Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-06-11 Kaynak: Alan











Karmaşık hortum düzenekleri genellikle geleneksel üretim alanlarında ciddi darboğazlar yaratır. Bu gecikmelerle genellikle büyük flanşlı, ciddi kıvrımlı veya dallanmış konfigürasyonlara sahip hortumları işlerken karşılaşırsınız. Standart önden beslemeli kıvırıcılar operatörleri zorlu manevralara zorlar. Eksenel diş açma, fazla işlem süresi gerektirir ve önceden bükülmüş borulara zarar verme riskini büyük ölçüde artırır. Dar bir kalıptan uzun mesafeler geçirmek sizi yavaşlatır.
A yandan beslemeli hortum sıkma makinesi bu geometrik kısıtlamaları tamamen ortadan kaldırır. Yandan açılarak doğrudan yandan yerleştirmeye olanak sağlar. Kısıtlayıcı eksenel ilerlemeyi tamamen atlamış olursunuz. Ancak bu yükseltmeyi haklı çıkarmak dikkatli bir değerlendirme gerektirir. Belirli makine özelliklerini tam üretim hacimlerinizle eşleştirmeniz gerekir. Radyal açılma kapasitelerini ve kontrol sistemlerini günlük montaj türlerinize göre ayarlayarak ölçülebilir üretim kazanımları elde edersiniz. Bu makale, bu özel endüstriyel kıvırma makinelerinin yapısal avantajlarını, temel uygulamalarını ve temel satın alma kriterlerini ayrıntılarıyla anlatmaktadır.
Yandan besleme makineleri, eksenel olarak vidalanamayan karmaşık, tuhaf şekilli veya aşırı uzun hortum düzenekleri için özel olarak tasarlanmıştır.
ROI'nin birincil etkeni, operatör işlem süresinin ve fiziksel yorgunluğun azaltılmasıdır ve birim başına döngü süresini doğrudan etkiler.
Önemli satın alma kriterleri arasında makinenin maksimum radyal açıklığı, kalıp seti çok yönlülüğü ve tekrarlanabilir doğruluk için CNC kontrollerinin entegrasyonu yer alır.
Yanal açma mekanizması kapalı kafalı kıvırma makinelerinden temel olarak farklı olduğundan, uygulama özel operatör güvenliği eğitimi gerektirir.
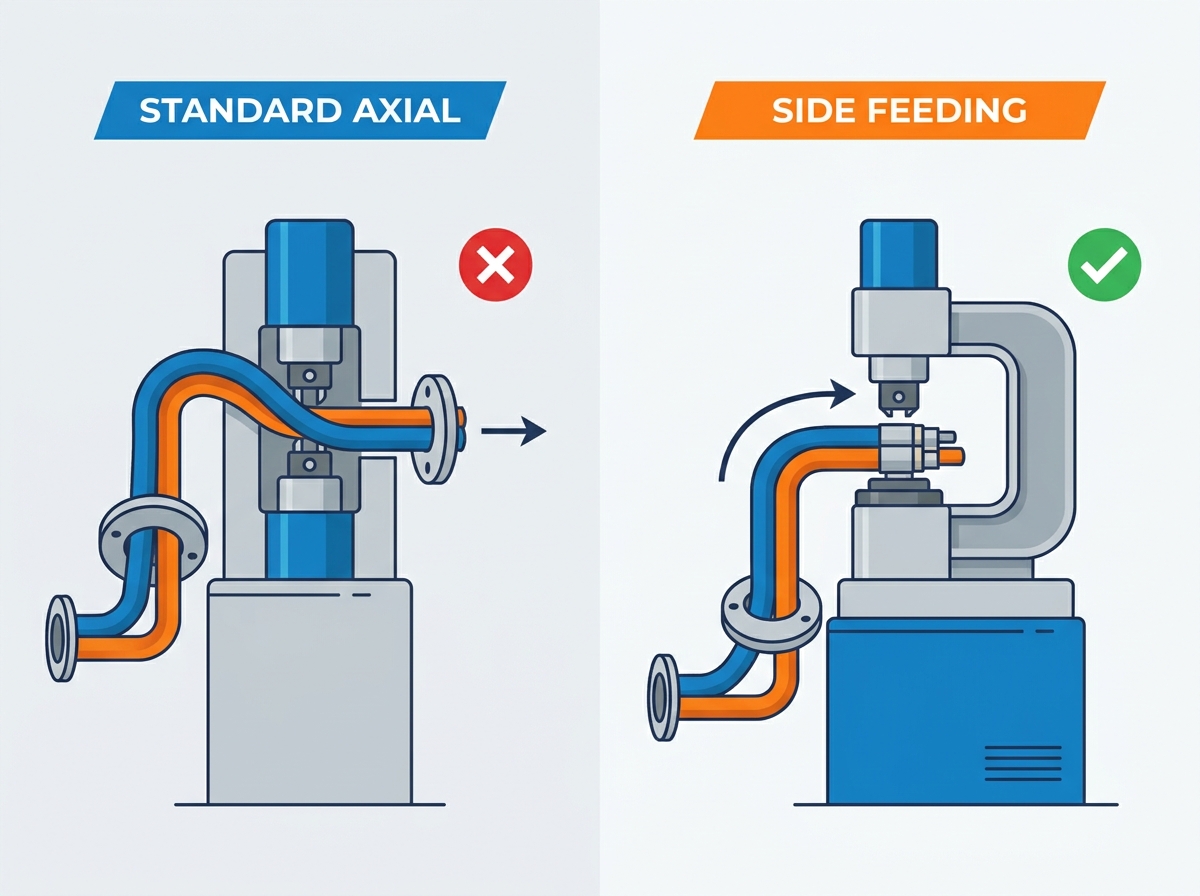
Standart kapalı kafalı kıvırıcılar düz hortumları mükemmel şekilde işler. Hortumun ucunu kalıbın ortasından eksenel olarak beslersiniz. Pres, bağlantı parçasının etrafında eşit şekilde kapanır. Ancak karmaşık geometrileri tanıttığınızda fiziksel kısıtlamalar hızla ortaya çıkar. 90 derecelik sert bir metal dirseği standart bir sürekli kalıptan geçirmeyi deneyin. Çoğu zaman geri döndürmez kilidi temizlemeyi reddeder. Çift uçlu büyük bağlantı parçaları aynı barikatları oluşturur. Büyük bir flanşı, hortumun dış çapına özel olarak tasarlanmış bir açıklıktan geçiremezsiniz. Dallanmış manifoldlar imkansız temizleme sorunları sunar.
Bu sınırlamalar kaçınılmaz olarak ciddi iş akışı darboğazlarına neden olur. Operatörlerin ağır hortumları manipüle etme çabasını izleyebilirsiniz. Uzun düzenekleri dar kalıp setleri aracılığıyla büküyor ve zorluyorlar. Bu sürekli manevra, yüksek hacimli üretimi büyük ölçüde yavaşlatır. Bu aynı zamanda operatörün gözle görülür şekilde zorlanmasına da neden olur. İşçiler hassas hizalamaya çalışırken fiziksel yükü taşıyorlar. Operatörler ekipmanla uğraşırken montaj hatası riski hızla artar.
Yandan besleme çözümü bu mekanik dinamiği temelden değiştiriyor. Sürekli dairesel bir kafa yerine, kıvırma kafası bölünür ve yanal olarak açılır. Üreticiye bağlı olarak yatay veya dikey olarak açılan modelleri göreceksiniz. Bu tasarım geniş bir yan boşluk yaratır. Operatörler bağlantı parçasını yandan doğrudan kalıbın ortasına yerleştirir. Tüm hortum uzunluğunu kapalı bir alandan besleme ihtiyacını tamamen ortadan kaldırırsınız. Bu doğrudan yanal yerleştirme bükülmeyi ortadan kaldırır. İş parçasını anında sabitler. Üretim yeniden ivme kazanıyor.
Akışkan gücü düzenekleri çok çeşitli şekil ve boyutlara sahiptir. Bazı sektörler büyük ölçüde düzensiz geometrilere dayanmaktadır. Burada yandan yükleme mekanizması vazgeçilmez hale geliyor.
Otomotiv üretim katları her gün binlerce benzersiz akışkan hattını işliyor. Klima hatları ve hidrolik direksiyon hortumları nadiren düz yolları takip eder. Mühendisler bu hortumları motor bloklarının ve şasi bileşenlerinin çevresini saracak şekilde tasarlıyorlar. Montaj hattında sıklıkla ağır manipüle edilmiş veya önceden bükülmüş borular görürsünüz. Bu parçalar için standart yerleştirme fiziksel olarak imkansızdır. Sert bir serpantin borusunu eksenel olarak geçiremezsiniz. Yan giriş bu garip açıları zahmetsizce halleder. Operatörler bükülmüş boruyu doğrudan açık kalıba bırakırlar. Makine, herhangi bir garip dönüş gerektirmeden parçayı kapatır, kıvırır ve serbest bırakır.
Ağır makineler devasa hidrolik hatlara dayanır. Hafriyat ekipmanı ve madencilik platformları, büyük boyutlu endüstriyel flanşlarla sonlandırılan hortumlar kullanır. Bu uç bağlantı parçaları genellikle standart kalıp setlerinin maksimum açılma kapasitesini aşar. Bir operatör büyük bir flanş bloğunu standart bir kıvırma açıklığından itemez. Yanal bölünmüş kafa tasarımı gerekli açıklığı sağlar. Hortum gövdesini flanşın arkasına kaydırıyorsunuz. Büyük boyutlu flanş presleme bölgesinin dışında güvenli bir şekilde dururken kalıp yüksüğü sıkıştırır. Bu yeteneğin denizcilik, açık deniz ve ağır inşaat sektörleri için hayati önem taşıdığı kanıtlanmıştır.
Modern akışkan yönlendirme bazen karmaşık manifoldlar gerektirir. Y-bağlantıları, T-bağlantıları ve çoklu bağlantı noktalı bloklarla sık sık karşılaşacaksınız. Birden fazla dal merkezden dışarı çıktığında, standart bir hortum gövdesi sürekli bir dairesel kalıptan geçemez. Eksenel yerleştirme burada tamamen başarısız olur. Yan açıklığa ihtiyacınız var. Bölünmüş kafa, sıkıştırmaya ihtiyaç duyan tam bölümü yüklemenizi sağlar. Diğer dallar kıvırma bölgesinin dışında serbestçe asılı kalır. Bu hassas hedefleme, özel endüstriyel manifoldların üretimini oldukça verimli hale getirir.
Üretim alanınızı yükseltmek açık bir gerekçe gerektirir. Bu özel makineler ölçülebilir operasyonel iyileştirmeler sağlar. Verimlilik ve güvenlik ölçümleri sayesinde anında geri dönüşler görürsünüz.
Çevrim süresinin azaltılması birincil fayda sağlar. Eksenel diş açma işleminin ortadan kaldırılması birim başına üretiminizi hızlandırır. Ağır, 20 metrelik bir hidrolik hattı işlediğinizi hayal edin. Bunu standart bir kalıptan geçirmek 15 ila 20 saniyelik dikkatli bir manipülasyon gerektirir. Yanal yerleştirme sadece iki saniye sürer. Orta ila yüksek hacimli bir üretim çalışması sırasında, kazanılan bu saniyeler hızla bir araya geliyor. Vardiya başına yüzlerce ek montajı işleyebilirsiniz.
Ergonomi ve operatör güvenliği önemli ölçüde iyileşir. Ağır, hantal endüstriyel hortumların kaldırılması hızlı fiziksel yorgunluğa neden olur. Standart kıvırıcılar, operatörleri hortumu takarken hortumu asılı tutmaya zorlar. Bu, omuzlarda ve sırtın alt kısmında büyük bir gerginlik yaratır. Yandan yükleme bu garip süspansiyonu ortadan kaldırır. Operatörler hortumu doğrudan kalıp yüzeyine getirir. Makine ağırlığı anında taşır. Daha az yorgunluk, daha az işyeri yaralanması ve daha düşük işten ayrılma oranlarıyla doğrudan ilişkilidir.
Hasarın azaltılması başka bir kritik faktör olarak hizmet vermektedir. Önceden bükülmüş metal borular ve hassas alüminyum bağlantı parçaları kolayca çizilir. Bunları dar açıklıklardan geçmeye zorlamak yüzey deformasyonu riskini artırır. Yandan giriş, yerleştirme sürtünmesini ortadan kaldırır. Herhangi bir baskı uygulamadan önce parçayı mükemmel bir şekilde konumlandırıyorsunuz. Bu, maliyetli hurdanın önlenmesini sağlar.
Güvenilirlik dengeli bir değerlendirme gerektirir. Ön sermaye maliyetlerini kabul etmeliyiz. Bu yandan açılan makineler karmaşık bölünmüş kafalı hidroliklere sahiptir. Temel eksenel modellere göre daha yüksek bir ilk satın alma fiyatı taşırlar. Ancak ROI, özel montaj hatlarında hızlı bir şekilde hayata geçiyor. Azaltılmış çalışma saatleri sayesinde yatırımınızı geri kazanırsınız. Çizilmiş bağlantı elemanlarındaki hurdaları ortadan kaldırırsınız. Veriminiz önemli ölçüde artar.
Doğru makineyi seçmek metodik değerlendirme gerektirir. Mevcut en büyük modeli satın alamazsınız. Ekipman yeteneklerini özel üretim taleplerinizle eşleştirmeniz gerekir.
En büyük bağlantı parçanızın veya flanşınızın mutlak maksimum çapını belirlemelisiniz. Bu, temel ölçütünüz olarak hizmet eder. Bileşenin en geniş noktasını ölçün. Makinenin yandan açılma açıklığı bu boyuta rahatça uyum sağlamalıdır. Yüzde 10 ila 15'lik bir güvenlik marjı eklemenizi önemle tavsiye ederiz. Bu kenar boşluğu, operatörlerin bağlantı parçasını kalıp kenarlarından dikkatli bir şekilde sıkmadan hızlı bir şekilde yerleştirebilmesini sağlar. Dar bir boşluk, üretimi yavaşlatır ve bağlantı yüzeyinin hasar görmesine neden olur.
Presleme kuvvetini en zorlu uygulamalarınızla eşleştirmeniz gerekir. Tonaj gereklilikleri endüstriler arasında büyük farklılıklar göstermektedir. Standart endüstriyel kauçuk hortumlar orta derecede kuvvet gerektirir. Bunun tersine, çok telli spiral hidrolik hortumlar, yüksüğü sabitlemek için büyük bir presleme gücü gerektirir. Mevcut ve gelecekteki envanterinizi dikkatlice değerlendirin.
Şu ortak kuvvet gereksinimi katmanlarını göz önünde bulundurun:
Hafif Hizmet (150 Ton Altı): Standart otomotiv hortumları, HVAC hatları ve tek telli örgüler için uygundur.
Orta Hizmet (150 - 250 Ton): Çift telli hidrolik hortumlar ve orta endüstriyel uygulamalar için idealdir.
Ağır Hizmet (250 Ton Üzeri): Dört telli ila altı telli spiral hortumlar ve büyük çaplı madencilik hatları için gereklidir.
Üretim ölçeğiniz optimum kontrol sistemini belirler. Manuel mikrometre kadranları düşük hacimli tamir atölyeleri için iyi çalışır. Operatör becerisi gerektirirler ancak maliyetleri düşük tutarlar. Ancak yüksek hacimli ortamlar dijital hassasiyet gerektirir. Ciddi üretim zeminleri için CNC veya NC kontrollerini şiddetle tavsiye ediyoruz. Bu dijital sistemler yüksek tekrarlanabilirlik sağlar. Hortum özelliklerine göre kalıp boyutlarını otomatik olarak hesaplarlar. Ayrıca kalite güvence denetimleri için her kıvrımı kaydeden izlenebilirlik özellikleri de sağlarlar. Bu, varsayımları ortadan kaldırır ve ürün kalitenizi standartlaştırır.
Satın almadan önce fiziksel ayak izini değerlendirin. Bölünmüş kafalı bir makine genellikle farklı operatör erişim açıları gerektirir. Standart kıvırıcılar genellikle bir duvara yaslanır ve kesinlikle önden erişim gerektirir. Yandan yüklemeli makinelerin yanlarında açıklık gerekebilir. Tesis düzeninizin ergonomik yandan yüklemeyi desteklediğinden emin olmalısınız. İş akışı yönünüzü değerlendirin. Operatörlerin ağır hortumları hazırlık istasyonundan kıvırıcıya nasıl taşıyacaklarını belirleyin.
Tesis planlamanıza rehberlik edecek pratik bir karşılaştırma matrisi:
Makine Tipi |
Optimum Zemin Yerleşimi |
Operatör Erişimi Gerekli |
Malzeme Taşıma Entegrasyonu |
|---|---|---|---|
Standart Eksenel Crimper |
Duvarlara veya dar banklara karşı |
Kesinlikle ön açıklık |
Düz hatlı besleme tablaları |
Yan Besleme Crimper |
Orta kat veya köşe adaları |
Ön ve yan açıklık |
U şeklinde veya kavisli evreleme masaları |
Yeni ekipmanın konuşlandırılması, onu takmaktan daha fazlasını gerektirir. Geçişi üretim alanınızda yönetmelisiniz. Doğru eğitim ve sıkı bakım rutinleri yatırımınızı korur.
Öğrenme eğrisini hemen ele alın. Sürekli kalıplarda kullanılan operatörler kas hafızasını geliştirir. Yanal açılma mekanizması malzemeleri işleme şeklini değiştirir. Güvenlik protokolleri önemli ölçüde değişiyor. Bölünmüş kafa, kapalı kafalı makineye kıyasla farklı sıkışma noktaları oluşturur. Operatörlerin yeni elle yerleştirme kurallarına uyum sağlaması gerekiyor. Özel güvenlik eğitimi oturumları düzenlemeniz gerekir. Yandan yerleştirme sırasında hortumu tam olarak nereden tutacaklarını onlara gösterin. Presleme döngüsü sırasında ellerinizi dikey bölme çizgisinden tamamen uzak tutmayı vurgulayın.
Yanal hidroliği devreye soktuğunuzda bakım ihtiyaçları da değişir. Yandan etkili silindirler standart eksenel pistonlardan farklı çalışır. Parçanın düzgün oturmaması durumunda eşit olmayan yükler taşırlar. Bu, tutarlı kalıp yağlamasını kesinlikle kritik hale getirir. Master kalıplarını her gün yağlamanız gerekir. Doğru yağlama sürtünmeyi azaltır. Kayma yüzeylerinin erken aşınmasını önler. Bu adımın ihmal edilmesi metalin aşınmasına neden olur. Safralanmış bir kalıp, sıkma hassasiyetinizi bozar ve pahalı değiştirmeler gerektirir. Sıkı bir bakım günlüğü tutun.
Düzenli kalibrasyona öncelik vermelisiniz. Bu makinenin belirleyici özelliği bölünmüş kafadır. Aynı zamanda en hassas bileşenidir. Presleme mekanizmasının iki yarısı mükemmel hizalamayı korumalıdır. Hizadan saparlarsa eşit olmayan bir baskı uygularlar. Bu, bitmiş ürününüzde ovallik yaratır. Oval bir kıvrım basınç altında sızıyor. Haftalık bir kalibrasyon kontrolü oluşturun. Kıvrım çapını birden fazla açıda ölçmek için hassas kumpas kullanın. Değişiklikler tespit ederseniz kafayı hemen yeniden kalibre edin.
Yandan beslemeli kıvırma makineleri, akışkan gücü montajında son derece uzmanlaşmış araçlar olarak hizmet eder. Karmaşık, dallanmış veya çok bükülmüş hortumların neden olduğu ciddi geometrik darboğazları ortadan kaldırırlar. Eksenel diş açma ihtiyacını ortadan kaldırarak birim başına üretimi önemli ölçüde hızlandırırsınız.
Mevcut üretim alanınızda basit bir denetim yapmalısınız. İşleme sürelerinize dikkat edin. Hattınızdan geçen tek bağlantı parçalarının ve önceden bükülmüş tüplerin sayısını sayın. Operatörlerin bu parçalara diş açmakta zorlandığını fark ederseniz, yandan besleme uygun operasyonel yükseltmeyi sunar. Bu teknoloji, doğru mekanik darboğazlara karşı kullanıldığında kendini amorti eder.
Alıcıları, bir satın alma işlemini tamamlamadan önce sistematik bir yaklaşım benimsemeye teşvik ediyoruz. Özel montajlarınız için zaman etüdü karşılaştırması talep edin. Radyal açıklık boyutlarını doğrulamak için teknik özellik sayfalarını dikkatlice inceleyin. Tam bağlantı geometrilerinizi tartışmak ve mükemmel makine eşleşmesini bulmak için çekinmeyin: bizimle iletişime geçin . Kişiselleştirilmiş mühendislik desteği için
C: Evet, son derece çok yönlüdürler ve standart düz hortumları da aynı derecede etkili bir şekilde kıvırabilirler. Basit görevleri mükemmel bir şekilde yerine getirirken, özellikle karmaşık geometrileri veya olağanüstü uzun montajları işlerken, kendilerine özgü operasyonel avantajların farkına varır ve yatırımın karşılığını alırsınız.
C: Yandan beslemeli makineler, uygun şekilde kalibre edildiğinde ve bakımı yapıldığında, geleneksel eksenel modellerle aynı hassasiyeti sunar. Gelişmiş dijital kontroller, bu makinelerin genellikle 0,1 mm dahilinde kalan sıkı toleransları tutmasına olanak tanır ve her seferinde mükemmel şekilde kapatılmış ve düzgün bir kıvrım sağlar.
C: Yandan beslemeli modeller genellikle yanal açılma mekanizmasının ve ayrık kafa hizalamasının daha sık denetlenmesini gerektirir. Kafa ayrıldığından yarımların mükemmel şekilde hizalandığından emin olmalısınız. Ancak temel günlük kalıp bakımı ve hidrolik sıvı kontrolleri her iki makine tipinde de standart olarak kalıyor.



