Zobrazení: 0 Autor: Editor webu Čas publikování: 2026-07-02 Původ: místo











Odstávky zařízení na hydraulických montážních linkách přímo ovlivňují výrobní plány. Okamžitě způsobuje drahé materiální plýtvání. Neplánovaná zastavení také představují pro koncové uživatele závažnou bezpečnostní odpovědnost. Zablokovaná montážní linka agresivně pohlcuje ziskové marže. Určení přesné příčiny selhání krimpování vyžaduje intenzivní soustředění. Chybu operátora musíte přesně oddělit od mechanické degradace. Slepá výměna dílů zřídka vyřeší kořenový problém. Jen to dále vyčerpává váš rozpočet na údržbu.
Tato příručka poskytuje systematický přístup. Ukážeme vám, jak diagnostikovat vaše stroj na krimpování hadic . efektivní Pokrýváme řešení tvrdohlavých provozních poruch krok za krokem. Naučíte se praktické techniky odstraňování problémů pro elektrické a hydraulické systémy. Hodnotíme také, kdy systémové selhání opravňuje k úplné výměně celé jednotky. Použitelná data jsou základem nejlepších rozhodnutí o údržbě. Dodržováním těchto základních principů můžete obnovit předvídatelnou kvalitu produktu.
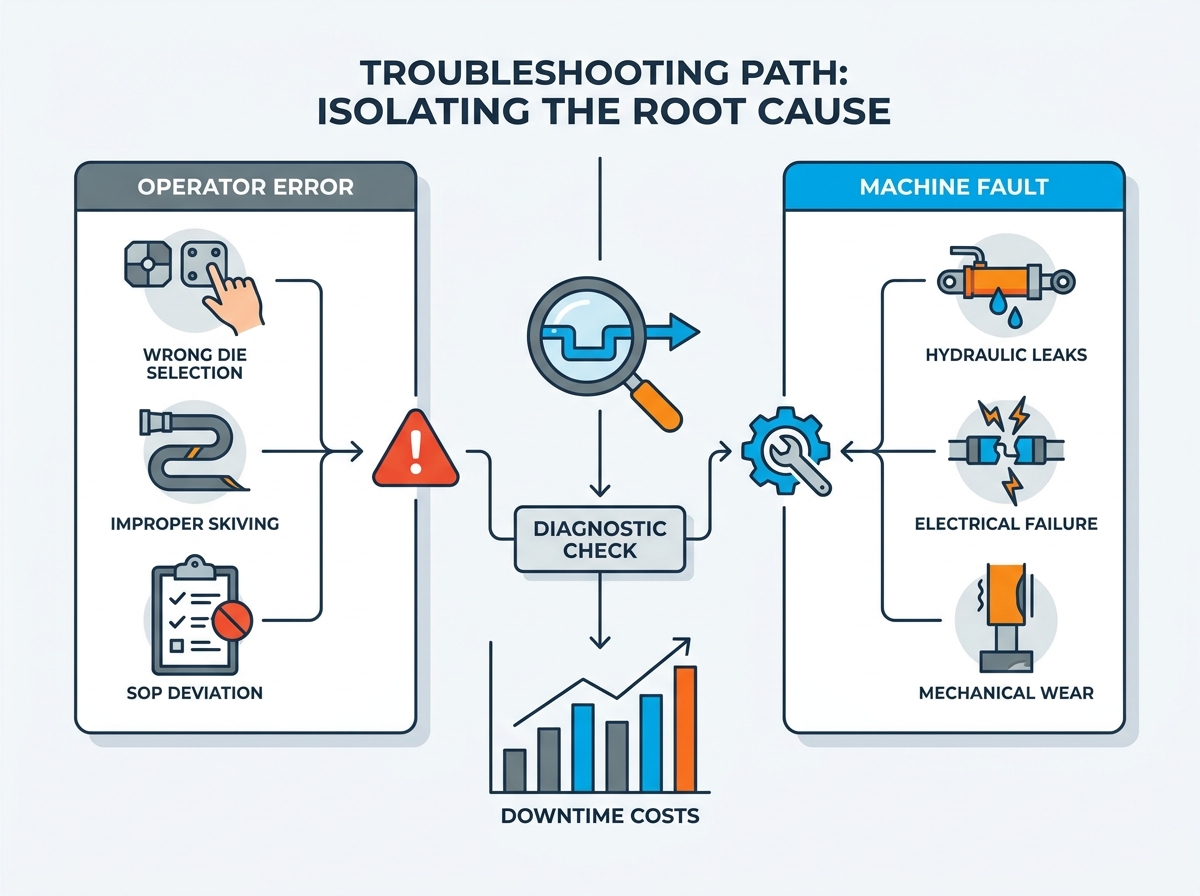
Izolace příznaků: Přesné sledování závad (např. poklesy tlaku, nepravidelné krimpování) k elektrickému, hydraulickému nebo mechanickému původu zkracuje diagnostický čas.
Uživatel versus stroj: Mnoho vnímaných poruch stroje pramení z nesprávného výběru matrice, přeskočení kroků odřezávání nebo vynechání standardních provozních postupů (SOP).
Rizika a odpovědnost: Pokračování v provozu nekalibrovaného nebo netěsného krimpovacího lisu představuje katastrofální riziko prasknutí v terénu.
Rozhodovací rámec: Upgrade se stává nezbytně nutným, když náklady na opravu překročí 30 % náhradní jednotky nebo když zastaralé díly ohrožují shodu sestavy.
Nepředvídatelné chování stroje vede k nekonzistentní kvalitě produktu. Stanovení základní linie zdraví hardwaru představuje váš úplně první krok. Nemůžete opravit to, co nezměříte přesně. Hardware selže jedinečně. Obvykle za sebou zanechává specifickou diagnostickou stopu. Pojďme systematicky rozebrat primární fyzické viníky.
Opotřebované raznice často způsobují nepravidelné průměry krimpování. V průběhu času hraje hlavní roli degradace hlavního tlačného zařízení. Někdy způsobí drift nesprávná kalibrace mikrometru nebo digitální váhy. Ověření vyžaduje absolutní přesnost na úrovni dílny. Musíte použít standardní go/no-go měřidla. Kalibrovaná digitální posuvná měřítka můžete také nasazovat denně. Změřte konečné specifikace krimpování s přesnými tolerancemi výrobce. Odchylka pouhých 0,1 mm může zcela ohrozit vysokotlaké těsnění.
Osvědčený postup: Udržujte vyhrazenou sadu hlavních posuvných měřítek poblíž pracovní stanice. Tyto posuvné měřítka používejte pouze pro závěrečné kontroly kvality. Nepoužívejte je pro hrubá měření jinde.
Degradovaná těsnění válců přímo způsobují poklesy tlaku během provozu. Znečištěný hydraulický olej vážně poškozuje vnitřní součásti čerpadla. Selhání motorů čerpadel také drasticky omezuje výstupní kapacitu systému. Okamžitě si všimnete zřetelných fyzických příznaků. Stroj nemá dostatek energie na dokončení celého cyklu. V blízkosti základní desky můžete vidět viditelné hromadění tekutiny. Poslouchejte abnormální kvílivé zvuky ze skříně čerpadla.
Častá chyba: Operátoři často doplňují prosakující nádržky na kapalinu, místo aby opravovali poškozené těsnění. Tím se do uzavřeného systému dostává vzduch a nečistoty. Rychle urychluje selhání čerpadla.
Vadné solenoidové ventily neočekávaně přeruší provozní cyklus. Spálené pojistky okamžitě vypnou konkrétní funkce stroje. Narušené zapojení nožního pedálu vede k nepravidelnému záběru lisu. Rozlišení vyžaduje základní elektrické testovací protokoly. Použijte standardní multimetr. Testujte systematické poklesy napětí v celém řídicím obvodu.
Pozorovaný příznak |
Primární hardwarová příčina |
Doporučená diagnostická akce |
|---|---|---|
Nerovnoměrná deformace kovu |
Opotřebené nebo neshodné segmenty matrice |
Zkontrolujte matrice na zadření; měřit pomocí posuvných měřítek. |
Lis se zastaví uprostřed cyklu |
Obtok těsnění válce / Nízký tlak |
Zkontrolujte hladiny kapalin; test výkonu hydraulického čerpadla. |
Nožní pedál nereaguje |
Přerušené vedení / Vadný mikrospínač |
Testujte spojitost obvodu pomocí multimetru. |
Specifikace driftovacího průměru |
Mikrometr nebo digitální váha nejsou synchronizovány |
Překalibrujte pomocí továrních základních parametrů. |
Vysoká fluktuace zaměstnanců často dokonale napodobuje selhání hardwaru. Nepřísné dodržování standardních provozních postupů způsobuje stejné poklesy výkonu. Než zbouráme průmyslové zařízení, musíme izolovat lidskou chybu. Špatná diagnostika chyb operátora jako mechanických závad ztrácí obrovské množství času.
Nesprávně zkosené hadice selhávají během procesu montáže důsledně. To se děje, i když hardware funguje perfektně. Hadice se spodním okrajem zabraňují tomu, aby zuby fitinku prokousaly drátěný oplet. Příliš šikmé hadice poškozují jemnou vnitřní výztužnou vrstvu. Oba scénáře vedou ke katastrofickým výbuchům pod tlakem pole. Technici za tyto zásadní chyby přípravy často viní tisk.
Neodpovídající matrice způsobují okamžité a vážné problémy. Použití nesprávné matrice pro konkrétní kombinaci hadice a tvarovky způsobuje únavu kovu. Úplně to deformuje kování. Může to také způsobit vážné vázání tisku. Operátoři někdy uchopí nejbližší sadu kostek místo té správné. Tato zkratka rychle ničí drahé materiály. Před lisováním vždy ověřte tabulku matrice výrobce.
Porovnejte provozní poruchy se směrodatnou bezpečnostní dokumentací. Zkontrolujte pokyny od organizací, jako je NCDOT nebo interní oddělení QA. Před objednáním náhradních dílů vylučte lidskou chybu. Proveďte tyto denní kontroly:
Ověřte, že operátor vybral přesnou sadu matrice požadovanou v montážní tabulce.
Ujistěte se, že délka skivingu dokonale odpovídá specifickým požadavkům na montáž.
Před lisováním se ujistěte, že je hadice uvnitř kovové tvarovky vytažena na dno.
Před zahájením cyklu vizuálně zkontrolujte značku hloubky vložení.
Prohlédněte si protokol denní kalibrace mikrometru nebo digitálního ovladače.
Spolehlivá montážní linka vyžaduje předvídatelnou a stabilní dobu provozu. Nulové selhání z vyrobených hadic představuje konečné kritérium úspěchu. Každé zastavení odčerpává z provozu kapitál. Pochopení těchto skrytých nákladů pomáhá ospravedlnit řádné rozpočty na údržbu.
Opakované ničení drahých vysokotlakých hadic snižuje vaše ziskové marže. Plýtvání prémiovými armaturami během nekonečných testovacích cyklů se rychle sčítá. Jedna zpackaná sestava více spirálové hadice stojí stovky dolarů. Tyto vyhozené suroviny nemůžete získat zpět. Jdou rovnou do odpadkového koše. Důsledná kalibrace zastaví toto finanční krvácení.
Čas strávený neustálým překalibrováním vadného stroje snižuje celkovou produktivitu. Odtáhne vaše kvalifikované techniky od montážních úkolů generujících příjmy. Tráví hodiny otáčením klíčů místo toho, aby posílali hotové výrobky. Nečinní operátoři čekající na opravy zařízení rychle vyčerpávají rozpočty na mzdy. Efektivní strojní zařízení udržuje pracovní sílu v pohybu.
Vizuálně přijatelná hadicová sestava může stále dynamicky selhat na poli. Při vysokém zatížení slabé těsnění prudce vyfoukne. Tím se podnik vystavuje těžké odpovědnosti. Pro koncové uživatele riskuje nebezpečné nehody v terénu. Vadná konstrukce přes noc ničí reputaci vaší značky. Zajištění kvality vždy začíná u spolehlivého vybavení.
Osvědčený postup: Okamžitě označte a izolujte jakýkoli stroj produkující produkty mimo specifikace. Nikdy nedovolte operátorům obejít selhávající lis, aby splnili výrobní kvótu. Riziko odpovědnosti vždy převažuje nad krátkodobým ziskem z plánu.
Rozhodnutí, zda provést generální opravu stárnoucího stroje, vyžaduje pečlivou logiku. Musíte investovat do nových technologií, když to dává praktický smysl. Tento rámec striktně zakládáme na stáří, opotřebení součástí a dodržování bezpečnosti. Správné volání zabraňuje nekonečným opravám.
Pokud je zařízení mladší než pět let, pokračujte v opravách. Opravte jej, pokud se problém týká výhradně základních spotřebních dílů. Tyto díly zahrnují těsnění O-kroužků, specifické sady matric nebo jednoduché proplachování kapalinou. Pokračujte v opravách, pokud náklady představují méně než 30 % pořizovací ceny nové jednotky. Drobné elektrické závady obvykle ospravedlňují rychlou a nenákladnou opravu. Pravidelná preventivní údržba výrazně prodlužuje životnost.
Během kontrol hledejte silné vnitřní rýhy na láhvi. Zkontrolujte, zda nedochází k nevratnému zkroucení konstrukčního rámu v blízkosti lisovacích desek. Tyto vady znamenají, že jednotka je konstrukčně narušena. Pokřivený rám nemůžete bezpečně opravit.
Díly výrobce originálního vybavení časem zcela zastarají. Někdy vyžadují od zahraničních dodavatelů neuvěřitelně dlouhé dodací lhůty. Čeká se týdny na výrobu jednoduchého ventilového mrzáka. Navíc, pokud stroj mezi směnami nemůže důsledně provádět kalibraci, riskuje vážné porušení předpisů. Upgrade je jedinou odpovědnou možností v této kritické fázi.
Častá chyba: Přestavba rýhovaného hydraulického válce několikrát. Jakmile vnitřní stěny utrpí hluboké rýhy, nová těsnění se roztrhnou téměř okamžitě. Výměna je jediná trvalá oprava.
Pokud je nutná výměna, musíte pečlivě vyhodnotit moderní funkce. Tím je zajištěna dlouhodobá návratnost vaší kapitálové investice. Moderní lisy nabízejí významné technologické výhody oproti staršímu hardwaru.
Přizpůsobte požadovanou krimpovací sílu svým každodenním potřebám. Porovnejte tonáž a maximální otevírací kapacitu se současnými objemy. Zohledněte své plánované budoucí smlouvy. Těžší lis si bez námahy poradí s vícespirálovými hadicemi. Nepodceňujte svůj příští nákup. Nákup o něco větší kapacity, než aktuálně potřebujete, zabrání budoucím úzkým místům.
Během procesu nákupu důkladně vyhodnoťte digitální ovladače. Programovatelné řídicí jednotky snadno překonávají tradiční ruční mikrometry. Výrazně snižují chyby operátora na rušných výrobních podnicích. Zlepšují opakovatelnost v tisících výrobních cyklů. Operátoři jednoduše vyvolají uložené recepty z digitální paměti. To zcela eliminuje dohady.
Podívejte se na integrované bezpečnostní kryty kolem oblasti matrice. Požadujte redundanci nouzového zastavení na ovládacím panelu. Hledejte upozornění na automatickou údržbu v operačním softwaru. Tyto funkce zajišťují dodržování přísných průmyslových standardních provozních postupů. Pokud zkoumáte upgrady, obraťte se na důvěryhodného partnera. Můžete snadno kontaktujte nás a prodiskutujte ideální řešení pro vaše specifické potřeby zařízení.
Efektivní řešení problémů vyžaduje přísnou diagnostickou cestu. Začněte od uživatelských chyb a kontroly přeskakování. Systematicky přejděte k hydraulickému a elektrickému testování. Vyvrcholí praktickým finančním posouzením dlouhodobé životaschopnosti jednotky. Při diagnostice vysokotlakého montážního zařízení nehádejte. Předpoklady vedou k plýtvání penězi a přetrvávajícím bezpečnostním rizikům.
Denně dokumentujte chybové kódy vašeho stroje. Spočítejte si své nedávné náklady na prostoje přesně. Okamžitě se poraďte s odborníkem na zařízení. Pomohou určit, zda je nejbezpečnější cestou vpřed generální oprava údržby nebo upgrade hardwaru. Použitelná data vždy vedou k nejlepším rozhodnutím o údržbě vašeho zařízení.
Odpověď: Zdůrazněte pravidelné intervaly založené na počtu cyklů a standardech QA. U velkoobjemových obchodů to obvykle provádějte měsíčně. Podpořte tento plán každodenními kontrolami prvního kusu. Důsledná kalibrace zajišťuje bezpečné, opakovatelné sestavy a minimalizuje plýtvání materiálem.
Odpověď: Ukažte na těsnění válce, nedostatek hydraulické kapaliny nebo vadný směrový ventil. Ty představují nejpravděpodobnější mechanické viníky. Zkontrolujte nádrž na kapalinu a hledejte vnější hromadění, abyste izolovali konkrétní zdroj úniku.
A: Ano. Nerovnoměrné odstranění pryže zabraňuje zakousnutí zubů kování do drátěného opletu. To vytváří slabé místo. Operátoři z tohoto zásadního selhání přípravy často mylně viní lis.
Odpověď: Hledejte na površích viditelné zadírání nebo odlupování chromu. Hlavním indikátorem je neschopnost dosáhnout specifikovaných průměrů. K tomu dochází, i když jsou plně ověřeny zdvih a tlak stroje.



