Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-07-02 Eredet: Telek











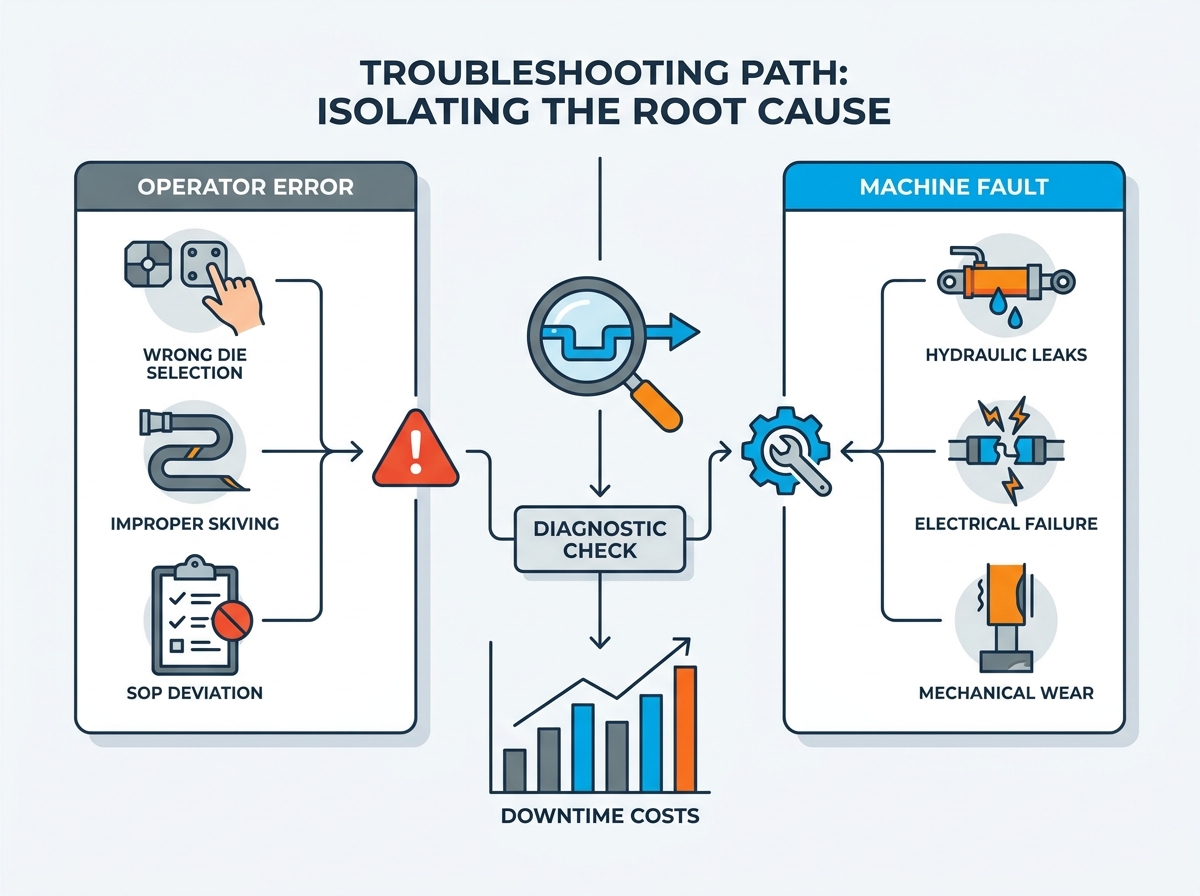
A hidraulikus összeszerelő sorok berendezéseinek leállása közvetlenül befolyásolja a gyártás ütemezését. Azonnal drága anyaghulladékot okoz. A nem tervezett leállások súlyos biztonsági kötelezettségeket is jelentenek a végfelhasználók számára. Az elakadt futószalag agresszíven felemészti a haszonkulcsokat. A krimpelési hiba pontos okának meghatározása intenzív összpontosítást igényel. A kezelői hibát pontosan el kell különíteni a mechanikai károsodástól. Az alkatrészek vakon történő cseréje ritkán oldja meg a gyökér problémát. Ez csak tovább terheli a karbantartási költségvetést.
Ez az útmutató szisztematikus megközelítést kínál. Megmutatjuk, hogyan diagnosztizálhatja tömlőpréselő gép hatékonyan. Lépésről lépésre foglalkozunk a makacs működési hibák elhárításával. Megtanulja az elektromos és hidraulikus rendszerek gyakorlati hibaelhárítási technikáit. Azt is értékeljük, ha egy rendszerhiba indokolja a teljes egység teljes cseréjét. A hasznosítható adatok a legjobb karbantartási döntéseket eredményezik. Ezen alapelvek betartásával helyreállíthatja a kiszámítható termékminőséget.
Tünetek elkülönítése: A hibák (pl. nyomásesések, szabálytalan krimpelések) elektromos, hidraulikus vagy mechanikai eredetű pontos nyomon követése csökkenti a diagnosztikai időt.
Felhasználó kontra gép: Sok észlelt géphiba a nem megfelelő szerszámválasztásból, az átugrási lépések kihagyásából vagy a szabványos működési eljárások (SOP) megkerüléséből adódik.
Kockázat és felelősség: A kalibrálatlan vagy szivárgó krimpelők további üzemeltetése katasztrofális kitörési kockázatot jelent a területen.
Döntési keret: A korszerűsítés feltétlenül szükséges, ha a javítási költségek meghaladják a csereegység 30%-át, vagy ha az elavult alkatrészek veszélyeztetik az összeszerelés megfelelőségét.
A gép kiszámíthatatlan viselkedése inkonzisztens termékminőséghez vezet. A hardver állapotának alapvonalának meghatározása az első lépés. Nem tudod megjavítani, amit nem mérsz pontosan. A hardver egyedileg meghibásodik. Általában egy meghatározott diagnosztikai nyomot hagy maga után. Szisztematikusan bontsuk le az elsődleges fizikai bűnösöket.
A kopott szerszámok gyakran szabálytalan préselési átmérőt okoznak. Az idő múlásával főszerepet játszik a fő tolószerkezet leromlása. Néha a mikrométer vagy a digitális skála hibás kalibrálása okozza az eltolódást. Az ellenőrzés abszolút pontosságot igényel a műhelyben. Szabványos go/no-go műszereket kell használnia. A kalibrált digitális féknyergeket naponta is telepítheti. Mérje meg a végső krimpelési specifikációkat a pontos gyártói tűrésekhez képest. A mindössze 0,1 mm-es eltérés teljes mértékben veszélyeztetheti a nagynyomású tömítést.
Legjobb gyakorlat: Tartson egy speciális féknyerget a munkaállomás közelében. Ezeket a féknyergeket csak végső minőségbiztosítási ellenőrzésekhez használja. Ne használja máshol durva mérésekhez.
Az elromlott hengertömítések működés közben közvetlenül nyomásesést okoznak. A szennyezett hidraulikaolaj súlyosan károsítja a szivattyú belső alkatrészeit. A meghibásodott szivattyúmotorok a rendszer kimeneti kapacitását is drasztikusan korlátozzák. Azonnal észreveszi a különböző fizikai tüneteket. A gépnek nincs elegendő teljesítménye a teljes ciklus végrehajtásához. Látható folyadékgyülemlést láthat az alaplemez közelében. Hallgassa meg, hogy nem hallatszik-e abnormális nyöszörgés a szivattyúházból.
Gyakori hiba: A kezelők gyakran feltöltik a szivárgó folyadéktartályokat, ahelyett, hogy megjavítanák a törött tömítést. Ez levegőt és szennyeződést juttat a zárt rendszerbe. Gyorsan felgyorsítja a szivattyú meghibásodását.
A hibás mágnesszelepek váratlanul megszakítják a működési ciklust. A kiolvadt biztosítékok azonnal leállítanak bizonyos gépfunkciókat. A lábpedál kompromittált bekötése a préselés szabálytalan bekapcsolásához vezet. A felbontáshoz alapvető elektromos tesztelési protokollok szükségesek. Használjon szabványos multimétert. A tesztfeszültség szisztematikusan csökken a teljes vezérlőáramkörben.
Megfigyelt tünet |
Elsődleges hardverok |
Javasolt diagnosztikai művelet |
|---|---|---|
Egyenetlen fémdeformáció |
Kopott vagy nem illeszkedő szerszámszegmensek |
Vizsgálja meg a szerszámokat epedés szempontjából; mérje meg tolómérővel. |
Présállások a ciklus közepén |
A hengertömítések megkerülése / Alacsony nyomás |
Ellenőrizze a folyadékszintet; tesztelje a hidraulikus szivattyú teljesítményét. |
A lábpedál nem reagál |
Törött vezeték / Hibás mikrokapcsoló |
Ellenőrizze az áramkör folytonosságát multiméterrel. |
A sodródó átmérő specifikációi |
Mikrométer vagy digitális mérleg nincs szinkronban |
Újrakalibrálás a gyári alapparaméterekkel. |
A magas alkalmazotti fluktuáció gyakran tökéletesen utánozza a hardverhibákat. A szabványos működési eljárások szigorú betartásának hiánya azonos teljesítménycsökkenést okoz. Az ipari berendezések lebontása előtt el kell különítenünk az emberi hibákat. A kezelői hibák mechanikai hibaként történő félrediagnosztizálása rengeteg időt vesz igénybe.
A nem megfelelően áthúzott tömlők az összeszerelési folyamat során következetesen meghibásodnak. Ez akkor is megtörténik, ha a hardver tökéletesen működik. Az alul süllyesztett tömlők megakadályozzák, hogy a szerelvényfogak elharapják a drótfonatot. A túlhúzott tömlők károsítják a finom belső erősítőréteget. Mindkét forgatókönyv katasztrofális lefújáshoz vezet terepi nyomás alatt. A technikusok gyakran a sajtót okolják ezekért az alapvető előkészítési hibákért.
A nem megfelelő szerszámok azonnali és súlyos problémákat okoznak. Ha nem megfelelő szerszámot használ egy adott tömlő és idom kombinációhoz, a fém elfárad. Teljesen eltorzítja az illesztést. Erős préskötést is okozhat. A kezelők néha a legközelebbi kockakészletet ragadják meg a megfelelő helyett. Ez a parancsikon gyorsan megsemmisíti a drága anyagokat. A préselés előtt mindig ellenőrizze a gyártó vágódiagramját.
Kereszthivatkozás a működési hibákra a hiteles biztonsági dokumentációval. Tekintse meg az olyan szervezetek irányelveit, mint az NCDOT vagy a belső minőségbiztosítási osztályok. Cserealkatrészek rendelése előtt zárja ki az emberi hibákat. Végezze el ezeket a napi ellenőrzéseket:
Ellenőrizze, hogy a kezelő pontosan az összeszerelési táblázatban előírt szerszámkészletet választotta ki.
Győződjön meg arról, hogy a sínek hossza tökéletesen megfelel a speciális felszerelési követelményeknek.
Megnyomás előtt győződjön meg arról, hogy a tömlő feneke a fémszerelvény belsejében van.
A ciklus indítása előtt vizuálisan ellenőrizze a beillesztési mélység jelölést.
Tekintse át a mikrométer vagy a digitális vezérlő napi kalibrálási naplóját.
A megbízható összeszerelősor kiszámítható, állandó üzemidőt igényel. A gyárilag gyártott tömlők nulla terepi meghibásodása jelenti a végső sikerkritériumot. Minden leállás tőkét kivérez a műveletből. Ezeknek a rejtett költségeknek a megértése segít a megfelelő karbantartási költségvetés igazolásában.
A drága nagynyomású tömlők ismételt megsemmisítése csökkenti a haszonkulcsot. A prémium szerelvények pazarlása a végtelen tesztciklusok során gyorsan összeadódik. Egyetlen elhibázott, többspirálos tömlőszerelvény több száz dollárba kerül. Ezeket az elpazarolt nyersanyagokat nem tudod visszanyerni. Egyenesen a hulladékgyűjtőbe mennek. A következetes kalibrálás megállítja ezt a pénzügyi vérzést.
A meghibásodott gép állandó újrakalibrálásával töltött idő rontja az általános termelékenységet. Elvonja képzett technikusait a bevételt generáló összeszerelési feladatoktól. Órákat töltenek csavarkulcsok forgatásával, ahelyett, hogy késztermékeket szállítanának. A berendezésjavításra váró tétlen kezelők gyorsan kimerítik a bérköltségvetést. Hatékony gépezet tartja előre a munkaerőt.
Egy vizuálisan elfogadható tömlőszerelvény továbbra is dinamikusan meghibásodhat a terepen. Nagy terhelés esetén a gyenge tömítés hevesen kifúj. Ez súlyos felelősségnek teszi ki a vállalkozást. Veszélyes helyszíni baleseteket kockáztat a végfelhasználók számára. A hibás konstrukció egyik napról a másikra tönkreteszi a márka hírnevét. A minőségbiztosítás mindig a megbízható berendezésekkel kezdődik.
Legjobb gyakorlat: Azonnal jelöljön meg és izoláljon minden olyan gépet, amely a specifikációtól eltérő termékeket gyárt. Soha ne hagyja, hogy az üzemeltetők megkerüljék a meghibásodott sajtót a termelési kvóta teljesítése érdekében. A felelősség kockázata mindig meghaladja a rövid távú ütemterv nyereségét.
Az elöregedett gép nagyjavításának eldöntése körültekintő logikát igényel. Be kell fektetnie az új technológiába, amikor annak gyakorlati értelme van. Ezt a keretrendszert szigorúan az életkorra, az alkatrészek kopására és a biztonsági megfelelésre alapozzuk. A megfelelő hívás megakadályozza a végtelen javítási hurkokat.
Folytassa a javítást, ha a berendezés öt évnél fiatalabb. Javítsa ki, ha a probléma szigorúan az alapvető fogyóeszközökre vonatkozik. Ezek az alkatrészek O-gyűrűs tömítéseket, speciális szerszámkészleteket vagy egyszerű folyadéköblítéseket tartalmaznak. Folytassa a javítást, ha a költségek kevesebb, mint az új egység vételárának 30%-a. Kisebb elektromos hibák általában indokolják a gyors, olcsó javítást. A rendszeres megelőző karbantartás jelentősen meghosszabbítja az élettartamot.
Az ellenőrzések során figyeljen a henger belső karcolásaira. Ellenőrizze a szerkezeti keret visszafordíthatatlan vetemedését a préslemezek közelében. Ezek a hibák azt jelentik, hogy az egység szerkezetileg sérült. Az elvetemült keretet nem lehet biztonságosan befoltozni.
Az eredeti gyártó alkatrészek végül teljesen elavulnak. Néha hihetetlenül hosszú átfutási időt követelnek meg a tengerentúli beszállítóktól. Hetekig várni egy egyszerű szelepbénító gyártásra. Ezen túlmenően, ha a gép nem tud következetesen elvégezni a kalibrálást a műszakok között, az komoly szabálysértéseket okozhat. Ebben a kritikus szakaszban a frissítés az egyetlen felelős lehetőség.
Gyakori hiba: A hornyolt hidraulikus henger többszöri átépítése. Ha a belső falakon mély hasadékok keletkeznek, az új tömítések szinte azonnal feldarabolódnak. A csere az egyetlen tartós megoldás.
Ha a csere szükségessé válik, alaposan értékelnie kell a modern jellemzőket. Ez biztosítja a tőkebefektetés hosszú távú megtérülését. A modern prések jelentős technológiai előnyöket kínálnak a régi hardverekkel szemben.
Igazítsa a szükséges préselési erőt napi igényeihez. Hasonlítsa össze a tonnát és a maximális nyitási kapacitást a jelenlegi mennyiségekkel. Vegye figyelembe a tervezett jövőbeli szerződéseit. A nehezebb prés könnyedén kezeli a többspirálos tömlőket. Következő vásárlásakor ne méretezze alul. A jelenleg szükségesnél valamivel nagyobb kapacitás vásárlása megakadályozza a jövőbeni szűk keresztmetszetek kialakulását.
A vásárlási folyamat során alaposan értékelje a digitális vezérlőket. A programozható vezérlők könnyedén felülmúlják a hagyományos kézi mikrométereket. Drasztikusan csökkentik a kezelői hibákat a forgalmas gyártási területeken. Javítják az ismételhetőséget több ezer gyártási cikluson keresztül. A kezelők egyszerűen előhívják a mentett recepteket a digitális memóriából. Ez teljesen kiküszöböli a találgatásokat.
Keressen integrált biztonsági védőburkolatokat a szerszám területén. Vészleállítási redundanciák kérése a vezérlőpulton. Keressen automatikus karbantartási figyelmeztetéseket az operációs szoftverben. Ezek a jellemzők biztosítják a szigorú iparági szabványos működési eljárások betartását. Ha frissítéseket keres, forduljon megbízható partnerhez. Könnyen lehet vegye fel velünk a kapcsolatot , hogy megbeszéljük az Ön speciális létesítményi igényeinek megfelelő ideális megoldást.
A hatékony hibaelhárítás szigorú diagnosztikai utat igényel. Kezdje a felhasználói hibákkal és az ellenőrzések átugrásával. Szisztematikusan térjen át a hidraulikus és elektromos tesztelésre. A csúcspontja az egység hosszú távú életképességének gyakorlati pénzügyi értékelése. Ne találgasson a nagynyomású szerelőberendezések diagnosztizálása során. A feltételezések kidobott pénzhez és elhúzódó biztonsági kockázatokhoz vezetnek.
Naponta dokumentálja gépe hibakódjait. Pontosan számolja ki a közelmúltbeli leállási költségeit. Azonnal forduljon a berendezés szakemberéhez. Segítenek meghatározni, hogy a karbantartási nagyjavítás vagy a hardverfrissítés a legbiztonságosabb út. A hasznosítható adatok mindig a legjobb karbantartási döntéseket eredményezik létesítménye számára.
V: Hangsúlyozza a rendszeres időközöket a ciklusszám és a minőségbiztosítási szabványok alapján. Általában havonta hajtsa végre ezt a nagy volumenű üzletek esetében. Támogassa ezt az ütemtervet napi első darabos ellenőrzésekkel. A következetes kalibráció biztosítja a biztonságos, megismételhető összeállításokat és minimálisra csökkenti az anyagpazarlást.
V: Mutasson a hengertömítések megkerülésére, az alacsony hidraulikafolyadékra vagy egy hibás irányszelepre. Ezek jelentik a legvalószínűbb mechanikai bűnösöket. Vizsgálja meg a folyadéktartályt, és keressen külső medencét, hogy elkülönítse az adott szivárgásforrást.
V: Igen. Az egyenetlen gumieltávolítás megakadályozza, hogy a vasalat fogai beleharapjanak a drótfonatba. Ez gyenge pontot hoz létre. Az üzemeltetők gyakran tévesen a sajtót okolják ezért az alapvető előkészítési kudarcért.
V: Keressen látható foltosodást vagy krómréteget a felületeken. A fő mutató az, hogy képtelenség elérni az előírt átmérőket. Ez akkor is megtörténik, ha a gép löketét és nyomását teljesen ellenőrizték.



