie napraw. Wymagają umiejętności operatora, ale pozwalają obniżyć koszty. Jednakże środowiska o dużym nakładzie pracy wymagają cyfrowej precyzji. Zdecydowanie zalecamy sterowanie CNC lub NC w przypadku poważnych hal produkcyjnych. Te systemy cyfrowe zapewniają wysoką powtarzalność. Automatycznie obliczają rozmiary matryc na podstawie specyfikacji węża. Zapewniają również funkcje identyfikowalności, rejestrując każde zaciśnięcie na potrzeby audytów zapewnienia jakości. Eliminuje to domysły i standaryzuje jakość produktu.
Przed zakupem oceń ślad fizyczny. Maszyna z dzieloną głowicą często wymaga różnych kątów dostępu operatora. Standardowe zaciskarki zwykle opierają się o ścianę, co wymaga dostępu ściśle od przodu. Maszyny ładowane z boku mogą wymagać odstępu po bokach. Musisz upewnić się, że układ Twojego obiektu umożliwia ergonomiczny załadunek z boku. Oceń swój kierunek przepływu pracy. Określ, w jaki sposób operatorzy będą przenosić ciężkie węże ze stacji przygotowawczej do zaciskarki.
Oto praktyczna matryca porównawcza, która pomoże Ci w planowaniu obiektu:
Typ maszyny |
Optymalne rozmieszczenie podłogi |
Wymagany dostęp operatora |
Integracja obsługi materiałów |
|---|---|---|---|
Standardowa zaciskarka osiowa |
Przy ścianach lub ciasnych ławkach |
Ściśle przedni prześwit |
Stoły do karmienia w linii prostej |
Zaciskarka z bocznym zasilaniem |
Środkowa podłoga lub wyspy narożne |
Luz przedni i boczny |
Stoły pomostowe w kształcie litery U lub zakrzywione |
Wdrażanie nowego sprzętu to coś więcej niż tylko jego podłączenie. Musisz zarządzać przejściem w swoim zakładzie produkcyjnym. Odpowiednie szkolenia i rygorystyczne procedury konserwacji chronią Twoją inwestycję.
Natychmiast zajmij się krzywą uczenia się. Operatorzy przyzwyczajeni do ciągłych matryc rozwijają pamięć mięśniową. Mechanizm bocznego otwierania zmienia sposób obsługi materiałów. Protokoły bezpieczeństwa ulegają znaczącym zmianom. Dzielona głowica tworzy inne punkty ucisku w porównaniu z maszyną z zamkniętą głowicą. Operatorzy muszą dostosować się do nowych zasad ułożenia dłoni. Musisz przeprowadzić specjalne sesje szkoleniowe w zakresie bezpieczeństwa. Pokaż im dokładnie, gdzie należy chwycić wąż podczas bocznego wprowadzania. Podkreśl, aby podczas cyklu prasowania ręce trzymały się całkowicie z dala od pionowej linii podziału.
Potrzeby w zakresie konserwacji zmieniają się po wprowadzeniu bocznego układu hydraulicznego. Cylindry działania bocznego działają inaczej niż standardowe tłoki osiowe. Wytrzymują nierówne obciążenia, jeśli część jest osadzona nieprawidłowo. To sprawia, że spójne smarowanie matrycy jest absolutnie krytyczne. Musisz codziennie smarować matrycę mistrza. Właściwe smarowanie zmniejsza tarcie. Zapobiega przedwczesnemu zużyciu powierzchni ślizgowych. Zaniedbanie tego kroku prowadzi do zatarcia metalu. Zabrudzona matryca pogarsza precyzję zaciskania i wymaga kosztownych wymian. Prowadź dokładny dziennik konserwacji.
Należy priorytetowo traktować regularną kalibrację. Cechą charakterystyczną tej maszyny jest dzielona głowica. Jest to jednocześnie jego najbardziej wrażliwy element. Obie połówki mechanizmu dociskowego muszą utrzymywać idealne ustawienie. Jeżeli wytrącą się z równowagi, wywierają nierówny nacisk. Tworzy to owalność w gotowym produkcie. Owalny zacisk przecieka pod ciśnieniem. Ustal cotygodniową kontrolę kalibracji. Użyj precyzyjnej suwmiarki do pomiaru średnicy zaciskania pod różnymi kątami. Jeśli wykryjesz różnice, natychmiast przeprowadź ponowną kalibrację głowicy.
Zagniatarki z zasilaniem bocznym służą jako wysoce wyspecjalizowane narzędzia w montażu hydraulicznym. Eliminują poważne geometryczne wąskie gardła powodowane przez złożone, rozgałęzione lub mocno wygięte węże. Eliminując potrzebę gwintowania osiowego, znacznie przyspieszasz produkcję jednostkową.
Powinieneś przeprowadzić prosty audyt swojej obecnej hali produkcyjnej. Przestrzegaj czasów obsługi. Policz liczbę nieparzystych łączników i wstępnie zagiętych rur przechodzących przez linię. Jeśli zauważysz, że operatorzy mają trudności z gwintowaniem tych części, podawanie boczne stanowi odpowiednią poprawę operacyjną. Technologia ta zwraca się po wdrożeniu w celu wyeliminowania odpowiednich mechanicznych wąskich gardeł.
Zachęcamy kupujących do systematycznego podejścia przed sfinalizowaniem zakupu. Poproś o porównanie analizy czasu dla konkretnych zespołów. Przejrzyj dokładnie arkusze specyfikacji technicznych, aby zweryfikować wymiary otworu promieniowego. Zachęcamy do omówienia dokładnej geometrii dopasowania i znalezienia idealnego dopasowania do maszyny skontaktuj się z nami , aby uzyskać spersonalizowane wsparcie inżynieryjne.
Odp.: Tak, są bardzo wszechstronne i mogą równie skutecznie zaciskać standardowe węże proste. Chociaż doskonale radzą sobie z prostymi zadaniami, ich szczególne zalety operacyjne i zwrot z inwestycji są widoczne przede wszystkim w przypadku obróbki skomplikowanych geometrii lub wyjątkowo długich zespołów.
Odp.: Przy prawidłowej kalibracji i konserwacji maszyny z podajnikiem bocznym oferują taką samą precyzję jak tradycyjne modele osiowe. Zaawansowane cyfrowe sterowanie pozwala tym maszynom zachować wąskie tolerancje, często mieszczące się w granicach 0,1 mm, zapewniając za każdym razem idealnie uszczelnione i jednolite zagniatanie.
Odp.: Modele z zasilaniem bocznym zazwyczaj wymagają częstszych kontroli mechanizmu otwierania bocznego i ustawienia głowicy dzielonej. Ponieważ głowa się rozdziela, musisz upewnić się, że połówki są idealnie dopasowane. Jednak podstawowa codzienna konserwacja matrycy i kontrola płynu hydraulicznego pozostają standardowe w przypadku obu typów maszyn.



