Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 02.07.2026 Herkunft: Website











Geräteausfälle in hydraulischen Montagelinien wirken sich direkt auf die Produktionspläne aus. Es verursacht sofort teure Materialverschwendung. Ungeplante Stopps führen außerdem zu schwerwiegenden Sicherheitsrisiken für Endnutzer. Ein ins Stocken geratenes Fließband schmälert die Gewinnmargen aggressiv. Das Ermitteln der genauen Ursache eines Crimpfehlers erfordert intensive Konzentration. Sie müssen Bedienerfehler genau von mechanischer Beeinträchtigung trennen. Der blinde Austausch von Teilen löst selten das Grundproblem. Dadurch wird Ihr Wartungsbudget nur noch mehr belastet.
Dieser Leitfaden bietet einen systematischen Ansatz. Wir zeigen Ihnen, wie Sie Ihre Diagnose stellen Schlauchcrimpmaschine effizient. Wir behandeln die Behebung hartnäckiger Betriebsstörungen Schritt für Schritt. Sie erlernen praktische Fehlerbehebungstechniken für elektrische und hydraulische Systeme. Wir bewerten auch, wann ein Systemfehler einen vollständigen Austausch der gesamten Einheit rechtfertigt. Umsetzbare Daten ermöglichen die besten Wartungsentscheidungen. Durch die Befolgung dieser Grundprinzipien können Sie eine vorhersehbare Produktqualität wiederherstellen.
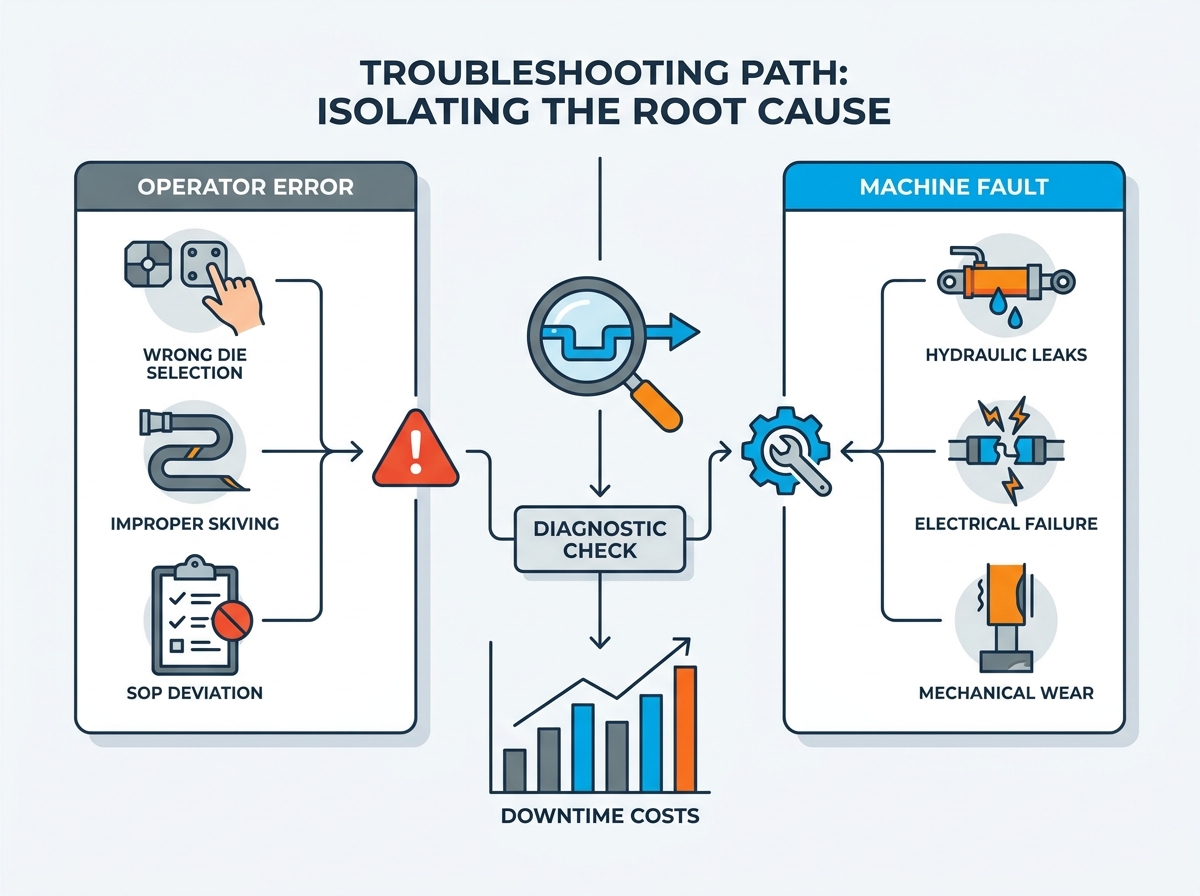
Symptomisolierung: Die genaue Verfolgung von Fehlern (z. B. Druckabfälle, unregelmäßige Crimps) auf elektrische, hydraulische oder mechanische Ursachen verkürzt die Diagnosezeit.
Benutzer vs. Maschine: Viele wahrgenommene Maschinenausfälle sind auf eine falsche Werkzeugauswahl, übersprungene Schälschritte oder Umgehungen in Standardarbeitsanweisungen (SOPs) zurückzuführen.
Risiko und Haftung: Der fortgesetzte Betrieb einer nicht kalibrierten oder undichten Crimpzange birgt katastrophale Explosionsrisiken vor Ort.
Entscheidungsrahmen: Eine Aufrüstung wird unbedingt erforderlich, wenn die Reparaturkosten 30 % einer Ersatzeinheit übersteigen oder wenn veraltete Teile die Montagekonformität beeinträchtigen.
Unvorhersehbares Maschinenverhalten führt zu einer inkonsistenten Produktqualität. Der allererste Schritt besteht darin, eine Basislinie für den Zustand der Hardware zu erstellen. Sie können nicht reparieren, was Sie nicht genau messen. Hardware fällt eindeutig aus. Es hinterlässt in der Regel eine spezifische diagnostische Spur. Lassen Sie uns die primären physischen Schuldigen systematisch aufschlüsseln.
Abgenutzte Matrizen führen häufig zu unregelmäßigen Crimpdurchmessern. Im Laufe der Zeit spielt die Verschlechterung des Master Pushers eine große Rolle. Manchmal ist eine Fehlkalibrierung der Mikrometer- oder Digitalskala die Ursache für die Drift. Die Verifizierung erfordert absolute Präzision in der Werkstatt. Sie müssen Standard-Gut/Schlecht-Messgeräte verwenden. Sie können auch täglich kalibrierte digitale Messschieber einsetzen. Messen Sie die endgültigen Crimpspezifikationen anhand der genauen Herstellertoleranzen. Eine Abweichung von nur 0,1 mm kann eine Hochdruckdichtung vollständig beeinträchtigen.
Best Practice: Bewahren Sie einen speziellen Satz Hauptmessschieber in der Nähe des Arbeitsplatzes auf. Verwenden Sie diese Bremssättel nur für abschließende QS-Prüfungen. Verwenden Sie sie nicht für grobe Messungen an anderer Stelle.
Beschädigte Zylinderdichtungen führen direkt zu Druckabfällen während des Betriebs. Verunreinigtes Hydrauliköl schädigt die internen Pumpenkomponenten erheblich. Auch defekte Pumpenmotoren schränken die Anlagenleistung drastisch ein. Sie werden sofort deutliche körperliche Symptome bemerken. Der Maschine fehlt die Leistung, um einen vollständigen Zyklus durchzuführen. Möglicherweise sehen Sie sichtbare Flüssigkeitsansammlungen in der Nähe der Grundplatte. Achten Sie auf ungewöhnliche heulende Geräusche vom Pumpengehäuse.
Häufiger Fehler: Bediener füllen häufig undichte Flüssigkeitsbehälter auf, anstatt die defekte Dichtung zu reparieren. Dadurch gelangen Luft und Schmutz in das geschlossene System. Es beschleunigt den Pumpenausfall schnell.
Defekte Magnetventile unterbrechen den Betriebszyklus unerwartet. Durchgebrannte Sicherungen legen bestimmte Maschinenfunktionen sofort lahm. Eine beeinträchtigte Verkabelung des Fußpedals führt zu unregelmäßigem Einrücken der Presse. Für die Lösung sind grundlegende elektrische Prüfprotokolle erforderlich. Verwenden Sie ein handelsübliches Multimeter. Spannungsabfälle im gesamten Steuerkreis systematisch prüfen.
Beobachtetes Symptom |
Primäre Hardwareursache |
Empfohlene Diagnosemaßnahme |
|---|---|---|
Ungleichmäßige Metallverformung |
Abgenutzte oder nicht passende Matrizensegmente |
Untersuchen Sie die Matrizen auf Abrieb. mit Messschiebern messen. |
Die Presse bleibt mitten im Zyklus stehen |
Umgehung von Zylinderdichtungen / Niedriger Druck |
Flüssigkeitsstände prüfen; Testen Sie die Leistung der Hydraulikpumpe. |
Fußpedal reagiert nicht |
Unterbrochene Verkabelung / Defekter Mikroschalter |
Prüfen Sie den Stromkreisdurchgang mit einem Multimeter. |
Angaben zum Driftdurchmesser |
Mikrometer oder Digitalskala nicht synchron |
Neukalibrierung mit werkseitigen Basisparametern. |
Eine hohe Mitarbeiterfluktuation ist oft ein perfektes Beispiel für einen Hardwareausfall. Die mangelnde strikte Einhaltung von Standardarbeitsanweisungen führt zu identischen Leistungseinbußen. Wir müssen menschliches Versagen isolieren, bevor wir Industrieanlagen abreißen. Bedienerfehler fälschlicherweise als mechanische Fehler zu diagnostizieren, verschwendet enorm viel Zeit.
Unsachgemäß geschälte Schläuche fallen während des Montageprozesses immer wieder aus. Dies geschieht auch dann, wenn die Hardware einwandfrei funktioniert. Untergeschälte Schläuche verhindern, dass die Zähne des Fittings in das Drahtgeflecht einschneiden. Überbeanspruchte Schläuche beschädigen die empfindliche innere Verstärkungsschicht. Beide Szenarien führen unter Felddruck zu katastrophalen Ausfällen. Techniker machen für diese grundlegenden Vorbereitungsfehler oft die Presse verantwortlich.
Nicht übereinstimmende Matrizen verursachen unmittelbare und schwerwiegende Probleme. Die Verwendung der falschen Matrize für eine bestimmte Schlauch- und Anschlusskombination führt zu Metallermüdung. Es verzerrt die Passform völlig. Es kann auch zu starkem Pressverklemmen kommen. Manchmal greift der Bediener zum nächstgelegenen Matrizensatz und nicht zum richtigen. Diese Abkürzung zerstört teure Materialien schnell. Überprüfen Sie vor dem Pressen stets die Matrizentabelle des Herstellers.
Vergleichen Sie Betriebsausfälle mit verlässlicher Sicherheitsdokumentation. Überprüfen Sie die Richtlinien von Organisationen wie NCDOT oder internen Qualitätssicherungsabteilungen. Schließen Sie menschliches Versagen aus, bevor Sie Ersatzteile bestellen. Führen Sie diese täglichen Kontrollen durch:
Stellen Sie sicher, dass der Bediener genau den im Montageplan geforderten Matrizensatz ausgewählt hat.
Stellen Sie sicher, dass die Schällänge perfekt zu den spezifischen Montageanforderungen passt.
Stellen Sie vor dem Pressen sicher, dass der Schlauch in der Metallarmatur steckt.
Überprüfen Sie die Markierung der Einführtiefe visuell, bevor Sie den Zyklus starten.
Überprüfen Sie das tägliche Kalibrierungsprotokoll für das Mikrometer oder den digitalen Controller.
Eine zuverlässige Montagelinie erfordert eine vorhersehbare, konstante Betriebszeit. Keine Ausfälle vor Ort durch konfektionierte Schläuche sind das ultimative Erfolgskriterium. Jede Unterbrechung entzieht dem Betrieb Kapital. Das Verständnis dieser versteckten Kosten hilft bei der Rechtfertigung angemessener Wartungsbudgets.
Die wiederholte Zerstörung teurer Hochdruckschläuche schmälert Ihre Gewinnspanne. Die Verschwendung von Premium-Armaturen während endloser Testzyklen summiert sich schnell. Eine einzelne verpfuschte Multispiral-Schlauchleitung kostet Hunderte von Dollar. Sie können diese verschwendeten Rohstoffe nicht zurückgewinnen. Sie landen direkt in der Schrotttonne. Eine konsequente Kalibrierung stoppt diesen finanziellen Verlust.
Der Zeitaufwand für die ständige Neukalibrierung einer fehlerhaften Maschine beeinträchtigt die Gesamtproduktivität. Es entlastet Ihre qualifizierten Techniker von umsatzgenerierenden Montageaufgaben. Sie verbringen Stunden damit, Schraubenschlüssel zu drehen, anstatt fertige Produkte zu versenden. Untätige Mitarbeiter, die auf Gerätereparaturen warten, belasten die Lohnbudgets schnell. Effiziente Maschinen sorgen dafür, dass die Belegschaft vorankommt.
Eine optisch akzeptable Schlauchleitung kann im Feld immer noch dynamisch versagen. Bei hoher Belastung platzt eine schwache Dichtung heftig heraus. Dies setzt das Unternehmen einer hohen Haftung aus. Es besteht die Gefahr gefährlicher Feldunfälle für Endbenutzer. Eine fehlerhafte Konstruktion ruiniert über Nacht den Ruf Ihrer Marke. Qualitätssicherung beginnt immer mit zuverlässiger Ausrüstung.
Best Practice: Kennzeichnen und isolieren Sie sofort jede Maschine, die nicht den Spezifikationen entsprechende Produkte produziert. Lassen Sie niemals zu, dass Bediener eine ausgefallene Druckmaschine umgehen, um eine Produktionsvorgabe einzuhalten. Das Haftungsrisiko überwiegt stets den kurzfristigen Termingewinn.
Die Entscheidung, ob eine in die Jahre gekommene Maschine überholt werden soll, erfordert eine sorgfältige Logik. Sie müssen in neue Technologie investieren, wenn es praktisch sinnvoll ist. Wir orientieren uns bei diesem Rahmenwerk strikt an Alter, Komponentenverschleiß und Einhaltung der Sicherheitsbestimmungen. Der richtige Anruf verhindert endlose Reparaturschleifen.
Führen Sie die Reparatur fort, wenn das Gerät weniger als fünf Jahre alt ist. Beheben Sie das Problem, wenn das Problem ausschließlich auf grundlegende Verbrauchsteile beschränkt ist. Zu diesen Teilen gehören O-Ring-Dichtungen, spezielle Matrizensätze oder einfache Flüssigkeitsspülungen. Fahren Sie mit der Reparatur fort, wenn die Kosten weniger als 30 % des Kaufpreises eines neuen Geräts ausmachen. Kleinere elektrische Mängel rechtfertigen in der Regel eine schnelle und kostengünstige Reparatur. Regelmäßige vorbeugende Wartung verlängert die Lebensdauer erheblich.
Achten Sie bei Inspektionen auf starke Riefenbildung im Inneren des Zylinders. Prüfen Sie, ob sich der Strukturrahmen in der Nähe der Pressplatten irreversibel verzieht. Diese Mängel bedeuten, dass die Einheit strukturell beeinträchtigt ist. Sie können einen verzogenen Rahmen nicht sicher reparieren.
Originalteile von Herstellern werden mit der Zeit völlig obsolet. Manchmal erfordern sie von ausländischen Lieferanten unglaublich lange Vorlaufzeiten. Wochenlanges Warten auf ein einfaches Ventil lähmt die Produktion. Wenn die Maschine die Kalibrierung zwischen den Schichten nicht konstant halten kann, besteht außerdem die Gefahr schwerer Compliance-Verstöße. In dieser kritischen Phase ist ein Upgrade die einzig verantwortungsvolle Option.
Häufiger Fehler: Ein beschädigter Hydraulikzylinder muss mehrfach erneuert werden. Sobald die Innenwände tiefe Rillen aufweisen, werden neue Dichtungen fast augenblicklich zerfallen. Der Austausch ist die einzige dauerhafte Lösung.
Wenn ein Austausch notwendig wird, müssen Sie die modernen Funktionen sorgfältig prüfen. Dies sichert eine langfristige Rendite Ihrer Kapitalanlage. Moderne Druckmaschinen bieten erhebliche technologische Vorteile gegenüber herkömmlicher Hardware.
Passen Sie die erforderliche Presskraft an Ihren täglichen Bedarf an. Vergleichen Sie Tonnage und maximale Öffnungskapazität mit den aktuellen Volumina. Berücksichtigen Sie Ihre geplanten zukünftigen Verträge. Eine schwerere Presse handhabt Multispiralschläuche mühelos. Unterdimensionieren Sie Ihren nächsten Einkauf nicht. Wenn Sie etwas mehr Kapazität kaufen, als Sie derzeit benötigen, vermeiden Sie zukünftige Engpässe.
Bewerten Sie digitale Controller während des Kaufprozesses gründlich. Programmierbare Steuerungen übertreffen herkömmliche manuelle Mikrometer deutlich. Sie reduzieren Bedienerfehler in stark frequentierten Produktionshallen drastisch. Sie verbessern die Wiederholgenauigkeit über Tausende von Produktionszyklen hinweg. Der Bediener ruft gespeicherte Rezepte einfach aus dem digitalen Speicher ab. Dadurch entfällt das Rätselraten vollständig.
Achten Sie auf integrierte Schutzvorrichtungen rund um den Matrizenbereich. Fordern Sie Not-Aus-Redundanzen an der Zentrale an. Suchen Sie in der Betriebssoftware nach automatisierten Wartungswarnungen. Diese Funktionen gewährleisten die Einhaltung strenger branchenüblicher Betriebsabläufe. Wenn Sie Upgrades in Betracht ziehen, wenden Sie sich an einen vertrauenswürdigen Partner. Das können Sie ganz einfach Kontaktieren Sie uns , um die idealen Lösungen für Ihre spezifischen Anlagenanforderungen zu besprechen.
Eine effektive Fehlerbehebung erfordert einen strengen Diagnosepfad. Beginnen Sie mit Benutzerfehler- und Schälprüfungen. Gehen Sie systematisch zu hydraulischen und elektrischen Prüfungen über. Der Abschluss findet in einer praktischen finanziellen Bewertung der langfristigen Rentabilität der Einheit statt. Raten Sie nicht, wenn Sie Hochdruck-Montagegeräte diagnostizieren. Annahmen führen zu Geldverschwendung und bleibenden Sicherheitsrisiken.
Dokumentieren Sie täglich die Fehlercodes Ihrer Maschine. Berechnen Sie Ihre aktuellen Ausfallkosten genau. Wenden Sie sich umgehend an einen Gerätespezialisten. Sie helfen dabei, festzustellen, ob eine Wartungsüberholung oder ein Hardware-Upgrade der sicherste Weg für die Zukunft ist. Umsetzbare Daten bestimmen immer die besten Wartungsentscheidungen für Ihre Anlage.
A: Betonen Sie regelmäßige Intervalle basierend auf der Zyklusanzahl und den Qualitätssicherungsstandards. Führen Sie dies in der Regel monatlich für Geschäfte mit hohem Volumen durch. Unterstützen Sie diesen Zeitplan mit täglichen Erstinspektionen. Eine konsistente Kalibrierung sorgt für sichere, wiederholbare Montagen und minimiert Materialverschwendung.
A: Weisen Sie auf eine Umgehung der Zylinderdichtungen, einen niedrigen Hydraulikflüssigkeitsstand oder ein defektes Wegeventil hin. Dies sind die wahrscheinlichsten mechanischen Übeltäter. Überprüfen Sie den Flüssigkeitsbehälter und suchen Sie nach externen Ansammlungen, um die spezifische Leckquelle zu isolieren.
A: Ja. Ungleichmäßiger Gummiabtrag verhindert, dass sich die Zähne des Fittings in das Drahtgeflecht verbeißen. Dadurch entsteht eine Schwachstelle. Bediener machen für diesen grundlegenden Vorbereitungsfehler oft fälschlicherweise die Presse verantwortlich.
A: Achten Sie auf sichtbare Abnutzung oder abblätterndes Chrom auf den Oberflächen. Ein wichtiger Indikator ist die Unfähigkeit, spezifizierte Durchmesser zu erreichen. Dies geschieht auch dann, wenn Hub und Druck der Maschine vollständig überprüft wurden.



