Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-06-11 Eredet: Telek











Az összetett tömlőszerelvények gyakran súlyos szűk keresztmetszeteket okoznak a hagyományos termelési padlókon. Általában ezekkel a késleltetésekkel találkozik nagy karimájú, erős hajlítású vagy elágazó konfigurációjú tömlők feldolgozásakor. A standard elülső adagoló krimperek nehéz manőverekre kényszerítik a kezelőt. Az axiális menetezés túl sok kezelési időt igényel, és jelentősen megnöveli az előhajlított csövek sérülésének kockázatát. A hosszú futások átfűzése egy keskeny matricán egyszerűen lelassít.
A Az oldalsó adagolótömlő-préselő gép teljesen megoldja ezeket a geometriai korlátokat. Oldalra nyílik, így közvetlen oldalsó behelyezést tesz lehetővé. Teljesen megkerüli a korlátozó axiális előtolást. Ennek a frissítésnek az indokolása azonban alapos értékelést igényel. Az adott gép specifikációit a pontos gyártási mennyiségekhez kell igazítania. A radiális nyitási kapacitások és a vezérlőrendszerek napi összeszerelési típusaihoz igazításával mérhető teljesítménynövekedés érhető el. Ez a cikk részletezi ezeknek a speciális ipari krimpelőknek a szerkezeti előnyeit, alapvető alkalmazásait és alapvető vásárlási kritériumait.
Az oldalsó adagológépeket kifejezetten összetett, szokatlan alakú vagy túl hosszú tömlőszerelvényekhez tervezték, amelyek tengelyirányban nem menetesek.
Az elsődleges megtérülési tényező a kezelői kezelési idő és a fizikai fáradtság csökkentése, amely közvetlenül befolyásolja az egységenkénti ciklusidőt.
A kulcsfontosságú vásárlási kritériumok közé tartozik a gép maximális radiális nyitása, a szerszámkészlet sokoldalúsága és a CNC vezérlők integrálása a megismételhető pontosság érdekében.
A megvalósítás speciális kezelői biztonsági oktatást igényel, mivel az oldalsó nyitómechanizmus alapvetően különbözik a zárt fejű krimpelőktől.
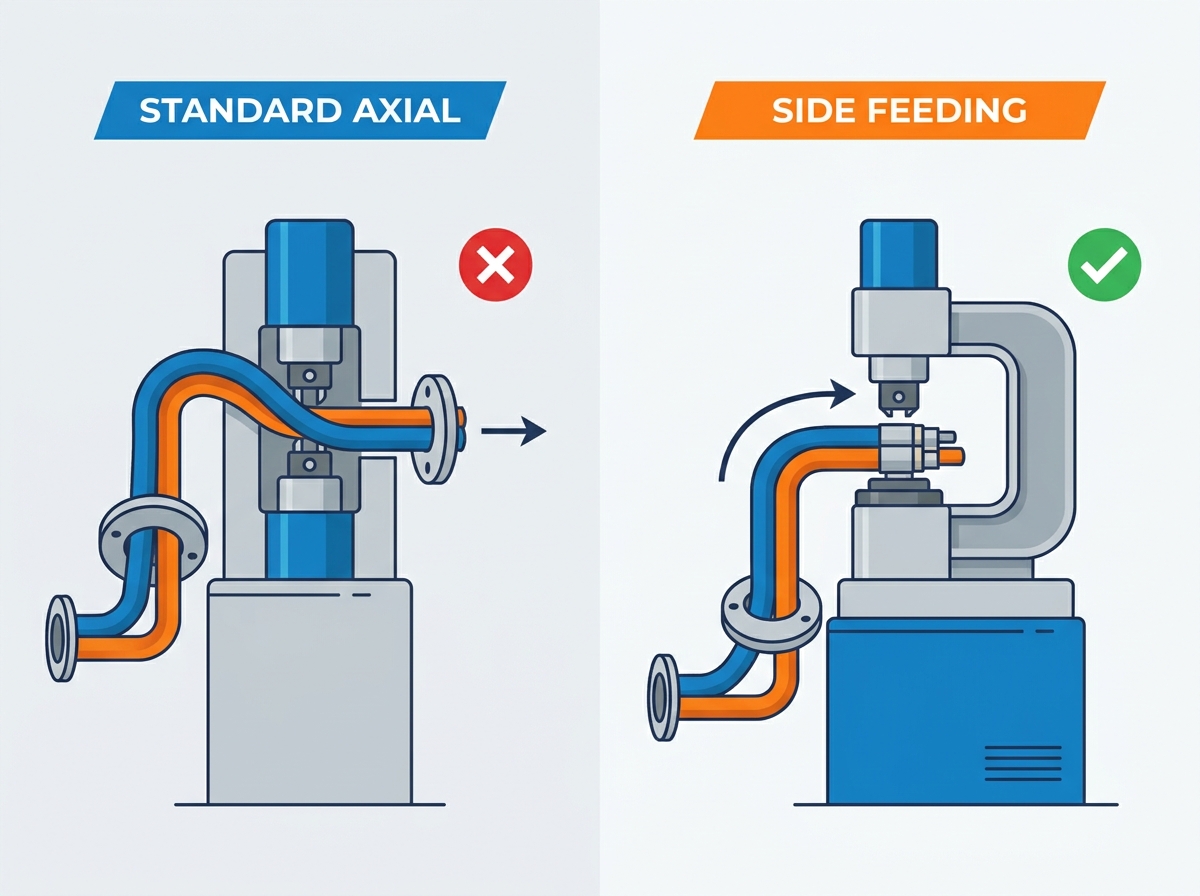
A szabványos zártfejű krimpelők gyönyörűen kezelik az egyenes tömlőket. A tömlővéget axiálisan vezeti át a szerszám közepén. A prés egyenletesen záródik a vasalat körül. A fizikai korlátok azonban gyorsan megjelennek, ha bonyolult geometriákat vezet be. Próbáljon meg egy 90 fokos merev fém könyököt átfűzni egy szabványos folyamatos szerszámon. Gyakran nem hajlandó törölni a visszafutásgátlót. A kétvégű nagy szerelvények azonos útlezárásokat hoznak létre. Terjedelmes karimát nem lehet átvezetni a szigorúan a tömlő külső átmérőjének megfelelő nyíláson. Az elágazó elosztók lehetetlen hézagproblémákat okoznak.
Ezek a korlátozások elkerülhetetlenül súlyos munkafolyamat-szűk keresztmetszetek kialakulásához vezetnek. Megnézheti, ahogy a kezelők küzdenek a nehéz tömlők manipulálásával. A hosszú szerelvényeket keskeny szerszámkészleteken keresztül csavarják és kényszerítik. Ez az állandó manőverezés drasztikusan lelassítja a nagy volumenű gyártást. Észrevehető kezelői megterhelést is okoz. A munkások viselik a fizikai terhelést, miközben megpróbálják a pontos igazítást. Az összeszerelési hibák kockázata az egekbe szökik, amikor a kezelők harcolnak a berendezés ellen.
Az oldalsó adagolási megoldás alapjaiban változtatja meg ezt a mechanikai dinamikát. A folytonos kör alakú fej helyett a krimpelőfej széthasad és oldalra nyílik. A gyártótól függően vízszintesen vagy függőlegesen nyíló modellek jelennek meg. Ez a kialakítás széles oldalrést hoz létre. A kezelők a szerelvényt közvetlenül a szerszám közepébe helyezik oldalról. Teljesen megkerüli annak szükségességét, hogy a tömlő teljes hosszát szűk helyen kell átvezetni. Ez a közvetlen oldalirányú elhelyezés kiküszöböli a csavarodást. Azonnal rögzíti a munkadarabot. A termelés visszanyeri lendületét.
A folyadékellátó szerelvények a formák és méretek széles választékát ölelik fel. Egyes szektorok nagymértékben támaszkodnak a szabálytalan geometriákra. Itt nélkülözhetetlenné válik az oldalsó rakodószerkezet.
Az autóipari termelési padlók naponta több ezer egyedi folyadéksort dolgoznak fel. A légkondicionáló vezetékei és a szervokormány-tömlők ritkán követnek egyenes utakat. A mérnökök úgy tervezték ezeket a tömlőket, hogy a motorblokkok és az alváz alkatrészei körül fonódjanak. Gyakran látni erősen manipulált vagy előre hajlított csöveket az összeszerelősoron. A szabványos beillesztés ezeknél az alkatrészeknél fizikailag lehetetlen. Merev szerpentin csövet nem lehet axiálisan befűzni. Az oldalsó bemenet könnyedén kezeli ezeket a furcsa szögeket. A kezelők a hajlított csövet egyenesen a nyitott szerszámba dobják. A gép bezárja, préseli és elengedi az alkatrészt anélkül, hogy kínos elforgatást igényelne.
A nehézgépek masszív hidraulikus vezetékekre támaszkodnak. A földmunkagépek és a bányászati fúrótornyok túlméretezett ipari karimákkal végződő tömlőket használnak. Ezek a végszerelvények gyakran meghaladják a szabványos szerszámkészletek maximális nyitási kapacitását. A kezelő nem tolhat át egy masszív karimás blokkot egy szabványos krimpelőnyíláson. Az oldalsó osztott fej kialakítása biztosítja a szükséges távolságot. A tömlőtestet becsúsztatja a karima mögé. A matrica rászorul a hüvelyre, míg a túlméretezett karima biztonságosan a préselési zónán kívül fekszik. Ez a képesség létfontosságúnak bizonyul a tengeri, tengeri és nehéz építőiparban.
A modern folyadékelvezetés néha bonyolult elosztókat igényel. Gyakran találkozhat Y-csuklókkal, T-csuklókkal és többportos blokkokkal. A szabványos tömlőtest nem tud átmenni egy folyamatos kör alakú szerszámon, ha több ág áll ki a közepéből. Az axiális beillesztés itt teljesen meghiúsul. Oldalsó nyílásra van szüksége. Az osztott fej lehetővé teszi, hogy pontosan a tömörítést igénylő szakaszt töltse be. A többi ág szabadon lóg a préselési zónán kívül. Ez a pontos célzás rendkívül hatékonysá teszi az egyedi ipari elosztók gyártását.
Az üzlethelyiség korszerűsítése egyértelmű indoklást igényel. Ezek a speciális gépek mérhető működési javulást eredményeznek. A hatékonysági és biztonsági mutatókon keresztül azonnali megtérülést tapasztal.
A ciklusidő csökkentése az elsődleges előny. Az axiális menetvágási folyamat megszüntetése felgyorsítja az egységenkénti termelést. Képzeljen el egy nehéz, 20 láb hosszú hidraulikavezeték feldolgozását. A szabványos matricán való átfűzése 15-20 másodperces gondos manipulációt igényel. Az oldalsó elhelyezés mindössze két másodpercet vesz igénybe. A közepes és nagy volumenű gyártás során ezek a megspórolt másodpercek gyorsan összeállnak. Műszakonként több száz további összeállítást dolgozhat fel.
Az ergonómia és a kezelő biztonsága drámaian javul. A nehéz, nehézkes ipari tömlők emelése gyors fizikai fáradtságot okoz. A szabványos krimpelők arra kényszerítik a kezelőt, hogy a tömlőt felfüggesztve tartsák menet közben. Ez óriási terhelést okoz a vállakon és a hát alsó részén. Az oldalsó terhelés kiküszöböli ezt a kényelmetlen felfüggesztést. A kezelők a tömlőt közvetlenül a szerszám homloklapjához hozzák. A gép azonnal viseli a súlyt. A kevesebb fáradtság közvetlenül összefügg a kevesebb munkahelyi sérüléssel és az alacsonyabb fluktuációval.
Egy másik kritikus tényező a kárenyhítés. Az előre hajlított fémcsövek és a finom alumínium szerelvények könnyen karcolódnak. Ha szűk hézagokon keresztül kényszerítik őket, akkor megnő a felület deformációjának kockázata. Az oldalsó bemenet megszünteti a behelyezés súrlódását. Tökéletesen elhelyezi az alkatrészt, mielőtt bármilyen nyomást gyakorolna. Ezzel elkerülhető a költséges selejt.
A megbízhatóság kiegyensúlyozott értékelést igényel. El kell ismernünk az előzetes tőkeköltségeket. Ezek az oldalra nyíló gépek összetett osztott fejű hidraulikával rendelkeznek. Magasabb kezdeti vételárral rendelkeznek, mint az alap axiális modellek. A ROI azonban gyorsan realizálódik a speciális összeszerelő sorokon. A csökkentett munkaidővel megtérül a befektetés. Eltávolítja a karcos szerelvényekből származó törmeléket. Az áteresztőképesség jelentősen megnő.
A megfelelő gép kiválasztása módszeres értékelést igényel. Nem vásárolhatja meg egyszerűen a legnagyobb elérhető modellt. A berendezés képességeit a sajátos gyártási igényeihez kell igazítania.
Meg kell határoznia a legnagyobb szerelvény vagy karima abszolút maximális átmérőjét. Ez szolgál alapmutatóként. Mérje meg az alkatrész legszélesebb pontját. A gép oldalra nyíló hézagának ezt a méretet kényelmesen el kell fogadnia. Erősen javasoljuk 10-15 százalékos biztonsági ráhagyás hozzáadását. Ez a margó biztosítja, hogy a kezelők gyorsan be tudják helyezni a szerelvényt anélkül, hogy óvatosan megnyomnák a szerszám élein. A szűk hézag lelassítja a gyártást és az illesztési felület károsodását okozhatja.
A nyomóerőt a legkeményebb alkalmazásokhoz kell igazítania. A tonnakövetelmények vadul eltérőek az egyes iparágakban. A szabványos ipari gumitömlők mérsékelt erőt igényelnek. Ezzel szemben a többvezetékes spirális hidraulikatömlők hatalmas nyomóerőt igényelnek a hüvely rögzítéséhez. Gondosan értékelje jelenlegi és jövőbeli készletét.
Tekintsük ezeket a közös erőszükségleti szinteket:
Könnyű teherbírás (150 tonna alatt): Alkalmas szabványos autótömlőkhöz, HVAC-vezetékekhez és egyvezetékes fonatokhoz.
Közepes terhelhetőség (150-250 tonna): Ideális kétvezetékes hidraulikatömlőkhöz és közepes ipari alkalmazásokhoz.
Nagy teherbírás (több mint 250 tonna): Négy-hat vezetékes spiráltömlőkhöz és nagy furatú bányászati vezetékekhez szükséges.
Az Ön gyártási léptéke határozza meg az optimális vezérlőrendszert. A kézi mikrométeres tárcsák jól használhatók kis volumenű javítóműhelyekben. Kezelői szakértelmet igényelnek, de csökkentik a költségeket. A nagy volumenű környezetek azonban digitális pontosságot igényelnek. Komoly gyártási padlókhoz kifejezetten ajánljuk a CNC vagy NC vezérlőket. Ezek a digitális rendszerek nagy megismételhetőséget biztosítanak. A tömlő specifikációi alapján automatikusan kiszámítják a szerszámméreteket. Nyomonkövetési funkciókat is biztosítanak, minden krimpelést naplózva a minőségbiztosítási auditokhoz. Ez kiküszöböli a találgatásokat, és szabványosítja a termék minőségét.
Vásárlás előtt mérje fel a fizikai lábnyomot. Az osztott fejű gépek gyakran különböző kezelői hozzáférési szögeket igényelnek. A szabványos krimpelők általában a falhoz ülnek, és szigorúan elölről kell hozzáférni. Az oldalsó rakodógépeknél szükség lehet az oldalsó helyekre. Gondoskodnia kell arról, hogy a létesítmény elrendezése ergonómikus oldalratöltést biztosítson. Értékelje a munkafolyamat irányát. Határozza meg, hogyan mozgatják a kezelők a nehéz tömlőket az előkészítő állomásról a krimpelőre.
Íme egy praktikus összehasonlító mátrix, amely útmutatást nyújt a létesítmény tervezéséhez:
Gép típusa |
Optimális padlóelhelyezés |
Kezelői hozzáférés szükséges |
Anyagkezelési integráció |
|---|---|---|---|
Szabványos axiális krimpelő |
Falakhoz vagy szűk padokhoz |
Szigorúan elülső távolság |
Egyenes vonalú etetőasztalok |
Oldalsó adagoló krimpelő |
Középső emelet vagy sarokszigetek |
Elöl és oldalsó hézag |
U-alakú vagy hajlított színpadi asztalok |
Az új berendezések üzembe helyezése többet jelent, mint egyszerűen csatlakoztatni őket. Az átállást a műhelyben kell kezelnie. A megfelelő képzés és a szigorú karbantartási rutinok megóvják befektetését.
Azonnal foglalkozzon a tanulási görbével. A folyamatos halálozáshoz szokott operátorok izommemóriát fejlesztenek. Az oldalsó nyitási mechanizmus megváltoztatja az anyagok kezelését. A biztonsági protokollok jelentősen eltolódnak. Az osztott fej különböző becsípési pontokat hoz létre, mint egy zárt fejű gép. A kezelőknek alkalmazkodniuk kell az új kézelhelyezési szabályokhoz. Speciális biztonsági oktatást kell tartania. Mutassa meg nekik, hogy pontosan hol kell megfogni a tömlőt oldalirányú behelyezéskor. Hangsúlyozza, hogy a préselési ciklus alatt a kezét teljesen távol kell tartania a függőleges osztásvonaltól.
Az oldalsó hidraulika bevezetésekor a karbantartási igények megváltoznak. Az oldalsó működésű hengerek másképpen működnek, mint a szabványos axiális dugattyúk. Egyenetlen terhelést viselnek, ha az alkatrész nem megfelelően ül. Ez rendkívül fontossá teszi a konzisztens szerszámkenést. Meg kell zsírozni, a mester naponta meghal. A megfelelő kenés csökkenti a súrlódást. Megakadályozza a csúszófelületek idő előtti kopását. Ennek a lépésnek az elhanyagolása fémkopáshoz vezet. A vágószerszám tönkreteszi a krimpelési pontosságot, és drága cseréket igényel. Vezessen szigorú karbantartási naplót.
Előnyben kell részesítenie a rendszeres kalibrálást. Ennek a gépnek a meghatározó jellemzője az osztott fej. Ez a legérzékenyebb összetevője is. A présmechanizmus két felének tökéletes összhangban kell lennie. Ha kicsúsznak az irányból, egyenetlen nyomást fejtenek ki. Ez oválist hoz létre a kész termékben. Nyomás alatt egy ovális prés szivárog. Hozza létre a heti kalibrálási ellenőrzést. Használjon precíziós féknyergeket a krimpelés átmérőjének több szögben történő megméréséhez. Ha eltéréseket észlel, azonnal kalibrálja újra a fejet.
Az oldalsó adagolású krimpelőgépek magasan speciális szerszámokként szolgálnak a folyadékerőmű összeszerelésében. Megszüntetik az összetett, elágazó vagy erősen hajlított tömlők által okozott súlyos geometriai szűk keresztmetszeteket. Az axiális menetezés szükségességének megszüntetésével jelentősen felgyorsítja az egységenkénti termelést.
Futtasson egy egyszerű auditot a jelenlegi termelési szintjén. Ügyeljen a kezelési időkre. Számolja meg a vonalon áthaladó páratlan szerelvények és előre hajlított csövek számát. Ha azt észleli, hogy a kezelők nehezen tudják befűzni ezeket az alkatrészeket, az oldalsó adagolás a megfelelő működési frissítést jelenti. Ez a technológia megtérül, ha a megfelelő mechanikai szűk keresztmetszetek ellen alkalmazzák.
Arra bátorítjuk a vásárlókat, hogy a vásárlás véglegesítése előtt szisztematikus megközelítést alkalmazzanak. Kérjen időbeli összehasonlítást az adott szerelvényekhez. Gondosan tekintse át a műszaki adatlapokat a radiális nyílásméretek ellenőrzéséhez. A pontos illesztési geometriák megbeszéléséhez és a tökéletes géppár megtalálásához bátran forduljon hozzánk vegye fel velünk a kapcsolatot személyre szabott mérnöki támogatásért.
V: Igen, nagyon sokoldalúak, és ugyanolyan hatékonyan préselhetik a szabványos egyenes tömlőket. Miközben az egyszerű feladatokat is tökéletesen kezelik, sajátos működési előnyüket és a befektetés megtérülését elsősorban összetett geometriák vagy kivételesen hosszú szerelvények feldolgozásakor ismeri fel.
V: Megfelelően kalibrálva és karbantartva az oldaladagoló gépek a hagyományos axiális modellekkel azonos pontosságot kínálnak. A fejlett digitális vezérlések lehetővé teszik, hogy ezek a gépek szűk tűréshatárokat tartsanak, gyakran 0,1 mm-en belül, így minden alkalommal tökéletesen tömített és egyenletes krimpelést biztosítanak.
V: Az oldalsó adagolású modelleknél általában gyakrabban kell ellenőrizni az oldalsó nyitási mechanizmust és az osztott fej beállítását. Mivel a fej szétválik, gondoskodnia kell arról, hogy a felek tökéletesen illeszkedjenek. Az alapvető napi vágókarbantartás és a hidraulikafolyadék-ellenőrzés azonban mindkét géptípusnál alapfelszereltség marad.



