Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2026-06-11 Ursprung: Plats











Komplexa slangaggregat skapar ofta allvarliga flaskhalsar på traditionella produktionsgolv. Du stöter vanligtvis på dessa förseningar när du bearbetar slangar med stora flänsar, kraftiga böjar eller förgrenade konfigurationer. Standard frontmatade crimpers tvingar förarna till svåra manövrar. Axiell gängning kräver för lång hanteringstid och ökar kraftigt risken för att skada förböjda rör. Att trä långa lopp genom en smal tärning saktar helt enkelt ner dig.
A krimpmaskin för sidomatningsslang löser dessa geometriska begränsningar helt. Den öppnas i sidled, vilket möjliggör direkt sidoinsättning. Du kringgår den restriktiva axialmatningen helt. Att motivera denna uppgradering kräver dock noggrann utvärdering. Du måste matcha de specifika maskinspecifikationerna till dina exakta produktionsvolymer. Genom att anpassa radiell öppningskapacitet och styrsystem till dina dagliga monteringstyper uppnår du mätbara genomströmningsvinster. Den här artikeln beskriver de strukturella fördelarna, kärnapplikationerna och viktiga köpkriterier för dessa specialiserade industriella krimpmaskiner.
Sidomatningsmaskiner är speciellt konstruerade för komplexa, udda formade eller alltför långa slangenheter som inte kan gängas axiellt.
Den primära ROI-drivkraften är minskningen av operatörens hanteringstid och fysisk trötthet, vilket direkt påverkar cykeltiden per enhet.
Avgörande köpkriterier inkluderar maskinens maximala radiella öppning, mångsidighet i formsatsen och integrationen av CNC-kontroller för repeterbar noggrannhet.
Implementeringen kräver specifik säkerhetsutbildning för operatören, eftersom öppningsmekanismen i sidled skiljer sig fundamentalt från presspressar med slutna huvuden.
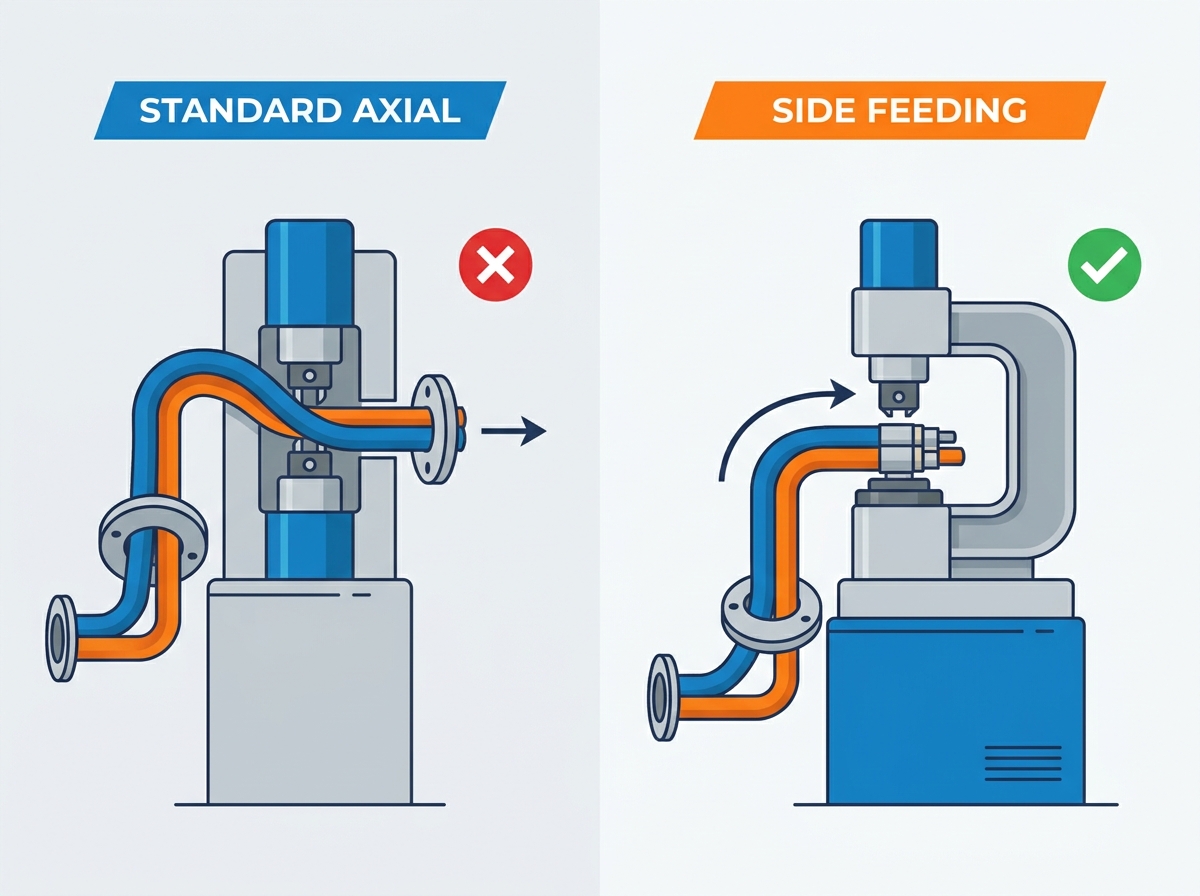
Standard crimpers med slutet huvud hanterar raka slangar vackert. Du matar slangänden axiellt genom munstyckets mitt. Pressen sluter jämnt runt beslaget. Fysiska begränsningar dyker dock upp snabbt när du introducerar komplexa geometrier. Prova att trä en 90-graders styv metallbåge genom en vanlig kontinuerlig form. Den vägrar ofta att rensa backspärren. Stora beslag med dubbla ändar skapar identiska vägspärrar. Du kan inte föra en skrymmande fläns genom en öppning som är utformad strikt för slangens ytterdiameter. Förgrenade grenrör ger omöjliga röjningsproblem.
Dessa begränsningar utlöser oundvikligen allvarliga flaskhalsar i arbetsflödet. Du kanske ser operatörer kämpa för att manipulera tunga slangar. De vrider och tvingar långa enheter genom smala formsatser. Denna konstanta manövrering saktar ner högvolymproduktionen drastiskt. Det orsakar också märkbar påfrestning för operatören. Arbetare bär den fysiska belastningen medan de försöker exakta justeringar. Risken för monteringsfel skjuter i höjden när operatörer bekämpar utrustningen.
Sidomatningslösningen förändrar i grunden denna mekaniska dynamik. Istället för ett kontinuerligt cirkulärt huvud delar sig krimphuvudet och öppnas i sidled. Du kommer att se modeller som öppnas antingen horisontellt eller vertikalt beroende på tillverkare. Denna design skapar ett brett sidospalt. Operatörer placerar beslaget direkt i mitten av formen från sidan. Du kringgår helt behovet av att mata hela slanglängden genom ett trångt utrymme. Denna direkta sidoplacering eliminerar vridning. Det säkrar arbetsstycket omedelbart. Produktionen tar fart igen.
Fluidkraftaggregat spänner över en enorm mängd olika former och storlekar. Vissa sektorer är starkt beroende av oregelbundna geometrier. Här blir sidolastmekanismen oumbärlig.
Bilproduktionsgolv bearbetar tusentals unika vätskelinjer dagligen. Luftkonditioneringsledningar och servostyrningsslangar följer sällan raka vägar. Ingenjörer designar dessa slangar för att väva runt motorblock och chassikomponenter. Du ser ofta hårt manipulerade eller förböjda rör på löpande band. Standardinsättning är fysiskt omöjlig för dessa delar. Du kan inte trä ett styvt serpentinrör axiellt. Den laterala ingången hanterar dessa udda vinklar utan ansträngning. Operatörer tappar det böjda röret rakt in i den öppna formen. Maskinen stänger, krymper och släpper delen utan att kräva någon besvärlig rotation.
Tungt maskineri är beroende av massiva hydraulledningar. Jordflyttningsutrustning och gruvriggar använder slangar som är avslutade med överdimensionerade industriflänsar. Dessa ändbeslag överskrider ofta den maximala öppningskapaciteten för standardformsatser. En operatör kan inte trycka ett massivt flänsblock genom en standardpressöppning. Den laterala designen med delat huvud ger det nödvändiga spelet. Du skjuter in slangkroppen bakom flänsen. Formen klämmer fast på hylsan medan den överdimensionerade flänsen vilar säkert utanför presszonen. Denna förmåga visar sig vara avgörande för marin, offshore och tunga byggsektorer.
Modern vätskedirigering kräver ibland komplexa grenrör. Du kommer ofta att stöta på Y-fogar, T-fogar och flerportsblock. En standardslangkropp kan inte passera genom en kontinuerlig cirkulär form när flera grenar sticker ut från mitten. Axiell insättning misslyckas helt här. Du behöver en sidoöppning. Det delade huvudet låter dig ladda exakt den sektion som behöver kompression. De andra grenarna hänger fritt utanför krympningszonen. Denna exakta inriktning gör tillverkning av anpassade industriella grenrör mycket effektiv.
Att uppgradera ditt verkstadsgolv kräver tydlig motivering. Dessa specialiserade maskiner levererar mätbara driftsförbättringar. Du ser omedelbar avkastning genom effektivitets- och säkerhetsmått.
Cykeltidsförkortning fungerar som den främsta fördelen. Att eliminera den axiella gängningsprocessen accelererar din produktion per enhet. Föreställ dig att bearbeta en tung 20-fots hydraulledning. Att trä den genom en standardtärning tar 15 till 20 sekunders noggrann manipulation. Sidoplacering tar bara två sekunder. Under en produktion av medelstora till höga volymer sparade dessa sekunder snabbt sammansättning. Du kan bearbeta hundratals ytterligare sammansättningar per skift.
Ergonomi och förarsäkerhet förbättras dramatiskt. Att lyfta tunga, besvärliga industrislangar orsakar snabb fysisk trötthet. Standardpresspressar tvingar operatörerna att hålla slangen upphängd när den träs. Detta skapar en enorm belastning på axlar och nedre rygg. Sidobelastning eliminerar denna besvärliga fjädring. Operatörer för slangen direkt till munstycket. Maskinen bär vikten direkt. Mindre trötthet korrelerar direkt till färre arbetsskador och lägre omsättningshastighet.
Skadebegränsning fungerar som en annan kritisk faktor. Förböjda metallrör och ömtåliga aluminiumbeslag repar lätt. Att tvinga dem genom snäva spelrum ökar risken för ytdeformation. Sidoinföring tar bort friktionen vid införing. Du placerar delen perfekt innan du applicerar något tryck. Detta förhindrar kostsamt skrot.
Pålitlighet kräver en balanserad bedömning. Vi måste erkänna initiala kapitalkostnader. Dessa sidoöppningsmaskiner har komplex hydraulik med delat huvud. De har ett högre initialt inköpspris än grundläggande axiella modeller. Men ROI materialiseras snabbt på specialiserade monteringslinjer. Du får tillbaka investeringen genom minskade arbetstimmar. Du eliminerar skrot från repade beslag. Din genomströmning ökar avsevärt.
Att välja rätt maskin kräver metodisk utvärdering. Du kan inte bara köpa den största modellen som finns. Du måste matcha utrustningens kapacitet till dina specifika produktionskrav.
Du måste bestämma den absoluta maximala diametern för din största koppling eller fläns. Detta fungerar som ditt baslinjemått. Mät den bredaste punkten på komponenten. Maskinens sidoöppningsspel måste rymma denna storlek bekvämt. Vi rekommenderar starkt att du lägger till en säkerhetsmarginal på 10 till 15 procent. Denna marginal säkerställer att operatörer kan sätta in kopplingen snabbt utan att försiktigt klämma den förbi stanskanterna. Ett snävt spel bromsar produktionen och riskerar att skada monteringsytan.
Du måste matcha presskraften till dina tuffaste applikationer. Tonnagekraven varierar kraftigt mellan branscher. Standard industrigummislangar kräver måttlig kraft. Omvänt kräver flertrådiga spiralhydraulikslangar massiv presskraft för att säkra hylsan. Utvärdera ditt nuvarande och framtida lager noggrant.
Tänk på dessa vanliga kraftkravsnivåer:
Lätt belastning (under 150 ton): Lämplig för vanliga fordonsslangar, HVAC-ledningar och entrådsflätor.
Medium Duty (150 - 250 ton): Idealisk för dubbeltrådiga hydraulslangar och medelstora industriella tillämpningar.
Heavy Duty (Över 250 ton): Nödvändigt för fyrtråds till sextråds spiralslangar och gruvledningar med stor borrning.
Din produktionsskala dikterar det optimala styrsystemet. Manuella mikrometerskivor fungerar bra för reparationsverkstäder med låg volym. De kräver operatörsskicklighet men håller nere kostnaderna. Högvolymmiljöer kräver dock digital precision. Vi rekommenderar starkt CNC- eller NC-kontroller för seriösa tillverkningsgolv. Dessa digitala system ger hög repeterbarhet. De beräknar formstorlekar automatiskt baserat på slangspecifikationer. De tillhandahåller också spårbarhetsfunktioner som loggar varje krympning för kvalitetssäkringsrevisioner. Detta eliminerar gissningar och standardiserar din produktkvalitet.
Bedöm det fysiska fotavtrycket innan du köper. En maskin med delat huvud kräver ofta olika åtkomstvinklar för föraren. Standardpressar sitter vanligtvis mot en vägg och kräver strikt åtkomst framifrån. Sidolastande maskiner kan kräva spelrum på sidorna. Du måste se till att din anläggningslayout stöder ergonomisk sidobelastning. Utvärdera din arbetsflödesriktning. Bestäm hur operatörerna ska flytta de tunga slangarna från förberedelsestationen till pressmaskinen.
Här är en praktisk jämförelsematris som vägleder din anläggningsplanering:
Maskintyp |
Optimal golvplacering |
Operatörsåtkomst krävs |
Integration av materialhantering |
|---|---|---|---|
Standard Axial Crimper |
Mot väggar eller täta bänkar |
Strikt frigång framifrån |
Raka foderbord |
Side Feeding Crimper |
Mittgolv eller hörnöar |
Främre och laterala spelrum |
U-formade eller böjda uppställningsbord |
Att implementera ny utrustning innebär mer än att bara koppla in den. Du måste hantera övergången på ditt verkstadsgolv. Korrekt utbildning och strikta underhållsrutiner skyddar din investering.
Adressera inlärningskurvan omedelbart. Operatörer som är vana vid kontinuerliga dör utvecklar muskelminne. Den laterala öppningsmekanismen ändrar hur de hanterar material. Säkerhetsprotokollen förändras avsevärt. Ett delat huvud skapar olika klämpunkter jämfört med en maskin med slutet huvud. Operatörer måste anpassa sig till nya regler för handplacering. Du måste genomföra specifika säkerhetsutbildningar. Visa dem exakt var de ska greppa slangen vid sidoföring. Betona att hålla händerna helt borta från den vertikala delade linjen under presscykeln.
Underhållsbehoven förändras när du introducerar sidohydraulik. Sidoverkande cylindrar fungerar annorlunda än vanliga axiella kolvar. De tål ojämn belastning om delen sitter fel. Detta gör konsekvent smörjning av munstycket absolut avgörande. Du måste smörja master dies dagligen. Korrekt smörjning minskar friktionen. Det förhindrar för tidigt slitage på glidytorna. Att försumma detta steg leder till att metallen skaver. En skadad form förstör din pressprecision och kräver dyra byten. För en strikt underhållslogg.
Du måste prioritera regelbunden kalibrering. Den utmärkande egenskapen hos denna maskin är det delade huvudet. Det är också dess mest känsliga komponent. De två halvorna av pressmekanismen måste bibehålla perfekt inriktning. Om de glider ur linje utövar de ojämnt tryck. Detta skapar ovalitet i din färdiga produkt. En oval krimpning läcker under tryck. Upprätta en veckokalibreringskontroll. Använd precisionsok för att mäta crimpdiametern i flera vinklar. Om du upptäcker variationer, kalibrera om huvudet omedelbart.
Krympmaskiner för sidomatning fungerar som högt specialiserade verktyg för sammansättning av vätskekraft. De eliminerar de allvarliga geometriska flaskhalsarna som orsakas av komplexa, grenade eller kraftigt böjda slangar. Genom att ta bort behovet av axiell gängning accelererar du produktionen per enhet avsevärt.
Du bör göra en enkel granskning av ditt nuvarande produktionsgolv. Observera dina hanteringstider. Räkna antalet udda kopplingar och förböjda rör som passerar genom din linje. Om du märker att operatörer kämpar för att gänga dessa delar, är sidomatning en lämplig driftsuppgradering. Denna teknik betalar sig själv när den används mot de rätta mekaniska flaskhalsarna.
Vi uppmuntrar köpare att ta ett systematiskt tillvägagångssätt innan de slutför ett köp. Begär en tidsstudiejämförelse för dina specifika sammanställningar. Granska de tekniska specifikationsbladen noggrant för att verifiera radiella öppningsdimensioner. För att diskutera dina exakta passande geometrier och hitta den perfekta maskinmatchningen, gärna kontakta oss för personlig teknisk support.
S: Ja, de är mycket mångsidiga och kan krympa raka standardslangar lika effektivt. Även om de hanterar enkla uppgifter perfekt, inser du deras specifika driftsfördelar och avkastning på investeringen, främst när du bearbetar komplexa geometrier eller exceptionellt långa sammansättningar.
S: När de är korrekt kalibrerade och underhållna erbjuder sidomatningsmaskiner identisk precision som traditionella axiella modeller. Avancerade digitala kontroller tillåter dessa maskiner att hålla snäva toleranser, ofta kvar inom 0,1 mm, vilket säkerställer en perfekt förseglad och enhetlig krimpning varje gång.
S: Modeller med sidomatning kräver i allmänhet mer frekvent inspektion av öppningsmekanismen i sidled och inriktning av delat huvud. Eftersom huvudet separerar måste du se till att halvorna är perfekta i linje. Det grundläggande dagliga underhållet av formverktyg och hydraulvätskekontroller förblir dock standard för båda maskintyperna.



