Views: 0 Author: Site Editor Publish Time: 2026-06-11 Origin: Site











Complex hose assemblies often create severe bottlenecks on traditional production floors. You usually encounter these delays when processing hoses featuring large flanges, severe bends, or branched configurations. Standard front-feeding crimpers force operators into difficult maneuvers. Axial threading demands excess handling time and sharply increases the risk of damaging pre-bent tubes. Threading long runs through a narrow die simply slows you down.
A side feeding hose crimping machine resolves these geometric constraints completely. It opens laterally, allowing direct side insertion. You bypass the restrictive axial feed entirely. However, justifying this upgrade requires careful evaluation. You must match the specific machine specifications to your exact production volumes. By aligning radial opening capacities and control systems to your daily assembly types, you achieve measurable throughput gains. This article details the structural advantages, core applications, and essential buying criteria for these specialized industrial crimpers.
Side feeding machines are specifically engineered for complex, odd-shaped, or excessively long hose assemblies that cannot be axially threaded.
The primary ROI driver is the reduction of operator handling time and physical fatigue, directly impacting cycle time per unit.
Crucial buying criteria include the machine’s maximum radial opening, die set versatility, and the integration of CNC controls for repeatable accuracy.
Implementation requires specific operator safety training, as the lateral opening mechanism differs fundamentally from closed-head crimpers.
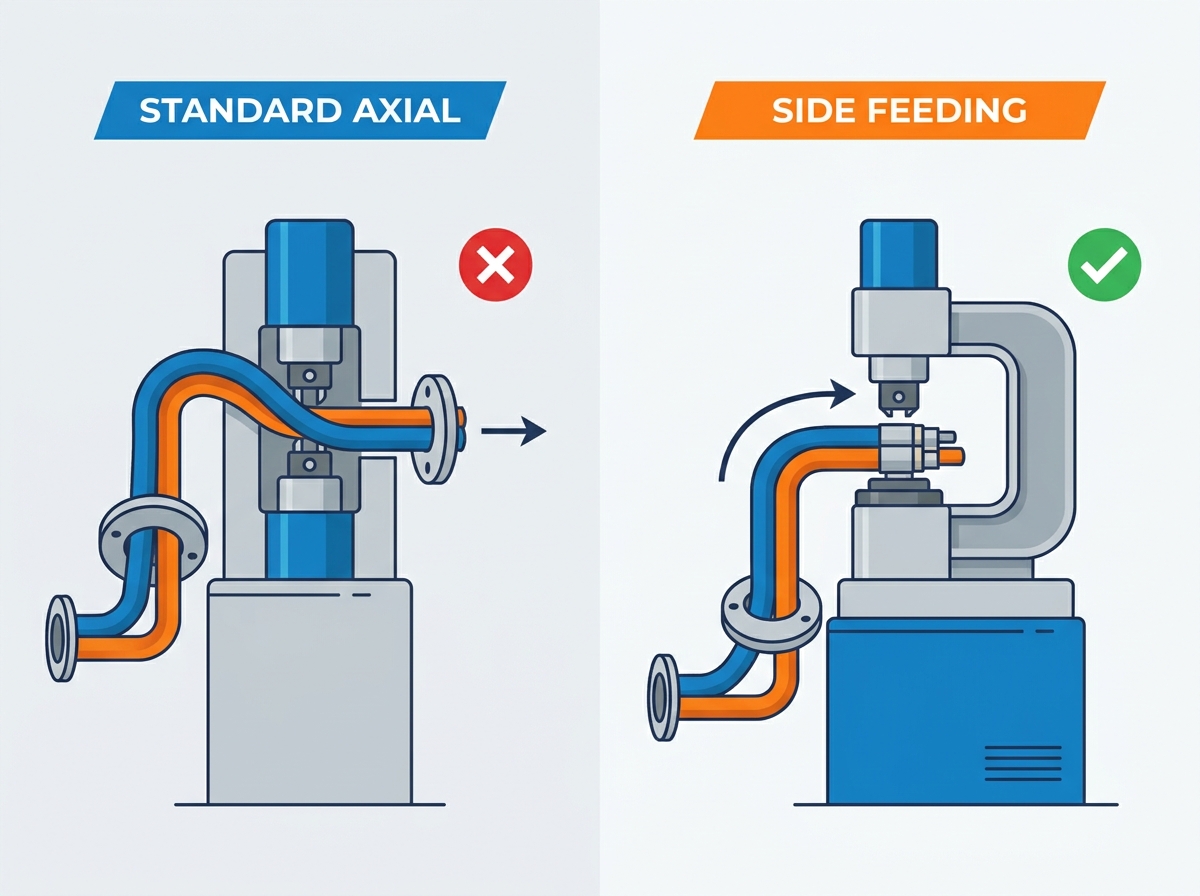
Standard closed-head crimpers handle straight hoses beautifully. You feed the hose end axially through the center of the die. The press closes uniformly around the fitting. However, physical constraints emerge quickly when you introduce complex geometries. Try threading a 90-degree rigid metal elbow through a standard continuous die. It often refuses to clear the backstop. Dual-ended large fittings create identical roadblocks. You cannot pass a bulky flange through an opening designed strictly for the hose outer diameter. Branched manifolds present impossible clearance issues.
These limitations inevitably trigger severe workflow bottlenecks. You might watch operators struggle to manipulate heavy hoses. They twist and force long assemblies through narrow die sets. This constant maneuvering slows down high-volume production drastically. It also causes noticeable operator strain. Workers bear the physical load while attempting precise alignments. The risk of assembly error skyrockets when operators fight the equipment.
The side feeding solution fundamentally changes this mechanical dynamic. Instead of a continuous circular head, the crimping head splits and opens laterally. You will see models opening either horizontally or vertically depending on the manufacturer. This design creates a wide side gap. Operators place the fitting directly into the center of the die from the side. You completely bypass the need to feed the entire hose length through a confined space. This direct lateral placement eliminates twisting. It secures the workpiece instantly. Production regains its momentum.
Fluid power assemblies span a massive variety of shapes and sizes. Certain sectors rely heavily on irregular geometries. Here, the side loading mechanism becomes indispensable.
Automotive production floors process thousands of unique fluid lines daily. Air conditioning lines and power steering hoses rarely follow straight paths. Engineers design these hoses to weave around engine blocks and chassis components. You frequently see heavily manipulated or pre-bent tubes on the assembly line. Standard insertion is physically impossible for these parts. You cannot thread a rigid serpentine tube axially. The lateral entry handles these odd angles effortlessly. Operators drop the bent tube straight into the open die. The machine closes, crimps, and releases the part without requiring any awkward rotation.
Heavy machinery relies on massive hydraulic lines. Earthmoving equipment and mining rigs use hoses terminated featuring oversized industrial flanges. These end-fittings often exceed the maximum opening capacity of standard die sets. An operator cannot push a massive flange block through a standard crimper opening. The lateral split-head design provides the necessary clearance. You slide the hose body in behind the flange. The die clamps down on the ferrule while the oversized flange rests safely outside the pressing zone. This capability proves vital for marine, offshore, and heavy construction sectors.
Modern fluid routing sometimes demands complex manifolds. You will encounter Y-joints, T-joints, and multi-port blocks frequently. A standard hose body cannot pass through a continuous circular die when multiple branches jut out from the center. Axial insertion fails completely here. You need a side opening. The split head allows you to load the exact section needing compression. The other branches hang freely outside the crimping zone. This precise targeting makes manufacturing custom industrial manifolds highly efficient.
Upgrading your shop floor requires clear justification. These specialized machines deliver measurable operational improvements. You see immediate returns through efficiency and safety metrics.
Cycle time reduction acts as the primary benefit. Eliminating the axial threading process accelerates your per-unit production. Imagine processing a heavy, 20-foot hydraulic line. Threading it through a standard die takes 15 to 20 seconds of careful manipulation. Lateral placement takes just two seconds. Over a mid-to-high volume production run, these saved seconds compound rapidly. You can process hundreds of additional assemblies per shift.
Ergonomics and operator safety improve dramatically. Lifting heavy, cumbersome industrial hoses causes rapid physical fatigue. Standard crimpers force operators to hold the hose suspended while threading it. This creates immense strain on shoulders and lower backs. Side loading eliminates this awkward suspension. Operators bring the hose directly to the die face. The machine bears the weight immediately. Less fatigue directly correlates to fewer workplace injuries and lower turnover rates.
Damage mitigation serves as another critical factor. Pre-bent metal tubes and delicate aluminum fittings scratch easily. Forcing them through tight clearances increases the risk of surface deformation. Side entry removes the friction of insertion. You position the part perfectly before applying any pressure. This prevents costly scrap.
Trustworthiness demands a balanced evaluation. We must acknowledge upfront capital costs. These side-opening machines feature complex split-head hydraulics. They carry a higher initial purchase price than basic axial models. However, the ROI materializes quickly on specialized assembly lines. You recover the investment through reduced labor hours. You eliminate scrap from scratched fittings. Your throughput increases significantly.
Selecting the correct machine requires methodical evaluation. You cannot simply buy the largest model available. You must match the equipment capabilities to your specific production demands.
You must determine the absolute maximum diameter of your largest fitting or flange. This serves as your baseline metric. Measure the widest point of the component. The machine's side-opening clearance must accommodate this size comfortably. We strongly recommend adding a 10 to 15 percent safety margin. This margin ensures operators can insert the fitting quickly without carefully squeezing it past the die edges. A tight clearance slows down production and risks damaging the fitting surface.
You need to match the pressing force to your toughest applications. Tonnage requirements vary wildly across industries. Standard industrial rubber hoses require moderate force. Conversely, multi-wire spiral hydraulic hoses demand massive pressing power to secure the ferrule. Evaluate your current and future inventory carefully.
Consider these common force requirement tiers:
Light Duty (Under 150 Tons): Suitable for standard automotive hoses, HVAC lines, and single-wire braids.
Medium Duty (150 - 250 Tons): Ideal for dual-wire hydraulic hoses and medium industrial applications.
Heavy Duty (Over 250 Tons): Necessary for four-wire to six-wire spiral hoses and large-bore mining lines.
Your production scale dictates the optimal control system. Manual micrometer dials work well for low-volume repair shops. They require operator skill but keep costs down. However, high-volume environments require digital precision. We highly recommend CNC or NC controls for serious manufacturing floors. These digital systems deliver high repeatability. They calculate die sizes automatically based on hose specifications. They also provide traceability features, logging every crimp for quality assurance audits. This eliminates the guesswork and standardizes your product quality.
Assess the physical footprint before purchasing. A split-head machine often demands different operator access angles. Standard crimpers usually sit against a wall, requiring strictly frontal access. Lateral-loading machines might require clearance on the sides. You must ensure your facility layout supports ergonomic side-loading. Evaluate your workflow direction. Determine how operators will move the heavy hoses from the prep station to the crimper.
Here is a practical comparison matrix to guide your facility planning:
Machine Type |
Optimal Floor Placement |
Operator Access Required |
Material Handling Integration |
|---|---|---|---|
Standard Axial Crimper |
Against walls or tight benches |
Strictly frontal clearance |
Straight line feeding tables |
Side Feeding Crimper |
Center floor or corner islands |
Front and lateral clearance |
U-shaped or curved staging tables |
Deploying new equipment involves more than just plugging it in. You must manage the transition on your shop floor. Proper training and strict maintenance routines protect your investment.
Address the learning curve immediately. Operators used to continuous dies develop muscle memory. The lateral opening mechanism changes how they handle materials. Safety protocols shift significantly. A split head creates different pinch points compared to a closed-head machine. Operators must adapt to new hand-placement rules. You must conduct specific safety training sessions. Show them exactly where to grip the hose during lateral insertion. Emphasize keeping hands completely clear of the vertical split line during the pressing cycle.
Maintenance needs change when you introduce lateral hydraulics. Side-acting cylinders operate differently than standard axial pistons. They bear uneven loads if the part sits improperly. This makes consistent die lubrication absolutely critical. You must grease the master dies daily. Proper lubrication reduces friction. It prevents premature wear on the sliding surfaces. Neglecting this step leads to metal galling. A galled die ruins your crimping precision and requires expensive replacements. Keep a strict maintenance log.
You must prioritize regular calibration. The defining feature of this machine is the split head. It is also its most sensitive component. The two halves of the pressing mechanism must maintain perfect alignment. If they drift out of alignment, they apply uneven pressure. This creates ovality in your finished product. An oval crimp leaks under pressure. Establish a weekly calibration check. Use precision calipers to measure the crimp diameter at multiple angles. If you detect variations, recalibrate the head immediately.
Side feeding crimping machines serve as highly specialized tools in fluid power assembly. They eliminate the severe geometric bottlenecks caused by complex, branched, or heavily bent hoses. By removing the need for axial threading, you accelerate per-unit production significantly.
You should run a simple audit of your current production floor. Observe your handling times. Count the number of odd fittings and pre-bent tubes passing through your line. If you notice operators struggling to thread these parts, side-feeding presents the appropriate operational upgrade. This technology pays for itself when deployed against the right mechanical bottlenecks.
We encourage buyers to take a systematic approach before finalizing a purchase. Request a time-study comparison for your specific assemblies. Review the technical spec sheets carefully to verify radial opening dimensions. To discuss your exact fitting geometries and find the perfect machine match, feel free to contact us for personalized engineering support.
A: Yes, they are highly versatile and can crimp standard straight hoses just as effectively. While they handle simple tasks perfectly, you realize their specific operational advantage and return on investment primarily when processing complex geometries or exceptionally long assemblies.
A: When properly calibrated and maintained, side-feeding machines offer identical precision to traditional axial models. Advanced digital controls allow these machines to hold tight tolerances, often remaining within 0.1mm, ensuring a perfectly sealed and uniform crimp every time.
A: Side-feeding models generally require more frequent inspection of the lateral opening mechanism and split-head alignment. Because the head separates, you must ensure the halves align perfectly. However, the basic daily die maintenance and hydraulic fluid checks remain standard across both machine types.



