Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 11.06.2026 Herkunft: Website











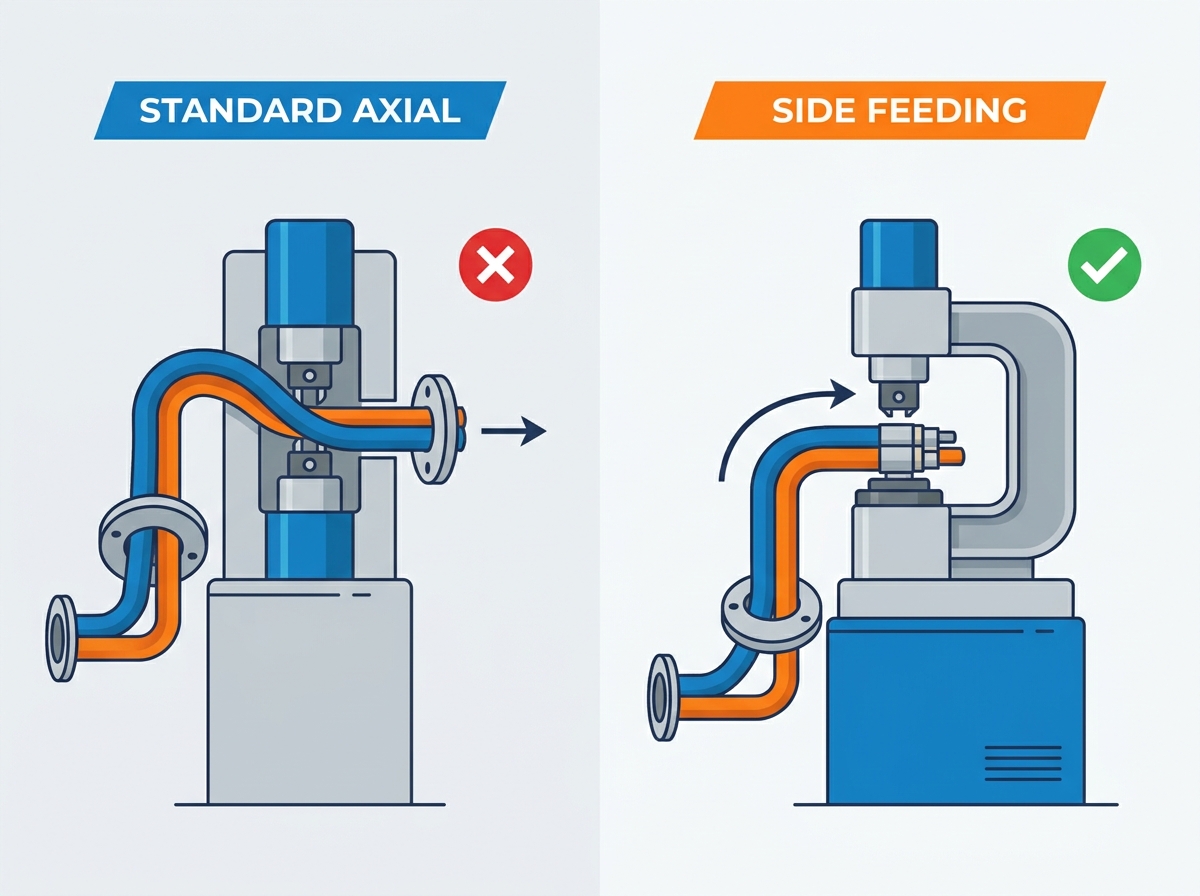
Komplexe Schlauchleitungen führen in traditionellen Produktionsbereichen häufig zu erheblichen Engpässen. Diese Verzögerungen treten normalerweise bei der Verarbeitung von Schläuchen mit großen Flanschen, starken Biegungen oder verzweigten Konfigurationen auf. Standardmäßige Crimpzangen mit Frontzuführung zwingen den Bediener zu schwierigen Manövern. Das axiale Einfädeln erfordert eine längere Bearbeitungszeit und erhöht das Risiko einer Beschädigung vorgebogener Rohre erheblich. Das Einfädeln langer Läufe durch eine schmale Matrize verlangsamt Sie einfach.
A Die Schlauchcrimpmaschine mit seitlicher Zuführung löst diese geometrischen Einschränkungen vollständig. Es öffnet sich seitlich und ermöglicht so eine direkte seitliche Einführung. Sie umgehen den restriktiven Axialvorschub vollständig. Um dieses Upgrade zu rechtfertigen, bedarf es jedoch einer sorgfältigen Bewertung. Sie müssen die spezifischen Maschinenspezifikationen genau an Ihr Produktionsvolumen anpassen. Durch die Anpassung der radialen Öffnungskapazitäten und Steuerungssysteme an Ihre täglichen Montagearten erzielen Sie messbare Durchsatzsteigerungen. In diesem Artikel werden die strukturellen Vorteile, Kernanwendungen und wesentlichen Kaufkriterien dieser speziellen industriellen Crimpzangen detailliert beschrieben.
Seitenzuführungsmaschinen wurden speziell für komplexe, ungewöhnlich geformte oder übermäßig lange Schlauchleitungen entwickelt, die nicht axial mit einem Gewinde versehen werden können.
Der wichtigste ROI-Treiber ist die Reduzierung der Bedienzeit und der körperlichen Ermüdung des Bedieners, was sich direkt auf die Zykluszeit pro Einheit auswirkt.
Zu den entscheidenden Kaufkriterien gehören die maximale radiale Öffnung der Maschine, die Vielseitigkeit der Matrizensätze und die Integration von CNC-Steuerungen für wiederholbare Genauigkeit.
Für die Umsetzung ist eine spezielle Sicherheitsschulung des Bedienpersonals erforderlich, da sich der seitliche Öffnungsmechanismus grundlegend von Crimpzangen mit geschlossenem Kopf unterscheidet.
Standard-Crimper mit geschlossenem Kopf handhaben gerade Schläuche wunderbar. Sie führen das Schlauchende axial durch die Mitte der Matrize. Die Presse schließt gleichmäßig um den Fitting. Bei der Einführung komplexer Geometrien treten jedoch schnell physikalische Einschränkungen auf. Versuchen Sie, einen starren 90-Grad-Metallbogen durch eine standardmäßige durchgehende Matrize zu fädeln. Es weigert sich oft, die Rücklaufsperre freizugeben. Große Anschlüsse mit zwei Enden schaffen identische Hindernisse. Sie können einen sperrigen Flansch nicht durch eine Öffnung führen, die ausschließlich für den Außendurchmesser des Schlauchs ausgelegt ist. Verzweigte Verteiler stellen unmögliche Abstandsprobleme dar.
Diese Einschränkungen führen unweigerlich zu schwerwiegenden Engpässen im Arbeitsablauf. Sie könnten zusehen, wie Bediener Schwierigkeiten haben, schwere Schläuche zu manipulieren. Sie verdrehen und drücken lange Baugruppen durch schmale Matrizensätze. Dieses ständige Manövrieren verlangsamt die Großserienproduktion drastisch. Es verursacht auch eine spürbare Belastung für den Bediener. Die Arbeiter tragen die körperliche Belastung, während sie versuchen, präzise Ausrichtungen vorzunehmen. Das Risiko von Montagefehlern steigt sprunghaft an, wenn Bediener mit der Ausrüstung zu kämpfen haben.
Die seitliche Zuführungslösung verändert diese mechanische Dynamik grundlegend. Anstelle eines durchgehenden Rundkopfes teilt sich der Crimpkopf und öffnet sich seitlich. Je nach Hersteller werden Sie Modelle sehen, die entweder horizontal oder vertikal öffnen. Durch dieses Design entsteht ein breiter Seitenspalt. Der Bediener setzt das Fitting von der Seite direkt in die Mitte der Matrize ein. Sie vermeiden vollständig die Notwendigkeit, die gesamte Schlauchlänge durch einen engen Raum zu führen. Durch diese direkte seitliche Platzierung wird ein Verdrehen vermieden. Es fixiert das Werkstück sofort. Die Produktion nimmt wieder Fahrt auf.
Fluidkraftbaugruppen umfassen eine enorme Vielfalt an Formen und Größen. Bestimmte Sektoren sind stark auf unregelmäßige Geometrien angewiesen. Hier wird der seitliche Lademechanismus unverzichtbar.
In der Automobilproduktion werden täglich Tausende einzigartiger Flüssigkeitsleitungen verarbeitet. Klimaanlagenleitungen und Servolenkungsschläuche verlaufen selten gerade. Ingenieure entwerfen diese Schläuche so, dass sie sich um Motorblöcke und Fahrwerkskomponenten schlängeln. Am Fließband sieht man häufig stark manipulierte oder vorgebogene Rohre. Ein Standardeinbau ist für diese Teile physikalisch nicht möglich. Sie können ein starres Serpentinenrohr nicht axial einfädeln. Der seitliche Einstieg bewältigt diese ungewöhnlichen Winkel mühelos. Die Bediener lassen das gebogene Rohr direkt in die offene Matrize fallen. Die Maschine schließt, crimpt und gibt das Teil frei, ohne dass eine umständliche Drehung erforderlich ist.
Schwere Maschinen sind auf massive Hydraulikleitungen angewiesen. Erdbewegungsgeräte und Bergbauanlagen verwenden Schläuche mit übergroßen Industrieflanschen. Diese Endstücke überschreiten oft die maximale Öffnungskapazität von Standard-Matrizensätzen. Ein Bediener kann einen massiven Flanschblock nicht durch eine Standard-Crimpzangenöffnung schieben. Die seitliche Split-Head-Konstruktion sorgt für den nötigen Freiraum. Sie schieben den Schlauchkörper hinter den Flansch. Die Matrize klemmt auf die Ferrule, während der übergroße Flansch sicher außerhalb der Presszone ruht. Diese Fähigkeit erweist sich als entscheidend für die Schifffahrts-, Offshore- und Schwerbaubranche.
Moderne Fluidleitungen erfordern manchmal komplexe Verteiler. Sie werden häufig auf Y-Verbindungen, T-Verbindungen und Blöcke mit mehreren Anschlüssen stoßen. Ein Standardschlauchkörper kann nicht durch eine durchgehende kreisförmige Matrize passen, wenn mehrere Abzweigungen aus der Mitte herausragen. Hier scheitert das axiale Einführen völlig. Sie benötigen eine seitliche Öffnung. Mit dem geteilten Kopf können Sie genau den Abschnitt laden, der komprimiert werden muss. Die anderen Zweige hängen frei außerhalb der Crimpzone. Diese präzise Ausrichtung macht die Herstellung kundenspezifischer Industrieverteiler äußerst effizient.
Die Modernisierung Ihrer Werkstatt erfordert eine klare Begründung. Diese Spezialmaschinen sorgen für messbare betriebliche Verbesserungen. Sie sehen sofortige Erträge durch Effizienz- und Sicherheitskennzahlen.
Der Hauptvorteil besteht darin, die Zykluszeit zu verkürzen. Der Wegfall des Axialgewindeschneidprozesses beschleunigt Ihre Stückproduktion. Stellen Sie sich vor, Sie bearbeiten eine schwere, 20 Fuß lange Hydraulikleitung. Das Einfädeln durch eine Standardmatrize erfordert 15 bis 20 Sekunden sorgfältiger Handhabung. Die seitliche Platzierung dauert nur zwei Sekunden. Bei einem Produktionslauf mittlerer bis hoher Stückzahl addieren sich diese eingesparten Sekunden schnell. Pro Schicht können Sie Hunderte zusätzlicher Baugruppen bearbeiten.
Ergonomie und Bedienersicherheit verbessern sich erheblich. Das Heben schwerer, unhandlicher Industrieschläuche führt zu schneller körperlicher Ermüdung. Bei herkömmlichen Crimpzangen muss der Bediener den Schlauch beim Einfädeln hängen lassen. Dies führt zu einer enormen Belastung der Schultern und des unteren Rückens. Durch seitliches Laden entfällt diese umständliche Federung. Bediener bringen den Schlauch direkt an die Düsenfläche. Die Maschine trägt das Gewicht sofort. Weniger Ermüdung steht in direktem Zusammenhang mit weniger Verletzungen am Arbeitsplatz und geringeren Fluktuationsraten.
Ein weiterer entscheidender Faktor ist die Schadensbegrenzung. Vorgebogene Metallrohre und empfindliche Aluminiumbeschläge zerkratzen leicht. Wenn man sie durch enge Zwischenräume zwängt, erhöht sich das Risiko einer Oberflächenverformung. Durch den seitlichen Einstieg entfällt die Reibung beim Einführen. Sie positionieren das Teil perfekt, bevor Sie Druck ausüben. Dadurch wird kostspieliger Ausschuss vermieden.
Vertrauenswürdigkeit erfordert eine ausgewogene Bewertung. Wir müssen die Kapitalkosten im Voraus berücksichtigen. Diese seitlich öffnenden Maschinen verfügen über eine komplexe Split-Head-Hydraulik. Sie haben einen höheren Anschaffungspreis als einfache Axialmodelle. Der ROI stellt sich jedoch an spezialisierten Montagelinien schnell ein. Sie amortisieren die Investition durch reduzierte Arbeitsstunden. Sie vermeiden Ausschuss durch zerkratzte Armaturen. Ihr Durchsatz erhöht sich deutlich.
Die Auswahl der richtigen Maschine erfordert eine methodische Bewertung. Sie können nicht einfach das größte verfügbare Modell kaufen. Sie müssen die Gerätekapazitäten an Ihre spezifischen Produktionsanforderungen anpassen.
Sie müssen den absoluten Maximaldurchmesser Ihres größten Fittings oder Flansches ermitteln. Dies dient als Ihre Basismetrik. Messen Sie die breiteste Stelle des Bauteils. Der seitliche Öffnungsspielraum der Maschine muss für diese Größe ausreichend Platz bieten. Wir empfehlen dringend, eine Sicherheitsmarge von 10 bis 15 Prozent einzurechnen. Dieser Rand stellt sicher, dass der Bediener das Fitting schnell einführen kann, ohne es vorsichtig über die Matrizenkanten hinauszudrücken. Ein enger Abstand verlangsamt die Produktion und birgt die Gefahr einer Beschädigung der Passfläche.
Sie müssen die Presskraft an Ihre anspruchsvollsten Anwendungen anpassen. Die Tonnageanforderungen variieren stark je nach Branche. Standard-Industriegummischläuche erfordern mäßigen Kraftaufwand. Umgekehrt erfordern mehradrige Spiralhydraulikschläuche eine enorme Presskraft, um die Klemmhülse zu befestigen. Bewerten Sie Ihren aktuellen und zukünftigen Lagerbestand sorgfältig.
Betrachten Sie diese allgemeinen Kraftanforderungsstufen:
Leichte Beanspruchung (unter 150 Tonnen): Geeignet für Standard-Autoschläuche, HVAC-Leitungen und Einzeldrahtgeflechte.
Mittlere Belastung (150–250 Tonnen): Ideal für Zweidraht-Hydraulikschläuche und mittlere Industrieanwendungen.
Schwerlastbetrieb (über 250 Tonnen): Erforderlich für Spiralschläuche mit vier bis sechs Drähten und Bergbauleitungen mit großem Durchmesser.
Ihr Produktionsmaßstab bestimmt das optimale Steuerungssystem. Manuelle Mikrometerskalen eignen sich gut für Reparaturwerkstätten mit geringem Volumen. Sie erfordern Bedienerkenntnisse, halten aber die Kosten niedrig. Umgebungen mit hohem Volumen erfordern jedoch digitale Präzision. Für anspruchsvolle Fertigungsbereiche empfehlen wir dringend CNC- oder NC-Steuerungen. Diese digitalen Systeme bieten eine hohe Wiederholgenauigkeit. Sie berechnen die Düsengrößen automatisch anhand der Schlauchspezifikationen. Sie bieten außerdem Rückverfolgbarkeitsfunktionen und protokollieren jede Crimpung für Qualitätssicherungsaudits. Dadurch entfällt das Rätselraten und die Standardisierung Ihrer Produktqualität.
Bewerten Sie vor dem Kauf den physischen Fußabdruck. Eine Maschine mit geteiltem Kopf erfordert häufig unterschiedliche Zugangswinkel für den Bediener. Standard-Crimper stehen normalerweise an einer Wand und erfordern einen ausschließlich frontalen Zugang. Seitlich beladende Maschinen benötigen möglicherweise seitlichen Freiraum. Sie müssen sicherstellen, dass Ihr Anlagenlayout eine ergonomische Seitenbeladung unterstützt. Bewerten Sie Ihre Arbeitsablaufrichtung. Bestimmen Sie, wie die Bediener die schweren Schläuche von der Vorbereitungsstation zur Crimpmaschine transportieren.
Hier finden Sie eine praktische Vergleichsmatrix als Leitfaden für Ihre Anlagenplanung:
Maschinentyp |
Optimale Bodenplatzierung |
Bedienerzugriff erforderlich |
Integration der Materialhandhabung |
|---|---|---|---|
Standard-Axialcrimper |
Gegen Wände oder enge Bänke |
Streng frontale Bodenfreiheit |
Geradlinige Futtertische |
Crimpzange mit seitlicher Zuführung |
Mittelboden oder Eckinseln |
Freiraum vorne und seitlich |
U-förmige oder gebogene Tische |
Der Einsatz neuer Geräte erfordert mehr als nur das Anschließen. Sie müssen den Übergang in Ihrer Werkstatt bewältigen. Eine ordnungsgemäße Schulung und strenge Wartungsroutinen schützen Ihre Investition.
Gehen Sie die Lernkurve sofort an. Bediener, die an kontinuierliches Sterben gewöhnt sind, entwickeln das Muskelgedächtnis. Der seitliche Öffnungsmechanismus verändert den Umgang mit Materialien. Sicherheitsprotokolle ändern sich erheblich. Ein geteilter Kopf erzeugt andere Quetschpunkte als eine Maschine mit geschlossenem Kopf. Betreiber müssen sich an neue Handplatzierungsregeln anpassen. Sie müssen spezielle Sicherheitsschulungen durchführen. Zeigen Sie ihnen genau, wo sie den Schlauch beim seitlichen Einführen greifen müssen. Achten Sie darauf, dass Ihre Hände während des Presszyklus vollständig von der vertikalen Trennlinie ferngehalten werden.
Mit der Einführung der Querhydraulik ändern sich die Wartungsanforderungen. Seitlich wirkende Zylinder funktionieren anders als Standard-Axialkolben. Sie tragen ungleichmäßige Belastungen, wenn das Teil nicht richtig sitzt. Daher ist eine gleichmäßige Schmierung der Matrize von entscheidender Bedeutung. Sie müssen die Master-Matrizen täglich einfetten. Durch die richtige Schmierung wird die Reibung verringert. Es verhindert vorzeitigen Verschleiß der Gleitflächen. Das Vernachlässigen dieses Schritts führt zum Abrieb des Metalls. Eine abgenutzte Matrize beeinträchtigt Ihre Crimppräzision und erfordert kostspieligen Ersatz. Führen Sie ein strenges Wartungsprotokoll.
Sie müssen der regelmäßigen Kalibrierung Vorrang geben. Das charakteristische Merkmal dieser Maschine ist der geteilte Kopf. Es ist auch seine empfindlichste Komponente. Die beiden Hälften des Pressmechanismus müssen perfekt ausgerichtet sein. Wenn sie aus der Ausrichtung geraten, üben sie ungleichmäßigen Druck aus. Dadurch entsteht eine Ovalität in Ihrem fertigen Produkt. Ein ovaler Crimp ist unter Druck undicht. Richten Sie eine wöchentliche Kalibrierungskontrolle ein. Verwenden Sie Präzisionsmessschieber, um den Crimpdurchmesser in mehreren Winkeln zu messen. Wenn Sie Abweichungen feststellen, kalibrieren Sie den Kopf sofort neu.
Crimpmaschinen mit Seitenvorschub dienen als hochspezialisierte Werkzeuge in der Fluidtechnik-Montage. Sie beseitigen die schwerwiegenden geometrischen Engpässe, die durch komplexe, verzweigte oder stark gebogene Schläuche entstehen. Durch den Wegfall des axialen Gewindeschneidens beschleunigen Sie die Produktion pro Einheit erheblich.
Sie sollten eine einfache Prüfung Ihrer aktuellen Produktionsfläche durchführen. Beachten Sie Ihre Bearbeitungszeiten. Zählen Sie die Anzahl der ungeraden Fittings und vorgebogenen Rohre, die durch Ihre Leitung laufen. Wenn Sie bemerken, dass Bediener beim Einfädeln dieser Teile Schwierigkeiten haben, stellt die seitliche Zuführung die entsprechende betriebliche Verbesserung dar. Diese Technologie macht sich bezahlt, wenn sie bei den richtigen mechanischen Engpässen eingesetzt wird.
Wir ermutigen Käufer, vor dem Abschluss eines Kaufs systematisch vorzugehen. Fordern Sie einen Zeitstudienvergleich für Ihre spezifischen Baugruppen an. Sehen Sie sich die technischen Datenblätter sorgfältig an, um die radialen Öffnungsmaße zu überprüfen. Gerne können Sie Ihre genauen Passgeometrien besprechen und die perfekte Maschinenanpassung finden Kontaktieren Sie uns für individuelle technische Unterstützung.
A: Ja, sie sind äußerst vielseitig und können standardmäßige gerade Schläuche genauso effektiv verpressen. Während sie einfache Aufgaben perfekt bewältigen, erkennen Sie ihren spezifischen Betriebsvorteil und Return on Investment vor allem bei der Bearbeitung komplexer Geometrien oder außergewöhnlich langer Baugruppen.
A: Bei ordnungsgemäßer Kalibrierung und Wartung bieten Maschinen mit Seitenvorschub die gleiche Präzision wie herkömmliche Axialmodelle. Dank fortschrittlicher digitaler Steuerungen können diese Maschinen enge Toleranzen einhalten, die oft innerhalb von 0,1 mm liegen, und so jedes Mal eine perfekt abgedichtete und gleichmäßige Crimpung gewährleisten.
A: Modelle mit seitlicher Zufuhr erfordern im Allgemeinen eine häufigere Überprüfung des seitlichen Öffnungsmechanismus und der Ausrichtung des geteilten Kopfes. Da sich der Kopf trennt, müssen Sie sicherstellen, dass die Hälften perfekt ausgerichtet sind. Die grundlegende tägliche Werkzeugwartung und die Überprüfung der Hydraulikflüssigkeit bleiben jedoch bei beiden Maschinentypen Standard.



