Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-07-02 Kaynak: Alan











Hidrolik montaj hatlarındaki ekipmanın aksama süresi, üretim programlarını doğrudan etkiler. Anında pahalı malzeme israfına neden olur. Planlanmamış duraklamalar aynı zamanda son kullanıcılar için ciddi güvenlik yükümlülükleri de doğurur. Durmuş bir montaj hattı kar marjlarını agresif bir şekilde tüketir. Sıkma hatasının kesin nedenini belirlemek yoğun odaklanmayı gerektirir. Operatör hatasını mekanik bozulmadan doğru bir şekilde ayırmalısınız. Parçaları körü körüne değiştirmek nadiren temel sorunu çözer. Bu sadece bakım bütçenizi daha da tüketir.
Bu kılavuz sistematik bir yaklaşım sunmaktadır. Size nasıl teşhis koyacağınızı gösteriyoruz hortum sıkma makinesini verimli bir şekilde kullanın. İnatçı operasyonel hataların adım adım çözülmesini ele alıyoruz. Elektrik ve hidrolik sistemler için pratik sorun giderme tekniklerini öğreneceksiniz. Ayrıca sistemik bir arızanın tüm ünitenin tamamen değiştirilmesini haklı çıkardığını da değerlendiririz. Eyleme geçirilebilir veriler en iyi bakım kararlarını yönlendirir. Bu temel ilkeleri takip ederek öngörülebilir ürün kalitesini yeniden sağlayabilirsiniz.
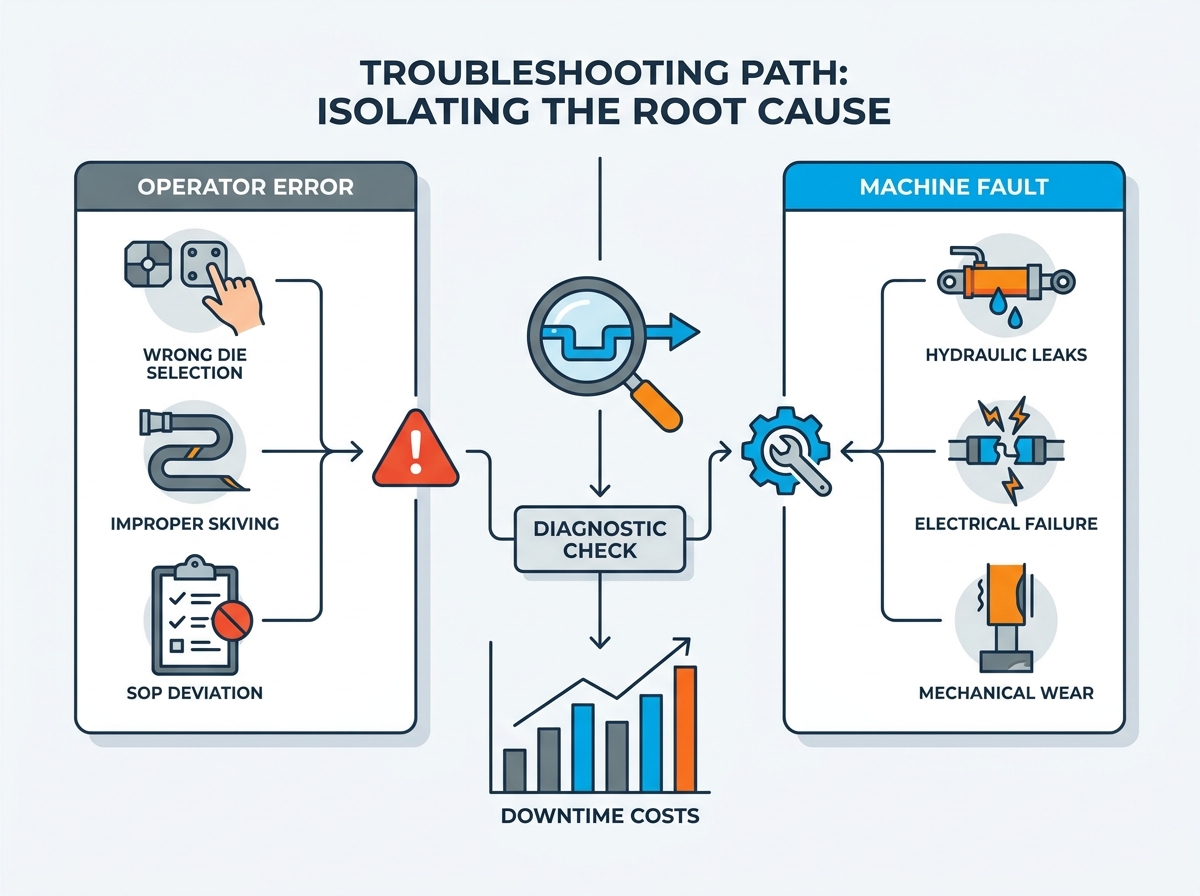
Belirti Yalıtımı: Arızaların (örn. basınç düşüşleri, düzensiz kıvrımlar) elektriksel, hidrolik veya mekanik kökenlere doğru doğru bir şekilde izlenmesi, teşhis süresini kısaltır.
Kullanıcı ve Makine: Algılanan makine arızalarının çoğu, uygun olmayan kalıp seçiminden, atlanan yontma adımlarından veya standart işletim prosedürlerindeki (SOP'ler) atlamalardan kaynaklanmaktadır.
Risk ve Sorumluluk: Kalibre edilmemiş veya sızıntı yapan bir kıvırma makinesini çalıştırmaya devam etmek, sahada yıkıcı patlama riskleri doğurur.
Karar Çerçevesi: Onarım maliyetleri, değiştirilen ünitenin %30'unu aştığında veya eski parçalar montaj uyumluluğunu tehlikeye attığında yükseltme kesinlikle gerekli hale gelir.
Tahmin edilemeyen makine davranışı tutarsız ürün kalitesine yol açar. Donanım sağlığının temelini oluşturmak ilk adımınızı temsil eder. Doğru ölçemediğiniz şeyi düzeltemezsiniz. Donanım benzersiz bir şekilde başarısız olur. Genellikle arkasında belirli bir teşhis izi bırakır. Birincil fiziksel suçluları sistematik olarak parçalayalım.
Aşınmış kalıplar sıklıkla düzensiz sıkma çaplarına neden olur. Ana iticinin bozulması zaman içinde önemli bir rol oynar. Bazen mikrometre veya dijital terazinin yanlış kalibrasyonu sapmaya neden olur. Doğrulama, üretim alanında mutlak hassasiyet gerektirir. Standart geçer/geçmez göstergelerini kullanmalısınız. Ayrıca kalibre edilmiş dijital pergelleri günlük olarak dağıtabilirsiniz. Nihai kıvrım özelliklerini tam üretici toleranslarına göre ölçün. Sadece 0,1 mm'lik bir sapma, yüksek basınç contasını tamamen tehlikeye atabilir.
En İyi Uygulama: İş istasyonunun yakınında özel bir ana kumpas seti bulundurun. Bu pergelleri yalnızca son QA kontrolleri için kullanın. Bunları başka yerlerde kaba ölçümler için kullanmayın.
Bozulmuş silindir contaları, çalışma sırasında doğrudan basınç düşüşlerine neden olur. Kirlenmiş hidrolik yağı, pompanın dahili bileşenlerine ciddi şekilde zarar verir. Arızalı pompa motorları aynı zamanda sistem çıkış kapasitesini de büyük ölçüde sınırlar. Hemen belirgin fiziksel belirtileri fark edeceksiniz. Makine tam bir çevrimi tamamlayacak güce sahip değildir. Taban plakasının yakınında gözle görülür sıvı birikmesi görebilirsiniz. Pompa gövdesinden gelen anormal sızlanma seslerini dinleyin.
Yaygın Hata: Operatörler genellikle kırık contayı onarmak yerine, sızdıran sıvı rezervuarlarını doldururlar. Bu, kapalı sisteme hava ve kir girmesine neden olur. Pompa arızasını hızla hızlandırır.
Arızalı solenoid valfler çalışma döngüsünü beklenmedik bir şekilde kesintiye uğratır. Atmış sigortalar belirli makine fonksiyonlarını anında kapatır. Ayak pedalı kablolarının bozulması, basmanın düzensiz bir şekilde devreye girmesine neden olur. Çözünürlük, temel elektriksel test protokollerini gerektirir. Standart bir multimetre kullanın. Tüm kontrol devresindeki voltaj düşüşlerini sistematik olarak test edin.
Gözlemlenen Belirti |
Birincil Donanım Nedeni |
Önerilen Tanılama Eylemi |
|---|---|---|
Düzensiz metal deformasyonu |
Aşınmış veya uyumsuz kalıp parçaları |
Kalıpları aşınma açısından inceleyin; kumpasla ölçün. |
Pres döngünün ortasında duruyor |
Silindir contalarının atlanması / Düşük basınç |
Sıvı seviyelerini kontrol edin; Hidrolik pompa çıkışını test edin. |
Ayak pedalı yanıt vermiyor |
Kırık kablolama / Arızalı mikro anahtar |
Bir multimetre ile devre sürekliliğini test edin. |
Sürüklenen çap özellikleri |
Mikrometre veya dijital ölçek senkronize değil |
Fabrika temel parametrelerini kullanarak yeniden kalibre edin. |
Yüksek çalışan değişimi çoğu zaman donanım arızasını mükemmel şekilde taklit eder. Standart işletim prosedürlerine sıkı sıkıya bağlı kalınmaması, aynı performans düşüşlerine neden olur. Endüstriyel ekipmanı sökmeden önce insan hatasını izole etmeliyiz. Operatör hatalarını mekanik arızalar olarak yanlış teşhis etmek çok büyük miktarda zaman kaybına neden olur.
Yanlış şekillendirilmiş hortumlar montaj işlemi sırasında sürekli arızalanır. Bu, donanım mükemmel çalışsa bile gerçekleşir. Altta tırtıklı hortumlar, bağlantı dişlerinin tel örgüyü ısırmasını önler. Aşırı yontulmuş hortumlar hassas iç takviye katmanına zarar verir. Her iki senaryo da saha baskısı altında yıkıcı patlamalara yol açar. Teknisyenler genellikle bu temel hazırlık hatalarından dolayı basını suçluyorlar.
Uyumsuz kalıplar acil ve ciddi sorunlara neden olur. Belirli bir hortum ve bağlantı parçası kombinasyonu için yanlış kalıbın kullanılması metal yorgunluğuna neden olur. Montajı tamamen bozar. Aynı zamanda ciddi basın bağlanmasına da neden olabilir. Operatörler bazen doğru kalıp seti yerine en yakın kalıp setini alırlar. Bu kısayol pahalı malzemeleri hızla yok eder. Basmadan önce daima üreticinin kalıp tablosunu doğrulayın.
Operasyonel arızaları yetkili güvenlik belgeleriyle çapraz referanslayın. NCDOT veya dahili QA departmanları gibi kuruluşların yönergelerini kontrol edin. Yedek parça sipariş etmeden önce insan hatasını ortadan kaldırın. Bu günlük kontrolleri uygulayın:
Operatörün montaj tablosunun gerektirdiği kalıp setini tam olarak seçtiğini doğrulayın.
Tıraşlama uzunluğunun özel montaj gerekliliklerine mükemmel şekilde uyduğunu doğrulayın.
Bastırmadan önce hortumun metal bağlantı parçasının içine girdiğinden emin olun.
Döngüyü başlatmadan önce yerleştirme derinliği işaretini görsel olarak kontrol edin.
Mikrometre veya dijital kontrol cihazının günlük kalibrasyon günlüğünü inceleyin.
Güvenilir bir montaj hattı öngörülebilir, istikrarlı çalışma süresi gerektirir. Fabrikasyon hortumlardan kaynaklanan sıfır saha arızası nihai başarı kriterini temsil eder. Her duruş, sermayenin operasyondan akmasına neden olur. Bu gizli maliyetleri anlamak, uygun bakım bütçelerini haklı çıkarmaya yardımcı olur.
Pahalı yüksek basınç hortumlarını tekrar tekrar imha etmek kar marjlarınızı aşındırır. Sonsuz test döngüleri sırasında birinci sınıf bağlantı parçalarının israfı hızla artıyor. Tek bir başarısız çok spiralli hortum tertibatının maliyeti yüzlerce dolar. İsraf edilen bu hammaddeleri geri kazanamazsınız. Doğrudan hurda kutusuna gidiyorlar. Tutarlı kalibrasyon bu mali kanamayı durdurur.
Arızalı bir makineyi sürekli olarak yeniden kalibre etmek için harcanan zaman, genel üretkenliğe zarar verir. Yetenekli teknisyenlerinizi gelir getirici montaj görevlerinden uzaklaştırır. Bitmiş ürünleri göndermek yerine anahtarları çevirmek için saatler harcıyorlar. Ekipman onarımını bekleyen boş operatörler maaş bordrosu bütçelerini hızla tüketiyor. Verimli makineler iş gücünün ilerlemesini sağlar.
Görsel olarak kabul edilebilir bir hortum düzeneği sahada hala dinamik olarak arızalanabilir. Yüksek yük altında zayıf bir conta şiddetli bir şekilde patlar. Bu durum işletmeyi ağır bir sorumluluk altına sokmaktadır. Son kullanıcılar için tehlikeli saha kazaları riski taşır. Hatalı inşaat, marka itibarınızı bir gecede mahveder. Kalite güvencesi her zaman güvenilir ekipmanlarla başlar.
En İyi Uygulama: Spesifikasyon dışı ürünler üreten tüm makineleri derhal etiketleyin ve izole edin. Operatörlerin üretim kotasını karşılamak için arızalı bir baskı makinesini atlamalarına asla izin vermeyin. Sorumluluk riski her zaman kısa vadeli plan kazancından daha ağır basar.
Yaşlanan bir makineye bakım yapılıp yapılmayacağına karar vermek dikkatli bir mantık gerektirir. Pratik açıdan anlamlı olduğunda yeni teknolojiye yatırım yapmalısınız. Bu çerçeveyi kesinlikle yaş, bileşen aşınması ve güvenlik uyumluluğuna dayandırıyoruz. Doğru aramayı yapmak sonsuz onarım döngülerini önler.
Ekipman beş yaşından küçükse tamir etmeye devam edin. Sorun yalnızca temel sarf malzemelerinden kaynaklanıyorsa sorunu düzeltin. Bu parçalar arasında O-halka contalar, özel kalıp setleri veya basit sıvı yıkamalar yer alır. Maliyetler yeni ünitenin satın alma fiyatının %30'undan azını oluşturuyorsa onarımlara devam edin. Küçük elektrik arızaları genellikle hızlı ve ucuz bir onarımı haklı çıkarır. Düzenli önleyici bakım, yaşam ömrünü önemli ölçüde uzatır.
Denetimler sırasında ciddi iç silindir çizilmelerine bakın. Baskı plakalarının yakınında geri dönüşü olmayan yapısal çerçeve bükülmesi olup olmadığını kontrol edin. Bu kusurlar, ünitenin yapısal olarak tehlikeye girdiği anlamına gelir. Çarpık bir çerçeveyi güvenli bir şekilde yamalayamazsınız.
Orijinal ekipman üreticisinin parçaları eninde sonunda tamamen kullanılmaz hale gelir. Bazen yurt dışındaki tedarikçilerden inanılmaz derecede uzun teslimat süreleri talep ediyorlar. Basit bir valf için haftalarca beklemek üretimi sekteye uğratır. Ek olarak, makine vardiyalar arasında kalibrasyonu tutarlı bir şekilde sürdüremezse ciddi uyumluluk ihlalleri riskiyle karşı karşıya kalır. Bu kritik aşamada yükseltme tek sorumlu seçenektir.
Yaygın Hata: Çizilmiş bir hidrolik silindiri birden çok kez yeniden inşa etmek. İç duvarlarda derin oyuklar oluştuktan sonra yeni contalar neredeyse anında parçalanacaktır. Değiştirme tek kalıcı düzeltmedir.
Değiştirme gerekliyse modern özellikleri dikkatle değerlendirmelisiniz. Bu, sermaye yatırımınızın uzun vadeli getirisini sağlar. Modern baskı makineleri eski donanımlara göre önemli teknolojik avantajlar sunar.
Gerekli sıkma kuvvetini günlük ihtiyaçlarınızla eşleştirin. Tonajı ve maksimum açma kapasitesini mevcut hacimlerle karşılaştırın. Öngörülen gelecekteki sözleşmelerinizi hesaba katın. Daha ağır bir pres, çok spiralli hortumları zahmetsizce işler. Bir sonraki satın alma işleminizde boyutunu küçültmeyin. Şu anda ihtiyacınız olandan biraz daha fazla kapasite satın almak gelecekteki darboğazları önler.
Satın alma sürecinde dijital kontrol cihazlarını iyice değerlendirin. Programlanabilir kontrolörler geleneksel manuel mikrometrelerden kolayca daha iyi performans gösterir. Yoğun üretim alanlarında operatör hatasını büyük ölçüde azaltırlar. Binlerce üretim döngüsünde tekrarlanabilirliği artırırlar. Operatörler, kayıtlı tarifleri dijital hafızadan kolayca çağırır. Bu, tahminleri tamamen ortadan kaldırır.
Kalıp alanının çevresinde entegre güvenlik korumaları arayın. Kontrol panelinde acil durdurma yedekleri talep edin. İşletim yazılımında otomatik bakım uyarıları arayın. Bu özellikler, sıkı endüstri standardı işletim prosedürlerine uyumu sağlar. Yükseltmeler araştırıyorsanız güvenilir bir iş ortağına başvurun. Kolayca yapabilirsiniz bizimle iletişime geçin . Özel tesis ihtiyaçlarınıza yönelik ideal çözümleri görüşmek için
Etkili sorun giderme, sıkı bir tanılama yolu gerektirir. Kullanıcı hatasından ve kontrollerin atlanmasıyla başlayın. Sistematik olarak hidrolik ve elektrik testlerine geçin. Birimin uzun vadeli yaşayabilirliğine ilişkin pratik bir mali değerlendirmeyle sonuçlansın. Yüksek basınçlı montaj ekipmanlarını teşhis ederken tahminde bulunmayın. Varsayımlar para israfına ve devam eden güvenlik risklerine yol açar.
Makinenizin arıza kodlarını günlük olarak belgeleyin. Son zamanlardaki kesinti maliyetlerinizi doğru bir şekilde hesaplayın. Derhal bir ekipman uzmanına danışın. Bakım revizyonunun mu yoksa donanım yükseltmesinin mi ileriye yönelik en güvenli yol olduğunu belirlemenize yardımcı olacaklar. Eyleme geçirilebilir veriler, tesisiniz için her zaman en iyi bakım kararlarını yönlendirir.
C: Döngü sayısına ve QA standartlarına göre düzenli aralıkları vurgulayın. Genellikle yüksek hacimli mağazalar için bunu aylık olarak yapın. Bu programı günlük ilk parça denetimleriyle destekleyin. Tutarlı kalibrasyon güvenli, tekrarlanabilir montajlar sağlar ve malzeme israfını en aza indirir.
C: Bypass silindir contalarını, düşük hidrolik sıvısını veya arızalı bir yön valfini işaret edin. Bunlar en muhtemel mekanik suçluları temsil ediyor. Sıvı deposunu inceleyin ve belirli sızıntı kaynağını izole etmek için harici göllenme olup olmadığına bakın.
C: Evet. Kauçuğun eşit olmayan şekilde çıkarılması, bağlantı parçasının dişlerinin tel örgüyü ısırmasını önler. Bu zayıf bir nokta yaratır. Operatörler sıklıkla bu temel hazırlık başarısızlığından dolayı yanlışlıkla basını suçluyorlar.
C: Yüzeylerde gözle görülür aşınma veya pullanma krom olup olmadığına bakın. Önemli bir gösterge spesifik çaplara ulaşılamamasıdır. Bu, makinenin stroku ve basıncı tamamen doğrulandığında bile gerçekleşir.



