Перегляди: 0 Автор: Редактор сайту Час публікації: 2026-06-11 Походження: Сайт











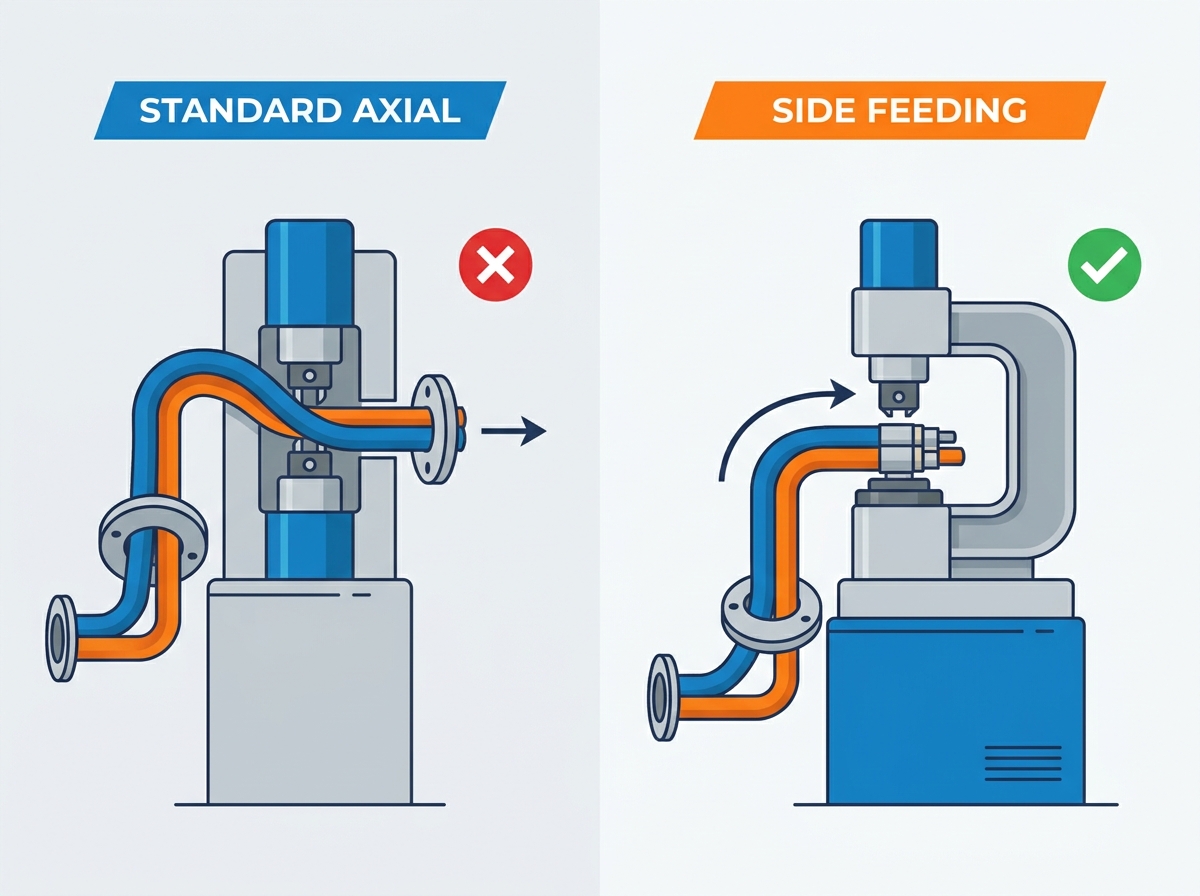
Складні шланги часто створюють серйозні вузькі місця на традиційних виробничих поверхах. Ви зазвичай стикаєтеся з цими затримками під час обробки шлангів із великими фланцями, сильними вигинами або розгалуженими конфігураціями. Стандартні преси з передньою подачею змушують операторів виконувати складні маневри. Нарізання осьової різьби вимагає значного часу на обробку та різко підвищує ризик пошкодження попередньо зігнутих труб. Протягування довгих ділянок через вузьку матрицю просто сповільнює вас.
А Машина для обтиску шланга бічної подачі повністю усуває ці геометричні обмеження. Він відкривається збоку, що дозволяє вставляти його безпосередньо збоку. Ви повністю обходите обмежувальну осьову подачу. Однак обґрунтування цього оновлення вимагає ретельної оцінки. Ви повинні відповідати специфікаціям конкретної машини вашим точним обсягам виробництва. Вирівнюючи потужності радіального відкривання та системи керування відповідно до щоденних типів складання, ви досягаєте відчутного збільшення пропускної здатності. У цій статті детально описано конструктивні переваги, основні застосування та основні критерії купівлі для цих спеціалізованих промислових обтискачів.
Машини з бічним подаванням спеціально розроблені для складних шлангів незвичайної форми або надто довгих, які не можуть мати аксіальне різьблення.
Основним фактором окупності інвестицій є скорочення часу роботи оператора та фізичної втоми, що безпосередньо впливає на тривалість циклу на одиницю.
Вирішальними критеріями купівлі є максимальний радіальний отвір верстата, універсальність штампів та інтеграція елементів керування з ЧПК для повторюваної точності.
Впровадження вимагає спеціального навчання техніки безпеки оператора, оскільки механізм бічного відкривання принципово відрізняється від кримперів із закритою головкою.
Стандартні кримпери із закритою головкою чудово справляються з прямими шлангами. Ви пропускаєте кінець шланга аксіально через центр матриці. Прес рівномірно закривається навколо фітинга. Однак фізичні обмеження швидко виникають, коли ви вводите складні геометрії. Спробуйте протягнути 90-градусне жорстке металеве коліно через стандартну безперервну матрицю. Часто відмовляється очистити блокатор зворотного ходу. Двосторонні великі фітинги створюють ідентичні блокпости. Не можна пропускати громіздкий фланець через отвір, призначене строго під зовнішній діаметр шланга. Розгалужені колектори створюють неможливі проблеми з зазором.
Ці обмеження неминуче спричиняють серйозні вузькі місця робочого процесу. Ви можете спостерігати, як оператори намагаються маніпулювати важкими шлангами. Вони скручують і просувають довгі вузли через вузькі набори матриць. Це постійне маневрування різко сповільнює виробництво великих обсягів. Це також викликає помітне напруження оператора. Працівники несуть фізичне навантаження, намагаючись точно вирівняти. Ризик помилки складання різко зростає, коли оператори борються з обладнанням.
Рішення з бічної подачі принципово змінює цю механічну динаміку. Замість безперервної круглої головки обтискна головка розділяється і відкривається вбік. Ви побачите, що моделі відкриваються горизонтально або вертикально залежно від виробника. Така конструкція створює широкий бічний зазор. Оператори розміщують фітинг безпосередньо в центрі матриці збоку. Ви повністю обходите необхідність подачі шланга по всій довжині через обмежений простір. Це пряме бокове розміщення виключає скручування. Він миттєво закріплює заготовку. Виробництво відновлює оберти.
Рідинні вузли живлення охоплюють величезну різноманітність форм і розмірів. Деякі сектори значною мірою залежать від неправильної геометрії. Тут незамінним стає механізм бокового завантаження.
На автомобільних виробничих майданчиках щодня обробляються тисячі унікальних рідинних ліній. Лінії кондиціонування повітря та шланги гідропідсилювача керма рідко проходять прямими шляхами. Інженери сконструювали ці шланги, щоб обмотувати блоки двигунів і компоненти шасі. Ви часто бачите на складальній лінії труби, які сильно оброблені або попередньо зігнуті. Стандартна вставка для цих деталей фізично неможлива. Ви не можете нарізати жорстку змієподібну трубку аксіально. Бічний вхід легко справляється з цими дивними кутами. Оператори опускають зігнуту трубу прямо у відкриту матрицю. Машина закриває, обжимає та вивільняє деталь, не вимагаючи незручного обертання.
Важка техніка спирається на масивні гідравлічні лінії. Землерийне обладнання та гірничодобувні установки використовують шланги, закінчені великими промисловими фланцями. Ці кінцеві фітинги часто перевищують максимальну пропускну здатність стандартних комплектів матриць. Оператор не може проштовхнути масивний фланцевий блок через стандартний отвір обтискача. Конструкція бічної роздільної головки забезпечує необхідний зазор. Ви просуваєте корпус шланга за фланець. Матриця затискається на наконечнику, тоді як великий фланець безпечно лежить поза зоною пресування. Ця можливість є життєво важливою для морських, офшорних і важких будівельних секторів.
Сучасна маршрутизація рідин іноді вимагає складних колекторів. Ви часто зустрічатимете Y-образні, T-подібні та багатопортові блоки. Стандартний корпус шланга не може пройти крізь безперервну круглу матрицю, коли кілька відгалужень виступають із центру. Осьова вставка тут повністю не вдається. Вам потрібен бічний отвір. Роздільна головка дозволяє навантажувати точну секцію, яка потребує стиснення. Інші гілки вільно звисають поза зоною обтиску. Таке точне націлювання робить виготовлення індивідуальних промислових колекторів високоефективним.
Модернізація вашого цеху потребує чіткого обґрунтування. Ці спеціалізовані машини забезпечують відчутні покращення роботи. Ви бачите негайну віддачу завдяки показникам ефективності та безпеки.
Скорочення тривалості циклу є основною перевагою. Усунення процесу нарізання осьової різьби прискорює виробництво одиниці. Уявіть собі обробку важкої 20-футової гідравлічної лінії. Протягування його через стандартну матрицю займає від 15 до 20 секунд ретельної роботи. Бічне розміщення займає всього дві секунди. У середньому та великому обсязі виробництва ці заощаджені секунди швидко збільшуються. Ви можете обробляти сотні додаткових вузлів за зміну.
Ергономіка та безпека оператора значно покращуються. Підняття важких, громіздких промислових шлангів викликає швидку фізичну втому. Стандартні обтискні пристрої змушують операторів тримати шланг підвішеним під час його натягування. Це створює велике навантаження на плечі та поперек. Бічне завантаження усуває цю незручну підвіску. Оператори підводять шланг безпосередньо до поверхні матриці. Машина одразу витримує вагу. Менша втома безпосередньо пов’язана з меншою кількістю травм на виробництві та меншою плинністю кадрів.
Пом'якшення збитків є ще одним важливим фактором. Попередньо зігнуті металеві труби та делікатні алюмінієві фітинги легко дряпаються. Проштовхування їх через тісні зазори збільшує ризик деформації поверхні. Бічний вхід усуває тертя при вставці. Ви ідеально розташовуєте деталь перед застосуванням будь-якого тиску. Це запобігає дорогому брухту.
Надійність вимагає зваженої оцінки. Ми повинні визнати початкові капітальні витрати. Ці машини з боковим відкриванням оснащені складною гідравлікою роздільної головки. Вони мають вищу початкову ціну, ніж базові осьові моделі. Однак рентабельність інвестицій швидко матеріалізується на спеціалізованих конвеєрах. Ви повертаєте інвестиції за рахунок скорочення робочого часу. Ви усуваєте брухт від подряпаної фурнітури. Ваша пропускна здатність значно зростає.
Вибір правильної машини вимагає методичного оцінювання. Ви не можете просто купити найбільшу доступну модель. Ви повинні адаптувати можливості обладнання до ваших конкретних виробничих вимог.
Ви повинні визначити абсолютний максимальний діаметр вашого найбільшого фітинга або фланця. Це служить вашим базовим показником. Виміряйте найширшу точку компонента. Зазор машини, що відкривається збоку, має відповідати цьому розміру. Ми наполегливо рекомендуємо додати 10-15 відсотків запасу міцності. Цей запас гарантує, що оператори можуть швидко вставити фітинг, не обережно стискаючи його за краї матриці. Великий зазор уповільнює виробництво та може пошкодити поверхню кріплення.
Вам потрібно пристосувати силу натискання до найважчих завдань. Вимоги до тоннажу дуже відрізняються в різних галузях. Стандартні промислові гумові шланги вимагають помірного зусилля. Навпаки, багатодротяні спіральні гідравлічні шланги вимагають великої сили натискання для закріплення втулки. Ретельно оцініть свій поточний і майбутні запаси.
Розглянемо ці загальні рівні вимог до сили:
Невеликі навантаження (до 150 тонн): підходить для стандартних автомобільних шлангів, ліній HVAC і однодротових опліток.
Середня навантаження (150–250 тонн): ідеально підходить для гідравлічних шлангів із двома дротами та середніх промислових застосувань.
Важкий режим роботи (понад 250 тонн): необхідний для спіральних шлангів від чотирьох до шести дротів і шахтних ліній великого діаметру.
Ваш масштаб виробництва диктує оптимальну систему управління. Ручні циферблати мікрометрів добре підходять для невеликих ремонтних майстерень. Вони вимагають навичок оператора, але знижують витрати. Однак середовища великого обсягу вимагають цифрової точності. Ми настійно рекомендуємо ЧПК або ЧПУ для серйозних виробничих поверхів. Ці цифрові системи забезпечують високу повторюваність. Вони розраховують розміри матриць автоматично на основі специфікацій шлангів. Вони також надають функції відстеження, реєструючи кожен обжим для перевірки якості. Це позбавляє від припущень і стандартизує якість вашого продукту.
Оцініть фізичний слід перед покупкою. Машина з роздільною головкою часто вимагає різних кутів доступу оператора. Стандартні обтискачі зазвичай сидять біля стіни, вимагаючи строго фронтального доступу. Для машин із боковим завантаженням може знадобитися зазор з боків. Ви повинні переконатися, що планування вашої установи підтримує ергономічне бокове завантаження. Оцініть напрямок свого робочого процесу. Визначте, як оператори будуть переміщати важкі шланги від підготовчої станції до обтиску.
Ось практична порівняльна матриця, яка допоможе вам при плануванні об’єкта:
Тип машини |
Оптимальне розміщення на підлозі |
Потрібен доступ оператора |
Інтеграція обробки матеріалів |
|---|---|---|---|
Стандартний осьовий обтиск |
До стін або тісних лавок |
Строго лобовий просвіт |
Годівні столи прямолінійні |
Щипці для бічної подачі |
Центральний поверх або кутові острови |
Передній і бічний кліренс |
П-подібні або вигнуті столики |
Розгортання нового обладнання передбачає більше, ніж просто його підключення. Ви повинні керувати переходом у своєму цеху. Належне навчання та суворі процедури технічного обслуговування захищають ваші інвестиції.
Негайно приступайте до кривої навчання. Оператори, які звикли працювати безперервно, розвивають м’язову пам’ять. Механізм бічного відкривання змінює спосіб обробки матеріалів. Протоколи безпеки значно змінюються. Роздільна головка створює інші точки защемлення порівняно з машиною із закритою головкою. Оператори повинні адаптуватися до нових правил розміщення рук. Ви повинні провести спеціальні заняття з безпеки. Покажіть їм, де саме потрібно тримати шланг під час бічного введення. Зверніть увагу на те, щоб під час циклу натискання руки були абсолютно вільними від вертикальної лінії розрізу.
Потреби в технічному обслуговуванні змінюються, коли ви вводите бічну гідравліку. Циліндри бічної дії працюють інакше, ніж стандартні аксіальні поршні. Вони витримують нерівномірне навантаження, якщо деталь сидить неправильно. Це робить послідовне змащування матриці абсолютно критичним. Ви повинні щодня змащувати плашки майстра. Правильне змащування зменшує тертя. Запобігає передчасному зносу поверхонь ковзання. Нехтування цим кроком призводить до заїдання металу. Потерта матриця руйнує вашу точність обтиску та потребує дорогої заміни. Ведіть суворий журнал технічного обслуговування.
Необхідно віддати пріоритет регулярному калібруванню. Визначальною особливістю цієї машини є роздільна головка. Це також його найбільш чутливий компонент. Дві половини пресувального механізму повинні підтримувати ідеальне вирівнювання. Якщо вони зміщуються, вони застосовують нерівномірний тиск. Це створює овальність готового виробу. Овальний обжим протікає під тиском. Встановіть щотижневу перевірку калібрування. Використовуйте прецизійний штангенциркуль, щоб виміряти діаметр обжиму під різними кутами. Якщо ви виявите відхилення, негайно відкалібруйте головку.
Обтискні машини з бічним подаванням служать вузькоспеціалізованими інструментами для збирання рідини. Вони усувають серйозні геометричні вузькі місця, спричинені складними, розгалуженими або сильно зігнутими шлангами. Усунувши потребу в осьовій різьбі, ви значно прискорите виробництво одиниці.
Вам слід провести простий аудит вашого поточного виробничого цеху. Слідкуйте за часом обробки. Підрахуйте кількість непарних фітингів і попередньо зігнутих труб, що проходять через вашу лінію. Якщо ви помітили, що оператори намагаються заправити ці деталі, бокова подача є відповідним оперативним оновленням. Ця технологія окупається, якщо розгортати її на правильних механічних вузьких місцях.
Ми заохочуємо покупців застосовувати системний підхід до завершення покупки. Надішліть запит на порівняння часу для ваших конкретних збірок. Уважно перегляньте технічні характеристики, щоб перевірити розміри радіального отвору. Щоб обговорити свої точні геометрії та знайти ідеальну машину, не соромтеся зв’яжіться з нами для отримання індивідуальної інженерної підтримки.
A: Так, вони дуже універсальні і можуть так само ефективно обжимати стандартні прямі шланги. Незважаючи на те, що вони чудово справляються з простими завданнями, ви усвідомлюєте їхню конкретну операційну перевагу та рентабельність інвестицій, головним чином, під час обробки складних геометрій або надзвичайно довгих вузлів.
Відповідь: При правильному калібруванні та обслуговуванні машини з бічним подаванням забезпечують таку ж точність, як і традиційні осьові моделі. Удосконалені цифрові засоби керування дозволяють цим машинам підтримувати жорсткі допуски, які часто залишаються в межах 0,1 мм, забезпечуючи ідеально герметичний і рівномірний обжим щоразу.
Відповідь: Моделі з бічним подаванням зазвичай потребують частішої перевірки механізму бічного відкривання та вирівнювання роздільної головки. Оскільки головка роз’єднується, ви повинні переконатися, що половини ідеально вирівняні. Проте базове щоденне технічне обслуговування матриці та перевірка гідравлічної рідини залишаються стандартними для обох типів машин.



