Просмотры: 0 Автор: Редактор сайта Время публикации: 11.06.2026 Происхождение: Сайт











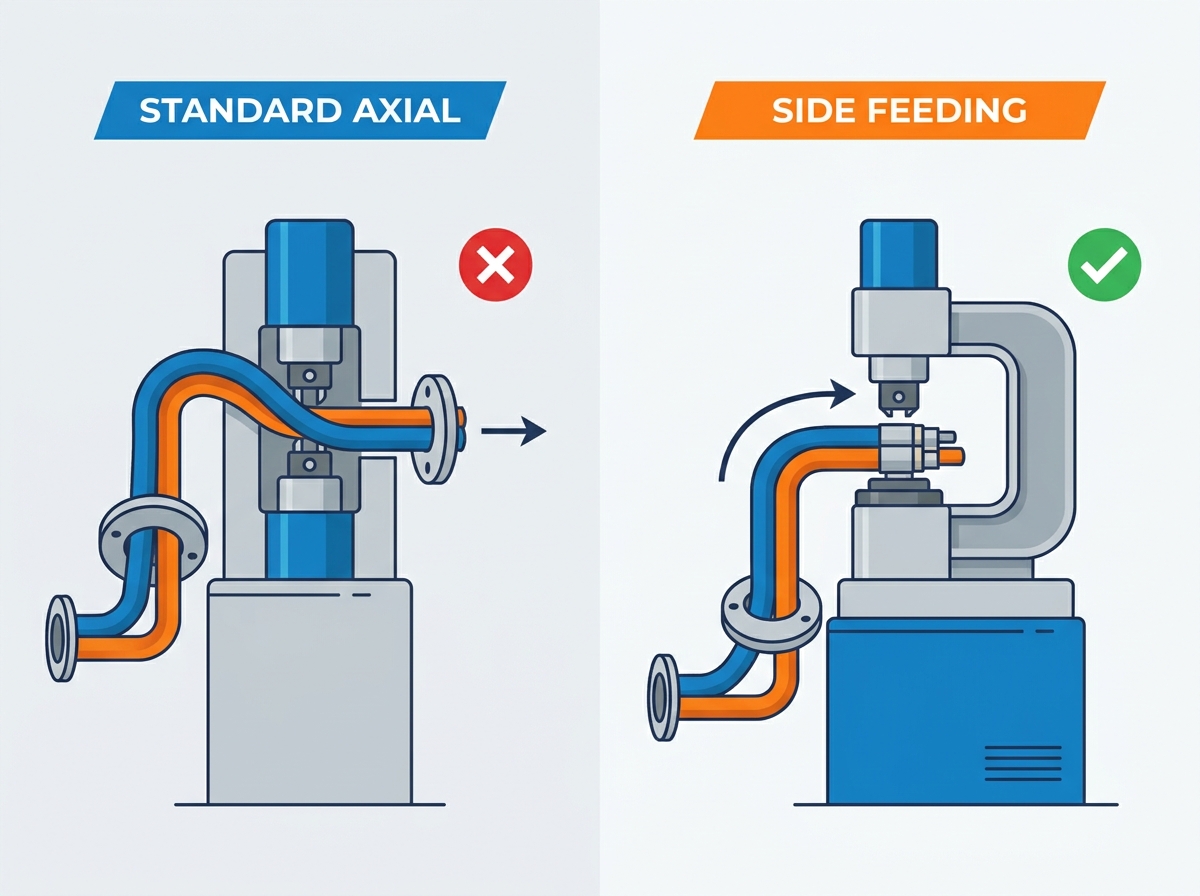
Сложные сборки шлангов часто создают серьезные узкие места на традиционных производственных участках. Обычно вы сталкиваетесь с этими задержками при обработке шлангов с большими фланцами, сильными изгибами или разветвленной конфигурацией. Стандартные щипцы с фронтальной подачей вынуждают операторов выполнять сложные маневры. Осевая резьба требует дополнительного времени и резко увеличивает риск повреждения предварительно согнутых трубок. Прорезание длинной нити через узкую матрицу просто замедляет вас.
А Машина для обжима шлангов с боковой подачей полностью устраняет эти геометрические ограничения. Он открывается сбоку, позволяя вставлять прямо сбоку. Вы полностью обходите ограничительную осевую подачу. Однако обоснование этого обновления требует тщательной оценки. Вы должны сопоставить конкретные характеристики машины с точными объемами производства. Согласовав возможности радиального открывания и системы управления с вашими ежедневными типами сборки, вы достигнете измеримого увеличения производительности. В этой статье подробно описаны структурные преимущества, основные области применения и основные критерии покупки этих специализированных промышленных обжимных машин.
Машины с боковой подачей специально разработаны для сложных, необычных по форме или слишком длинных шлангов в сборе, которые не могут иметь осевую резьбу.
Основным фактором рентабельности инвестиций является сокращение времени обработки и физической усталости оператора, что напрямую влияет на время цикла на единицу продукции.
Важнейшими критериями покупки являются максимальное радиальное отверстие станка, универсальность набора штампов и интеграция систем управления с ЧПУ для обеспечения повторяемой точности.
Внедрение требует специальной подготовки оператора по технике безопасности, поскольку механизм бокового открывания принципиально отличается от обжимных машин с закрытой головкой.
Стандартные щипцы с закрытой головкой прекрасно справляются с прямыми шлангами. Вы пропускаете конец шланга в осевом направлении через центр матрицы. Пресс равномерно закрывается вокруг фитинга. Однако физические ограничения быстро возникают, когда вы вводите сложную геометрию. Попробуйте продеть жесткое металлическое колено под углом 90 градусов через стандартную непрерывную матрицу. Он часто отказывается очищать ограничитель обратного хода. Двусторонние крупные фитинги создают одинаковые препятствия. Нельзя продеть громоздкий фланец через отверстие, рассчитанное строго на внешний диаметр шланга. Разветвленные коллекторы создают невозможные проблемы с зазором.
Эти ограничения неизбежно вызывают серьезные затруднения в рабочем процессе. Вы можете наблюдать, как операторы изо всех сил пытаются манипулировать тяжелыми шлангами. Они скручивают и проталкивают длинные сборки через узкие наборы штампов. Такое постоянное маневрирование резко замедляет крупносерийное производство. Это также вызывает заметное напряжение оператора. Рабочие несут физическую нагрузку, пытаясь выполнить точное выравнивание. Риск ошибки сборки резко возрастает, когда операторы борются с оборудованием.
Решение с боковой подачей коренным образом меняет эту механическую динамику. Вместо сплошной круглой головки обжимная головка разделяется и открывается вбок. В зависимости от производителя вы увидите модели, открывающиеся горизонтально или вертикально. Такая конструкция создает широкий боковой зазор. Операторы помещают фитинг сбоку непосредственно в центр матрицы. Вы полностью избавляетесь от необходимости пропускать шланг по всей длине через ограниченное пространство. Такое прямое боковое размещение исключает скручивание. Он мгновенно фиксирует заготовку. Производство вновь набирает обороты.
Гидравлические агрегаты имеют огромное разнообразие форм и размеров. Некоторые отрасли в значительной степени полагаются на неправильную геометрию. Здесь механизм боковой загрузки становится незаменимым.
На автомобильных производствах ежедневно обрабатываются тысячи уникальных трубопроводов для жидкостей. Линии кондиционирования воздуха и шланги гидроусилителя рулевого управления редко идут по прямым маршрутам. Инженеры проектируют эти шланги так, чтобы они охватывали блоки двигателя и компоненты шасси. На сборочной линии вы часто видите сильно обработанные или предварительно согнутые трубы. Стандартная вставка для этих деталей физически невозможна. Вы не можете прорезать жесткую змеевидную трубку в осевом направлении. Боковой вход легко справляется с этими странными углами. Операторы опускают изогнутую трубку прямо в открытую матрицу. Машина закрывает, обжимает и отпускает деталь, не требуя неловкого вращения.
Тяжелая техника опирается на массивные гидравлические линии. В землеройном оборудовании и горнодобывающих установках используются шланги с промышленными фланцами увеличенного размера. Эти концевые фитинги часто превышают максимальную открывающую способность стандартных наборов матриц. Оператор не может протолкнуть массивный фланцевый блок через стандартное отверстие обжимного устройства. Конструкция с боковой разъемной головкой обеспечивает необходимый зазор. Вы вставляете корпус шланга за фланец. Матрица зажимает наконечник, а фланец увеличенного размера надежно лежит за пределами зоны прессования. Эта возможность оказывается жизненно важной для морского, морского и тяжелого строительного секторов.
Современная прокладка жидкости иногда требует сложных коллекторов. Вы часто будете сталкиваться с Y-образными, Т-образными соединениями и многопортовыми блоками. Стандартный корпус шланга не может пройти через непрерывную круглую фильеру, если несколько ответвлений выходят из центра. Осевое введение здесь совершенно неэффективно. Вам нужно боковое отверстие. Разделенная головка позволяет загружать именно ту часть, которая нуждается в сжатии. Остальные ветви свободно свисают за пределами зоны обжатия. Такая точная ориентация делает производство индивидуальных промышленных коллекторов высокоэффективным.
Модернизация цеха требует четкого обоснования. Эти специализированные машины обеспечивают измеримые эксплуатационные улучшения. Вы видите немедленную отдачу благодаря показателям эффективности и безопасности.
Сокращение времени цикла выступает в качестве основного преимущества. Устранение процесса осевой резьбы ускоряет производство единицы продукции. Представьте себе, что вы обрабатываете тяжелую 20-футовую гидравлическую линию. Продевание его через стандартную матрицу занимает от 15 до 20 секунд тщательных манипуляций. Боковое размещение занимает всего две секунды. При производстве средних и больших объемов эти сэкономленные секунды быстро увеличиваются. За смену можно обрабатывать сотни дополнительных сборок.
Эргономика и безопасность оператора значительно улучшаются. Подъем тяжелых, громоздких промышленных шлангов вызывает быструю физическую усталость. Стандартные щипцы вынуждают операторов удерживать шланг в подвешенном состоянии во время его продевания. Это создает огромную нагрузку на плечи и поясницу. Боковая загрузка устраняет эту неуклюжую подвеску. Операторы подносят шланг непосредственно к головке штампа. Машина немедленно принимает на себя вес. Меньшая утомляемость напрямую коррелирует с меньшим количеством травм на рабочем месте и более низкой текучестью кадров.
Смягчение ущерба служит еще одним важным фактором. Предварительно изогнутые металлические трубки и хрупкие алюминиевые фитинги легко царапаются. Проталкивание их через узкие зазоры увеличивает риск деформации поверхности. Боковой вход устраняет трение при вставке. Вы идеально позиционируете деталь, прежде чем прикладывать какое-либо давление. Это предотвращает дорогостоящий брак.
Надежность требует сбалансированной оценки. Мы должны признать первоначальные капитальные затраты. Эти машины с боковым открыванием оснащены сложной гидравликой с раздельной головкой. Их первоначальная закупочная цена выше, чем у базовых осевых моделей. Однако окупаемость инвестиций быстро окупается на специализированных сборочных линиях. Вы окупите инвестиции за счет сокращения рабочего времени. Вы удаляете мусор из поцарапанной арматуры. Ваша пропускная способность значительно увеличивается.
Выбор правильной машины требует методической оценки. Вы не можете просто купить самую большую доступную модель. Вы должны сопоставить возможности оборудования с вашими конкретными производственными потребностями.
Вы должны определить абсолютный максимальный диаметр вашего наибольшего фитинга или фланца. Это служит вашей базовой метрикой. Измерьте самую широкую точку компонента. Зазор бокового проема машины должен соответствовать этому размеру. Мы настоятельно рекомендуем добавить запас прочности от 10 до 15 процентов. Этот запас гарантирует, что операторы смогут быстро вставить фитинг, не продавливая его за края матрицы. Малый зазор замедляет производство и может повредить поверхность фитинга.
Вам необходимо подобрать силу нажатия для самых сложных задач. Требования к тоннажу сильно различаются в зависимости от отрасли. Стандартные промышленные резиновые шланги требуют умеренного усилия. И наоборот, многопроволочные спиральные гидравлические шланги требуют огромной силы прижима для закрепления наконечника. Тщательно оцените свои текущие и будущие запасы.
Рассмотрим следующие общие уровни требований к силам:
Легкий режим (до 150 тонн): подходит для стандартных автомобильных шлангов, линий HVAC и однопроволочных оплеток.
Средняя нагрузка (150–250 тонн): Идеально подходит для двухпроводных гидравлических шлангов и среднего промышленного применения.
Тяжелый режим (более 250 тонн): необходим для четырех-шестипроводных спиральных шлангов и горнодобывающих линий большого диаметра.
Масштаб вашего производства диктует оптимальную систему управления. Ручные микрометры хорошо подходят для ремонтных мастерских с небольшим объемом работ. Они требуют навыков оператора, но позволяют снизить затраты. Однако работа с большими объемами данных требует цифровой точности. Мы настоятельно рекомендуем системы ЧПУ или ЧПУ для серьезных производственных цехов. Эти цифровые системы обеспечивают высокую повторяемость. Они автоматически рассчитывают размеры матрицы на основе характеристик шланга. Они также предоставляют функции отслеживания, регистрируя каждое обжатие для проверки качества. Это исключает необходимость догадок и стандартизирует качество вашей продукции.
Перед покупкой оцените физические размеры. Машина с разделенной головкой часто требует разных углов доступа оператора. Стандартные щипцы обычно располагаются у стены и требуют строго фронтального доступа. Машинам с боковой загрузкой может потребоваться зазор по бокам. Вы должны убедиться, что планировка вашего предприятия поддерживает эргономичную боковую загрузку. Оцените направление вашего рабочего процесса. Определите, как операторы будут перемещать тяжелые шланги с подготовительной станции на обжимной станок.
Вот практическая сравнительная матрица, которая поможет при планировании вашего предприятия:
Тип машины |
Оптимальное размещение пола |
Требуется доступ оператора |
Интеграция погрузочно-разгрузочных работ |
|---|---|---|---|
Стандартный осевой обжимной инструмент |
У стен или тесных скамеек |
Строго фронтальный клиренс |
Столы для кормления с прямой линией |
Щипцы с боковой подачей |
Центральный этаж или угловые острова |
Передний и боковой зазор |
П-образные или изогнутые промежуточные столы. |
Развертывание нового оборудования предполагает нечто большее, чем просто его подключение. Вы должны управлять переходом в своем цехе. Надлежащее обучение и строгие процедуры технического обслуживания защищают ваши инвестиции.
Немедленно обратитесь к кривой обучения. Операторы, привыкшие к непрерывным штампам, развивают мышечную память. Механизм бокового открытия меняет способ обращения с материалами. Протоколы безопасности существенно меняются. Разделенная головка создает другие точки защемления по сравнению с машиной с закрытой головкой. Операторы должны адаптироваться к новым правилам размещения рук. Вы должны проводить специальные тренинги по технике безопасности. Покажите им, где именно следует держать шланг при боковом введении. Во время цикла нажатия старайтесь держать руки подальше от вертикальной линии разделения.
Потребности в техническом обслуживании меняются при внедрении боковой гидравлики. Цилиндры бокового действия работают иначе, чем стандартные аксиальные поршни. Они несут неравномерную нагрузку, если деталь сидит неправильно. Это делает постоянную смазку штампа абсолютно важной. Вы должны смазывать мастер-матрицу ежедневно. Правильная смазка снижает трение. Предотвращает преждевременный износ поверхностей скольжения. Пренебрежение этим этапом приводит к истиранию металла. Изношенная матрица снижает точность обжима и требует дорогостоящей замены. Ведите строгий журнал технического обслуживания.
Вы должны уделять приоритетное внимание регулярной калибровке. Отличительной особенностью этой машины является разделенная головка. Это также его наиболее чувствительный компонент. Две половины прижимного механизма должны сохранять идеальное выравнивание. Если они отклоняются от выравнивания, они оказывают неравномерное давление. Это создаст овальность готового изделия. Овальный обжим протекает под давлением. Организуйте еженедельную проверку калибровки. Используйте прецизионные штангенциркули для измерения диаметра обжима под разными углами. Если вы обнаружите отклонения, немедленно откалибруйте головку.
Обжимные машины с боковой подачей служат узкоспециализированными инструментами при гидравлической сборке. Они устраняют серьезные геометрические узкие места, возникающие из-за сложных, разветвленных или сильно изогнутых шлангов. Устраняя необходимость в осевой резьбе, вы значительно ускоряете производство единицы продукции.
Вам следует провести простой аудит вашего текущего производственного цеха. Соблюдайте время обработки. Подсчитайте количество нестандартных фитингов и предварительно изогнутых трубок, проходящих через вашу линию. Если вы заметили, что операторы изо всех сил пытаются нарезать резьбу на этих деталях, боковая подача представляет собой соответствующее обновление операционной системы. Эта технология окупается при использовании в правильных механических узких местах.
Мы призываем покупателей применять системный подход перед завершением покупки. Запросите сравнение времени для ваших конкретных сборок. Внимательно просмотрите технические характеристики, чтобы проверить размеры радиального отверстия. Чтобы обсудить точную геометрию фитинга и найти идеально подходящую машину, не стесняйтесь свяжитесь с нами для индивидуальной технической поддержки.
О: Да, они очень универсальны и могут так же эффективно обжимать стандартные прямые шланги. Хотя они прекрасно справляются с простыми задачами, вы осознаете их особые эксплуатационные преимущества и рентабельность инвестиций, прежде всего, при обработке сложной геометрии или исключительно длинных сборок.
Ответ: При правильной калибровке и обслуживании машины с боковой подачей обеспечивают такую же точность, как и традиционные осевые модели. Усовершенствованное цифровое управление позволяет этим машинам выдерживать жесткие допуски, часто в пределах 0,1 мм, каждый раз обеспечивая идеальное и равномерное обжатие.
О: Модели с боковой подачей обычно требуют более частой проверки механизма бокового открывания и выравнивания раздельной головки. Поскольку голова разделяется, вы должны убедиться, что половинки идеально выровнены. Однако базовое ежедневное обслуживание штампа и проверка гидравлической жидкости остаются стандартными для машин обоих типов.



