Vaatamised: 0 Autor: saidi toimetaja Avaldamisaeg: 2026-06-11 Päritolu: Sait











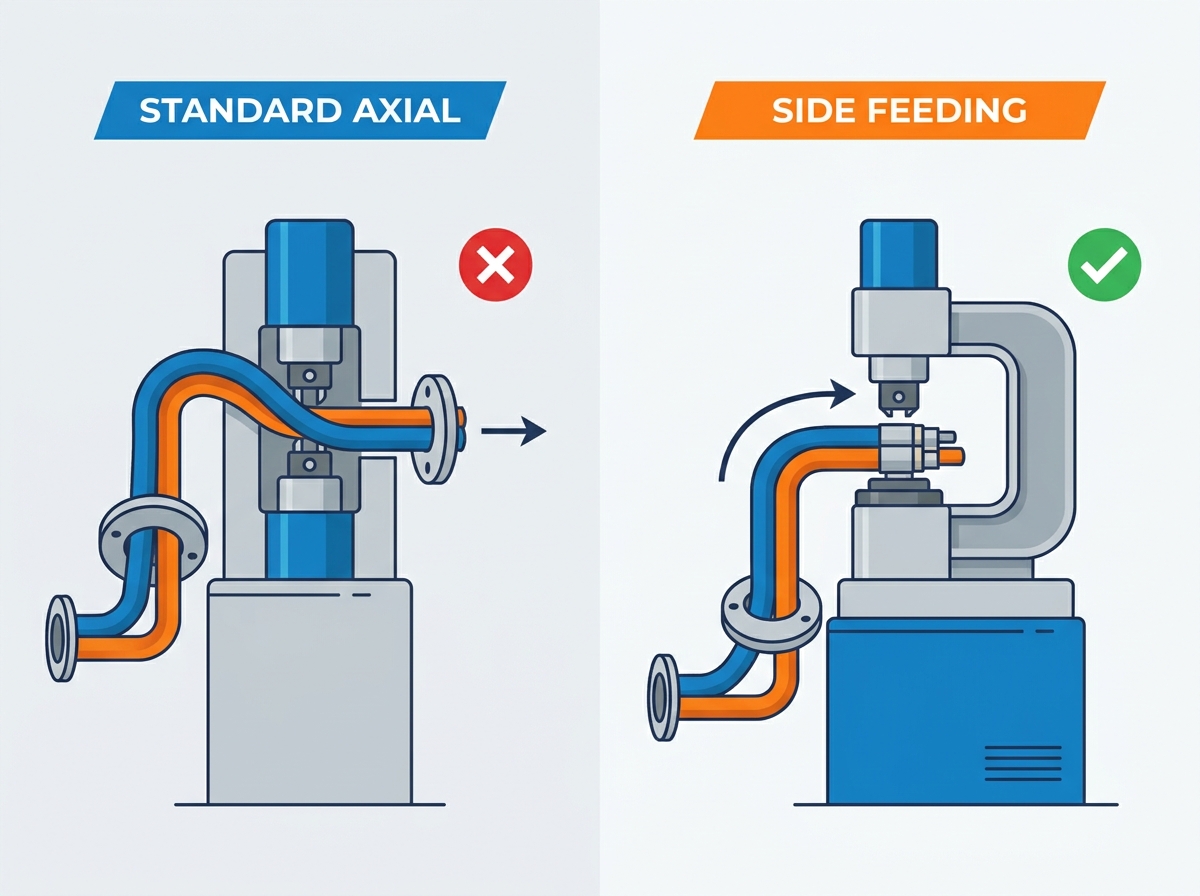
Keerulised voolikusõlmed tekitavad traditsioonilistel tootmispõrandatel sageli tõsiseid kitsaskohti. Tavaliselt kohtate neid viivitusi suurte äärikute, tugevate painde või hargnenud konfiguratsiooniga voolikute töötlemisel. Standardsed eessöötmisega pressijad sunnivad operaatorid tegema keerulisi manöövreid. Aksiaalne keermestamine nõuab liigset käsitsemisaega ja suurendab järsult eelpainutatud torude kahjustamise ohtu. Pikkade jooksude keermestamist läbi kitsa matriitsi lihtsalt aeglustab.
A külgmise etteandevooliku pressimismasin lahendab need geomeetrilised piirangud täielikult. See avaneb külgmiselt, võimaldades otsest küljele sisestamist. Te jätate piiravast aksiaalsest etteandest täielikult mööda. Selle täienduse õigustamine nõuab aga hoolikat hindamist. Peate sobitama konkreetsed masina spetsifikatsioonid oma täpsete tootmismahtudega. Joondades radiaalse avamise võimsused ja juhtimissüsteemid oma igapäevaste koostetüüpidega, saavutate mõõdetavat läbilaskevõimet. Selles artiklis kirjeldatakse nende spetsiaalsete tööstuslike pressijate struktuurilisi eeliseid, põhilisi rakendusi ja olulisi ostukriteeriume.
Külgmised etteandemasinad on spetsiaalselt konstrueeritud keerukate, veidra kujuga või liiga pikkade voolikukoostude jaoks, mida ei saa aksiaalselt keermestada.
ROI peamine tegur on operaatori käsitsemisaja ja füüsilise väsimuse vähendamine, mis mõjutab otseselt tsükliaega ühiku kohta.
Otsustavad ostukriteeriumid hõlmavad masina maksimaalset radiaalset avanemist, stantsikomplekti mitmekülgsust ja CNC-juhtseadiste integreerimist korratava täpsuse tagamiseks.
Rakendamine nõuab operaatori spetsiaalset ohutuskoolitust, kuna külgmine avanemismehhanism erineb põhimõtteliselt suletud peaga klambritest.
Tavalised suletud peaga pressijad saavad sirgete voolikutega ilusti hakkama. Toite vooliku otsa aksiaalselt läbi matriitsi keskosa. Press sulgub ühtlaselt liitmiku ümber. Keeruliste geomeetriate juurutamisel ilmnevad aga kiiresti füüsilised piirangud. Proovige keermestada 90-kraadine jäik metallist küünarnukk läbi tavalise pideva matriitsi. Sageli keeldub see tagastustõkkeid tühjendamast. Kahe otsaga suured liitmikud loovad identsed teetõkked. Mahukat äärikut ei saa lasta läbi ava, mis on ette nähtud rangelt vooliku välisläbimõõdu jaoks. Hargnenud kollektorid põhjustavad võimatuid kliirensi probleeme.
Need piirangud põhjustavad paratamatult tõsiseid töövoo kitsaskohti. Võite vaadata, kuidas operaatorid raskete voolikutega manipuleerimisel vaeva näevad. Need keerutavad ja sunnivad pikki koostu läbi kitsaste stantsikomplektide. Selline pidev manööverdamine aeglustab suures mahus tootmist drastiliselt. See põhjustab ka operaatori märgatavat pinget. Töötajad kannavad füüsilist koormust, püüdes samas täpselt joondada. Koostevigade oht tõuseb taevasse, kui operaatorid seadmega võitlevad.
Külgtoidu lahendus muudab seda mehaanilist dünaamikat põhjalikult. Pideva ringikujulise pea asemel murdub presspea ja avaneb külgsuunas. Sõltuvalt tootjast näete mudeleid, mis avanevad kas horisontaalselt või vertikaalselt. See disain loob laia külgvahe. Operaatorid asetavad liitmiku küljelt otse matriitsi keskele. Te eirate täielikult vajadust juhtida kogu vooliku pikkust läbi piiratud ruumi. See otsene külgmine paigutus välistab keerdumise. See kinnitab töödeldava detaili koheselt. Tootmine saab taas hoo sisse.
Vedeliku jõusõlmed hõlmavad tohutul hulgal erinevaid kujundeid ja suurusi. Teatud sektorid sõltuvad suuresti ebakorrapärasest geomeetriast. Siin muutub külglaadimismehhanism asendamatuks.
Autotööstuse põrandatel töödeldakse iga päev tuhandeid unikaalseid vedelikuliine. Kliimaseadme torud ja roolivõimendi voolikud kulgevad harva sirgeid teid pidi. Insenerid kujundavad need voolikud mootoriplokkide ja šassii komponentide ümber põimumiseks. Sageli näete koosteliinil tugevalt manipuleeritud või eelnevalt painutatud torusid. Nende osade standardne sisestamine on füüsiliselt võimatu. Jäika serpentiintoru ei saa aksiaalselt keermestada. Külgmine sisend käsitleb neid veidraid nurki pingutuseta. Operaatorid kukutavad painutatud toru otse avatud matriitsisse. Masin sulgub, surub kokku ja vabastab osa, ilma et oleks vaja ebamugavat pöörata.
Rasked masinad toetuvad massiivsetele hüdroliinidele. Pinnase teisaldusseadmed ja kaevandusplatvormid kasutavad voolikuid, mille otsad on ülegabariidiliste tööstuslike äärikutega. Need otsaliitmikud ületavad sageli standardsete stantsikomplektide maksimaalset avamisvõimsust. Operaator ei saa suruda massiivset äärikuplokki läbi standardse pressimisava. Külgmine poolitatud peaga disain tagab vajaliku kliirensi. Libistate vooliku korpuse ääriku taha. Matriit kinnitub ümbrise külge, samas kui liiga suur äärik toetub ohutult survetsoonist väljapoole. See võime osutub elutähtsaks mere-, avamere- ja raskeehitussektoris.
Kaasaegne vedeliku suunamine nõuab mõnikord keerukaid kollektoreid. Tihti kohtate Y-liideseid, T-liiteid ja mitme pordiga plokke. Tavaline vooliku korpus ei saa läbida pidevat ringikujulist stantsi, kui keskelt ulatub välja mitu haru. Aksiaalne sisestamine ebaõnnestub siin täielikult. Teil on vaja külgmist ava. Poolitatud pea võimaldab laadida täpselt kokkusurumist vajava lõigu. Teised oksad ripuvad vabalt väljaspool pressimisala. See täpne sihtimine muudab kohandatud tööstuslike kollektorite valmistamise väga tõhusaks.
Poe põranda uuendamine nõuab selget põhjendust. Need spetsiaalsed masinad tagavad mõõdetavad töötäiustused. Tõhususe ja ohutuse mõõdikute kaudu näete kohest tulu.
Tsükliaja vähendamine on peamine eelis. Aksiaalse keermestamise protsessi kõrvaldamine kiirendab teie tootmist ühiku kohta. Kujutage ette raske 20 jala pikkuse hüdroliini töötlemist. Selle keermestamiseks läbi tavalise matriitsi kulub 15–20 sekundit hoolikat manipuleerimist. Külgmine paigutus võtab vaid kaks sekundit. Keskmise kuni suure mahuga tootmistsükli jooksul ühendavad need säästetud sekundid kiiresti. Saate töödelda sadu täiendavaid koostu vahetuse kohta.
Ergonoomika ja operaatori ohutus paranevad järsult. Raskete ja tülikate tööstusvoolikute tõstmine põhjustab kiiret füüsilist väsimust. Tavalised pressijad sunnivad operaatoreid hoidma voolikut keermestamise ajal rippumas. See tekitab õlgadele ja alaseljale tohutu koormuse. Külglaadimine välistab selle ebamugava vedrustuse. Operaatorid viivad vooliku otse matriitsi esiküljele. Masin kannab raskuse koheselt. Vähem väsimus on otseses korrelatsioonis vähemate töövigastuste ja madalama tööjõu voolavuse määraga.
Kahjude leevendamine on veel üks oluline tegur. Eelnevalt painutatud metalltorud ja õrnad alumiiniumist liitmikud kriimustuvad kergesti. Nende sundimine läbi kitsaste vahekauguste suurendab pinna deformatsiooni ohtu. Külgmine sisend eemaldab sisestamisel tekkiva hõõrdumise. Enne surve avaldamist paigutate osa ideaalselt. See hoiab ära kuluka jäägi.
Usaldusväärsus nõuab tasakaalustatud hindamist. Peame tunnistama esialgseid kapitalikulusid. Nendel küljelt avatavatel masinatel on keerukas poolitatud peaga hüdraulika. Nende esialgne ostuhind on kõrgem kui tavalistel aksiaalmudelitel. Kuid ROI realiseerub kiiresti spetsiaalsetel koosteliinidel. Te saate investeeringu tagasi tänu lühendatud töötundidele. Eemaldate kriimustatud liitmike jäägid. Teie läbilaskevõime suureneb oluliselt.
Õige masina valimine nõuab metoodilist hindamist. Te ei saa lihtsalt osta suurimat saadaolevat mudelit. Peate sobitama seadmete võimalused oma konkreetsete tootmisnõuetega.
Peate määrama oma suurima liitmiku või ääriku absoluutse maksimaalse läbimõõdu. See toimib teie baasmõõdikuna. Mõõtke komponendi kõige laiem punkt. Masina küljelt avanev kliirens peab selle suuruse mugavalt ära mahutama. Soovitame tungivalt lisada 10–15 protsenti ohutusvaru. See varu tagab, et operaatorid saavad liitmiku kiiresti sisestada, ilma seda ettevaatlikult matriitsi servadest mööda pigistamata. Tihe kliirens aeglustab tootmist ja võib liitmiku pinda kahjustada.
Peate kohandama survejõu kõige raskematele rakendustele. Tonnaažinõuded on tööstusharudes väga erinevad. Standardsed tööstuslikud kummivoolikud nõuavad mõõdukat jõudu. Vastupidi, mitmejuhtmelised spiraalsed hüdrovoolikud nõuavad ümbrise kinnitamiseks tohutut survejõudu. Hinnake oma praegust ja tulevast laoseisu hoolikalt.
Mõelge järgmistele ühistele jõunõuete tasemetele:
Kerge koormus (alla 150 tonni): sobib tavaliste autovoolikute, HVAC-liinide ja ühejuhtmeliste punutiste jaoks.
Keskmine koormus (150–250 tonni): ideaalne kahejuhtmeliste hüdrovoolikute ja keskmise suurusega tööstuslike rakenduste jaoks.
Tugev (üle 250 tonni): vajalik nelja- kuni kuuejuhtmeliste spiraalvoolikute ja suure läbimõõduga kaevandusliinide jaoks.
Teie tootmisskaala määrab optimaalse juhtimissüsteemi. Manuaalsed mikromeetrid sobivad hästi väikesemahuliste remonditöökodade jaoks. Need nõuavad operaatori oskusi, kuid hoiavad kulusid madalal. Suuremahulised keskkonnad nõuavad aga digitaalset täpsust. Tõsiste tootmispõrandate jaoks soovitame tungivalt CNC- või NC-juhtseadmeid. Need digitaalsed süsteemid tagavad suure korratavuse. Nad arvutavad matriitsi suurused automaatselt vooliku spetsifikatsioonide põhjal. Need pakuvad ka jälgitavuse funktsioone, registreerides kvaliteedi tagamise auditite jaoks kõik kriimud. See välistab oletused ja standardiseerib teie toote kvaliteedi.
Enne ostmist hinnake füüsilist jalajälge. Jagatud peaga masin nõuab sageli operaatori erinevat juurdepääsunurka. Tavalised krimpsutajad istuvad tavaliselt vastu seina, nõudes rangelt eesmist juurdepääsu. Külglaadimismasinad võivad vajada külgedel vaba ruumi. Peate tagama, et teie rajatise paigutus toetab ergonoomilist külglaadimist. Hinnake oma töövoo suunda. Tehke kindlaks, kuidas operaatorid liigutavad rasked voolikud ettevalmistusjaamast pressimisseadmesse.
Siin on praktiline võrdlusmaatriks, mis juhib teie rajatise planeerimist:
Masina tüüp |
Optimaalne põranda paigutus |
Nõutav operaatori juurdepääs |
Materjalikäitluse integreerimine |
|---|---|---|---|
Standardne aksiaalne krimpsutaja |
Vastu seinu või kitsaid pinke |
Rangelt eesmine kliirens |
Sirgejoonelised söötmislauad |
Küljesöötmise krimps |
Keskkorruse või nurgasaared |
Eesmine ja külgmine kliirens |
U-kujulised või kumerad lavastuslauad |
Uute seadmete kasutuselevõtt hõlmab enamat kui lihtsalt nende ühendamist. Üleminekuga peate hakkama saama oma kaupluse korrusel. Nõuetekohane koolitus ja ranged hooldusprotseduurid kaitsevad teie investeeringut.
Tegelege kohe õppimiskõveraga. Pidevate suretustega harjunud operaatorid arendavad lihasmälu. Külgmine avamismehhanism muudab materjalide käsitsemist. Ohutusprotokollid muutuvad oluliselt. Lõhestatud pea tekitab kinnise peaga masinaga võrreldes erinevaid pigistuspunkte. Operaatorid peavad kohanema uute käte paigutamise reeglitega. Peate läbi viima spetsiaalsed ohutuskoolitused. Näidake neile täpselt, kust voolikut külgmise sisestamise ajal haarata. Rõhutage, et käed hoiaksid pressimise ajal vertikaalsest poolitusjoonest täiesti eemal.
Külghüdraulika kasutuselevõtul muutuvad hooldusvajadused. Külgtoimega silindrid töötavad erinevalt tavalistest aksiaalkolbidest. Need kannavad ebaühtlast koormust, kui osa istub valesti. See muudab stantside pideva määrimise ülioluliseks. Peate määrima kapten sureb iga päev. Õige määrimine vähendab hõõrdumist. See hoiab ära libisevate pindade enneaegse kulumise. Selle sammu tähelepanuta jätmine põhjustab metalli lõhenemist. Sappstants rikub teie pressimistäpsust ja nõuab kulukaid asendusi. Pidage ranget hoolduspäevikut.
Peate eelistama regulaarset kalibreerimist. Selle masina iseloomulik tunnus on poolitatud pea. See on ka selle kõige tundlikum komponent. Pressimismehhanismi kaks poolt peavad säilitama täiusliku joonduse. Kui need triivivad joondusest välja, avaldavad nad ebaühtlast survet. See loob teie valmistootes ovaalsuse. Surve all lekib ovaalne press. Tehke iganädalane kalibreerimiskontroll. Kasutage täppispidureid, et mõõta pressimisdiameetrit mitme nurga all. Kui avastate erinevusi, kalibreerige pea kohe uuesti.
Külgtoiduga pressimismasinad toimivad vedeliku jõuseadmete koostamisel kõrgelt spetsialiseeritud tööriistadena. Need kõrvaldavad rasked geomeetrilised kitsaskohad, mida põhjustavad keerukad, hargnenud või tugevalt painutatud voolikud. Eemaldades vajaduse aksiaalse keermestamise järele, kiirendate oluliselt ühiku tootmist.
Peaksite oma praeguse tootmispinna lihtsa auditi läbi viima. Jälgige oma käsitsemisaegu. Loendage teie liini läbivate paaritute liitmike ja eelpainutatud torude arv. Kui märkate, et operaatoritel on nende osade keermestamiseks raskusi, tähendab külgsöötmine sobivat toimimist. See tehnoloogia tasub ennast ära, kui seda kasutatakse õigete mehaaniliste kitsaskohtade vastu.
Soovitame ostjatel enne ostu sooritamist süsteemselt läheneda. Taotlege oma konkreetsete koostude jaoks aja-uuringu võrdlust. Radiaalsete avauste mõõtmete kontrollimiseks vaadake tehniliste andmete lehed hoolikalt üle. Täpse sobivuse geomeetria arutamiseks ja sobiva masina leidmiseks tehke seda julgelt võtke meiega ühendust . isikupärastatud inseneritoe saamiseks
V: Jah, need on väga mitmekülgsed ja suudavad standardseid sirgeid voolikuid sama tõhusalt pressida. Kuigi nad saavad lihtsate ülesannetega suurepäraselt hakkama, mõistate nende spetsiifilist eelist ja investeeringutasuvust eelkõige keeruliste geomeetriate või erakordselt pikkade sõlmede töötlemisel.
V: Kui külgsöötmismasinad on korralikult kalibreeritud ja hooldatud, pakuvad need sama täpsust kui traditsioonilised aksiaalsed mudelid. Täiustatud digitaalsed juhtnupud võimaldavad neil masinatel hoida häid tolerantse, jäädes sageli 0,1 mm piiresse, tagades iga kord ideaalselt tihendatud ja ühtlase pressimise.
V: Külgtoiduga mudelid nõuavad üldiselt külgmise avamise mehhanismi ja poolitatud pea joondamise sagedasemat kontrolli. Kuna pea eraldub, peate tagama, et pooled oleksid ideaalselt joondatud. Põhiline igapäevane stantside hooldus ja hüdraulikavedeliku kontroll jäävad siiski mõlema masinatüübi standardseks.



