










複雑なホース アセンブリは、従来の生産現場で深刻なボトルネックを引き起こすことがよくあります。通常、大きなフランジ、激しい曲がり、または分岐構成を備えたホースを処理するときに、このような遅延が発生します。標準的なフロントフィード圧着機では、オペレータは困難な操作を強いられます。軸方向のねじ切りには余分な取り扱い時間が必要となり、事前に曲げられたチューブを損傷するリスクが大幅に増加します。狭いダイに長いランを通すと、単純に速度が低下します。
あ サイドフィードホース圧着機は、 これらの幾何学的制約を完全に解決します。横に開くので横から直接挿入できます。制限的な軸方向送りを完全にバイパスします。ただし、このアップグレードを正当化するには慎重な評価が必要です。特定のマシンの仕様を正確な生産量に一致させる必要があります。半径方向の開口部の容量と制御システムを日常の組み立てタイプに合わせることにより、目に見えるスループットの向上が実現します。この記事では、これらの特殊な産業用圧着機の構造上の利点、主な用途、および重要な購入基準について詳しく説明します。
サイドフィードマシンは、軸方向にねじを切ることができない複雑な、異形の、または過度に長いホースアセンブリ用に特別に設計されています。
ROI を促進する主な要因は、オペレータの処理時間と肉体的疲労の削減であり、ユニットあたりのサイクル タイムに直接影響します。
重要な購入基準には、機械の最大半径方向開口部、ダイセットの多用途性、再現性のある精度を実現するための CNC 制御の統合が含まれます。
横方向の開放機構はクローズドヘッド圧着機とは根本的に異なるため、実装にはオペレータの特別な安全トレーニングが必要です。
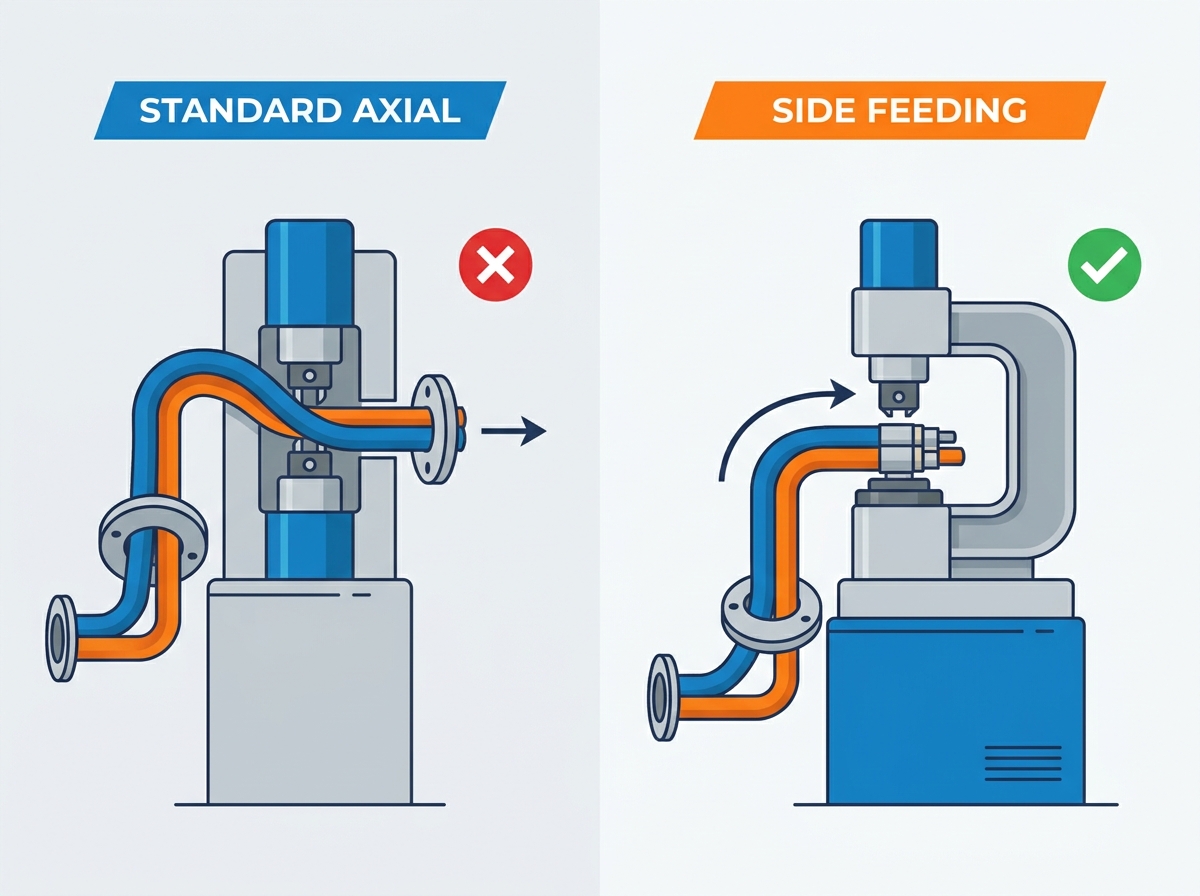
標準のクローズドヘッドクリンパはストレートホースを美しく扱います。ホースの端をダイの中心を通して軸方向に送ります。プレスはフィッティングの周囲で均一に閉じます。ただし、複雑なジオメトリを導入すると、物理的な制約がすぐに現れます。 90 度の剛性金属エルボを標準の連続ダイに通してみてください。バックストップをクリアすることを拒否することがよくあります。両端の大きなフィッティングにより、同一の障害物が作成されます。ホース外径に合わせて厳密に設計された開口部に、かさばるフランジを通すことはできません。分岐多様体には不可能なクリアランスの問題が存在します。
これらの制限により、必然的にワークフローの深刻なボトルネックが引き起こされます。オペレーターが重いホースを操作するのに苦労しているのを目にするかもしれません。長いアセンブリをねじって狭いダイセットに押し込みます。この絶え間ない操作により、大量生産が大幅に遅くなります。また、オペレーターに顕著な負担を与えます。作業者は正確な位置合わせを試みる際に物理的な負荷に耐えます。オペレーターが機器と格闘すると、組み立てミスのリスクが急増します。
サイドフィードのソリューションは、この機械的力学を根本的に変えます。圧着ヘッドは連続した円形のヘッドではなく、分割されて横方向に開きます。メーカーによって横開きや縦開きのモデルもございます。このデザインにより、広いサイドギャップが生まれます。オペレーターは、フィッティングを側面から金型の中心に直接配置します。限られたスペースにホース全体を通す必要が完全に回避されます。この直接横方向の配置により、ねじれが解消されます。ワークを瞬時に固定します。生産は再び勢いを取り戻します。
流体動力アセンブリは、非常に多様な形状とサイズに及びます。特定の分野は不規則な形状に大きく依存しています。ここでサイドローディング機構が必須となる。
自動車の生産現場では、毎日何千もの独自の流体ラインが処理されます。エアコンのラインやパワーステアリングのホースがまっすぐな経路をたどることはほとんどありません。エンジニアはこれらのホースをエンジン ブロックやシャーシ コンポーネントに巻き付けるように設計します。組み立てラインでは、厳しく加工されたチューブやあらかじめ曲げられたチューブをよく見かけます。これらの部品は標準挿入が物理的に不可能です。硬い蛇行管を軸方向にねじ込むことはできません。横方向のエントリーは、こうした奇妙な角度にも簡単に対応します。オペレーターは、曲がったチューブをオープンダイに真っすぐに落とします。機械は、厄介な回転を必要とせずに、部品を閉じ、圧着し、解放します。
重機は巨大な油圧ラインに依存しています。土木設備や採掘リグでは、特大の工業用フランジを備えた終端処理されたホースが使用されます。これらのエンドフィッティングは、多くの場合、標準ダイセットの最大開口容量を超えます。オペレータは、標準のクリンパ開口部から巨大なフランジ ブロックを押し込むことはできません。横方向のスプリットヘッド設計により、必要なクリアランスが確保されています。ホース本体をフランジの後ろにスライドさせます。ダイはフェルールをクランプし、特大のフランジはプレス ゾーンの外側に安全に配置されます。この機能は、海洋、海洋、および重建設セクターにとって不可欠であることが証明されています。
最新の流体ルーティングでは、複雑なマニホールドが必要になる場合があります。 Y ジョイント、T ジョイント、およびマルチポート ブロックが頻繁に発生します。標準的なホース本体は、中心から複数の枝が飛び出ている場合、連続した円形ダイスを通過できません。ここでは軸方向の挿入は完全に失敗します。横に開口部が必要です。分割ヘッドにより、圧縮が必要なセクションを正確にロードできます。他の枝は圧着ゾーンの外側に自由に垂れ下がります。この正確なターゲティングにより、カスタム産業用マニホールドの製造が非常に効率的になります。
作業現場をアップグレードするには、明確な正当化が必要です。これらの専用マシンは、目に見える運用上の改善をもたらします。効率性と安全性の指標を通じて、すぐに利益が得られることがわかります。
サイクルタイムの短縮が主なメリットとなります。軸方向のねじ切りプロセスを排除することで、ユニットあたりの生産が加速されます。 20 フィートの重い油圧ラインを処理することを想像してください。標準的なダイスに通すには、15 ~ 20 秒の慎重な操作が必要です。横置きにはわずか 2 秒しかかかりません。中量から大量の生産を実行すると、これらの秒数の節約は急速に増加します。シフトごとに数百もの追加アセンブリを処理できます。
人間工学とオペレーターの安全性が劇的に向上します。重くて扱いにくい工業用ホースを持ち上げると、急速な肉体的疲労が生じます。標準的なクリンパでは、オペレータはホースに糸を通すときにホースを吊り下げた状態を保持する必要があります。そのため、肩や腰に大きな負担がかかります。サイドローディングにより、この厄介なサスペンションが解消されます。オペレーターはホースを直接金型面に近づけます。機械はすぐに重量に耐えます。疲労の軽減は、職場での怪我の減少と離職率の低下に直接関係します。
ダメージの軽減も重要な要素となります。あらかじめ曲げられた金属チューブと繊細なアルミニウム継手は傷つきやすいです。狭い隙間を無理に通過させると、表面が変形する危険性が高まります。サイドエントリーにより挿入時の摩擦を軽減します。圧力を加える前に、パーツを完璧に配置します。これにより、コストのかかるスクラップを防ぐことができます。
信頼性にはバランスの取れた評価が必要です。初期資本コストを認識する必要があります。これらのサイドオープニングマシンは、複雑なスプリットヘッド油圧機構を備えています。基本的なアキシャルモデルよりも初期購入価格が高くなります。ただし、ROI は専門の組立ラインですぐに実現されます。労働時間を削減することで投資を回収します。傷ついた継手からのスクラップを排除します。スループットが大幅に向上します。
正しいマシンを選択するには、系統的な評価が必要です。入手可能な最大のモデルを単純に購入することはできません。機器の機能を特定の生産要求に適合させる必要があります。
最大の継手またはフランジの絶対最大直径を決定する必要があります。これはベースライン指標として機能します。コンポーネントの最も幅の広い点を測定します。機械の側面開口部のクリアランスは、このサイズに快適に対応できる必要があります。 10 ~ 15% の安全マージンを追加することを強くお勧めします。このマージンにより、オペレータは、ダイの端を越えて慎重にフィッティングを押し込むことなく、フィッティングを素早く挿入できます。クリアランスが狭いと生産が遅くなり、取り付け面が損傷する危険があります。
最も過酷な用途に合わせて押す力を調整する必要があります。トン数要件は業界によって大きく異なります。標準的な工業用ゴムホースには適度な力が必要です。逆に、多芯スパイラル油圧ホースではフェルールを固定するために大きな加圧力が必要となります。現在および将来の在庫を慎重に評価してください。
以下の一般的な戦力要件層を考慮してください。
軽量 (150 トン未満): 標準的な自動車用ホース、HVAC ライン、単線編組に適しています。
中負荷 (150 ~ 250 トン): デュアルワイヤー油圧ホースおよび中規模産業用途に最適です。
ヘビーデューティ (250 トン以上): 4 線式から 6 線式スパイラル ホースおよび大口径採掘ラインに必要です。
生産規模によって最適な制御システムが決まります。手動マイクロメーター ダイヤルは、少量の修理工場に適しています。オペレータのスキルは必要ですが、コストは低く抑えられます。ただし、大容量環境ではデジタル精度が必要です。重要な製造現場には、CNC または NC 制御を強くお勧めします。これらのデジタル システムは高い再現性を実現します。ホースの仕様に基づいてダイサイズを自動的に計算します。また、品質保証監査のためにすべての圧着を記録するトレーサビリティ機能も提供します。これにより、推測に頼る必要がなくなり、製品の品質が標準化されます。
購入する前に物理的な設置面積を評価してください。スプリットヘッド機械では、オペレーターがさまざまなアクセス角度を必要とすることがよくあります。標準のクリンパは通常、壁に接して設置されるため、厳密に正面からアクセスする必要があります。横方向に積み込む機械では、側面にスペースが必要になる場合があります。施設のレイアウトが人間工学に基づいた横からの荷重をサポートしていることを確認する必要があります。ワークフローの方向性を評価します。オペレータが重いホースを準備ステーションからクリンパまでどのように移動するかを決定します。
以下は、施設計画のガイドとなる実用的な比較マトリックスです。
マシンタイプ |
最適な床配置 |
オペレーターのアクセスが必要です |
マテリアルハンドリングの統合 |
|---|---|---|---|
標準アキシャルクリンパ |
壁や狭いベンチに向かって |
厳密な前面クリアランス |
直線送りテーブル |
横送りクリンパ |
センターフロアまたはコーナーアイランド |
前面および側面のクリアランス |
U 字型または湾曲したステージング テーブル |
新しい機器の導入には、単に接続するだけでは不十分です。作業現場での移行を管理する必要があります。適切なトレーニングと厳格なメンテナンスルーチンにより、お客様の投資が保護されます。
すぐに学習曲線に対処してください。連続金型に慣れたオペレーターは筋肉の記憶を発達させます。横開き機構により、材料の扱い方が変わります。安全プロトコルは大幅に変化します。スプリットヘッドは、クローズドヘッドマシンと比較して、異なるピンチポイントを作成します。オペレーターは、新しい手の配置ルールに適応する必要があります。特定の安全トレーニングセッションを実施する必要があります。横方向に挿入するときにホースを握る場所を正確に示します。プレスサイクル中は、垂直分割線から手を完全に遠ざけることを強調してください。
横油圧を導入すると、メンテナンスの必要性が変わります。側動シリンダは、標準のアキシャルピストンとは動作が異なります。部品が不適切に取り付けられている場合、部品に不均一な荷重がかかります。このため、一貫した金型の潤滑が極めて重要になります。マスターダイスには毎日グリースを塗布する必要があります。適切な潤滑により摩擦が軽減されます。滑り面の早期摩耗を防ぎます。この工程を怠ると金属かじりの原因となります。ダイにかじりがあると圧着精度が損なわれ、高価な交換が必要になります。厳密なメンテナンスログを保管してください。
定期的な校正を優先する必要があります。このマシンの特徴は分割ヘッドです。これは最も敏感なコンポーネントでもあります。プレス機構の 2 つの部分は、完全な位置合わせを維持する必要があります。位置がずれると、不均一な圧力がかかります。これにより、完成品に楕円形が生まれます。楕円形の圧着は圧力がかかると漏れます。毎週の校正チェックを確立します。精密ノギスを使用して、複数の角度で圧着直径を測定します。変化を検出した場合は、直ちにヘッドを再調整してください。
サイドフィード圧着機は、流体動力アセンブリにおける高度に専門化されたツールとして機能します。複雑なホース、分岐したホース、または大きく曲がったホースによって引き起こされる深刻な幾何学的なボトルネックを解消します。軸方向のねじ切りの必要性がなくなることで、ユニットあたりの生産が大幅に加速されます。
現在の生産現場の簡単な監査を実行する必要があります。処理時間を守ってください。ラインを通過する奇数の継手と事前に曲げられたチューブの数を数えます。オペレーターがこれらの部品にねじを通すのに苦労していることに気付いた場合は、サイドフィードを使用すると適切な操作性が向上します。このテクノロジーは、適切な機械的ボトルネックに対して導入すれば、十分に利益をもたらします。
購入者には、購入を確定する前に体系的なアプローチをとることをお勧めします。特定のアセンブリの時間調査の比較をリクエストします。技術仕様書を注意深く読んで、半径方向の開口部の寸法を確認してください。正確なフィッティング形状について話し合い、完璧に適合する機械を見つけるには、お気軽にお問い合わせください。 お問い合わせください。 個別のエンジニアリング サポートについては、
A: はい、非常に汎用性が高く、標準のストレート ホースを同様に効果的に圧着できます。これらは単純なタスクを完璧に処理しますが、主に複雑な形状や非常に長いアセンブリを処理する場合に、その特有の運用上の利点と投資収益率を実感できます。
A: 適切に校正および保守されている場合、サイドフィード マシンは従来のアキシャル モデルと同等の精度を提供します。高度なデジタル制御により、これらの機械は、多くの場合 0.1 mm 以内に収まる厳しい公差を維持できるため、毎回完全にシールされ均一な圧着が保証されます。
A: サイドフィード モデルでは、通常、横方向の開口機構とスプリットヘッドの位置合わせをより頻繁に検査する必要があります。ヘッドが分離するため、半分が完全に揃っていることを確認する必要があります。ただし、基本的な金型の毎日のメンテナンスと作動油のチェックは、どちらの機械タイプでも標準のままです。



