Перегляди: 0 Автор: Редактор сайту Час публікації: 2026-07-02 Походження: Сайт











Простой обладнання на гідравлічних складальних лініях безпосередньо впливає на графік виробництва. Це миттєво спричиняє дорогі матеріальні відходи. Незаплановані зупинки також створюють серйозні зобов'язання щодо безпеки для кінцевих користувачів. Застопорилася складальна лінія агресивно з’їдає прибуток. Визначення точної причини несправності обтиску вимагає інтенсивної уваги. Ви повинні точно відокремити помилку оператора від механічної деградації. Заміна деталей наосліп рідко вирішує головну проблему. Це лише додатково виснажує ваш бюджет на обслуговування.
Цей посібник пропонує системний підхід. Ми покажемо вам, як діагностувати ваш машина для обтиску шлангів ефективно. Ми розглядаємо крок за кроком усунення серйозних несправностей у роботі. Ви навчитеся практичним методам усунення несправностей електричних і гідравлічних систем. Ми також оцінюємо, коли системний збій виправдовує повну заміну всього блоку. Дійсні дані керують найкращими рішеннями щодо обслуговування. Ви можете відновити передбачувану якість продукції, дотримуючись цих основних принципів.
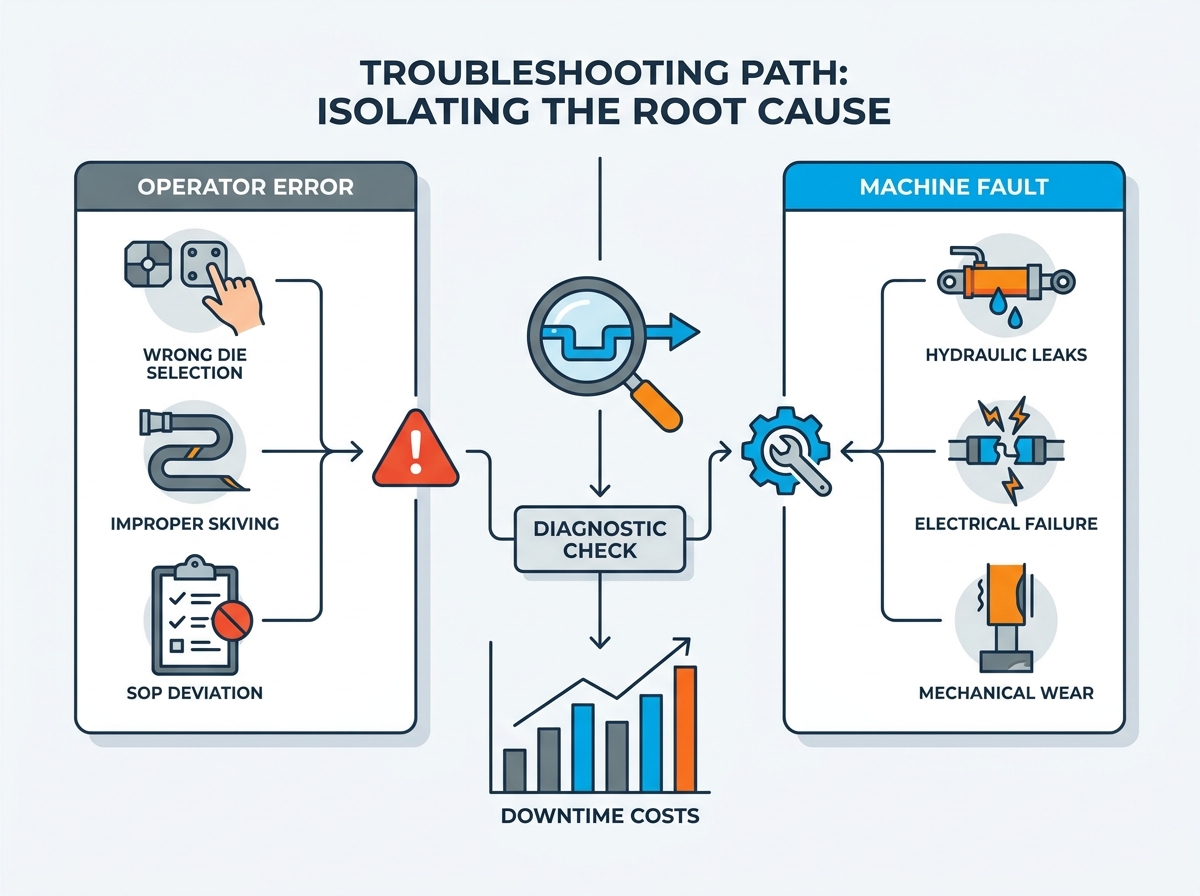
Усунення симптомів: Точне визначення несправностей (наприклад, перепади тиску, нерівномірні гофри) до електричного, гідравлічного чи механічного походження скорочує час діагностики.
Користувач проти машини: багато можливих несправностей машини виникають через неправильний вибір матриці, пропуски етапів очищення або обхід стандартних операційних процедур (SOP).
Ризик і відповідальність: продовження роботи з некаліброваним або протікаючим обтискачем створює катастрофічний ризик вибуху в полі.
Рамка прийняття рішень: оновлення стає вкрай необхідним, якщо витрати на ремонт перевищують 30% заміни одиниці або коли застарілі деталі порушують відповідність складання.
Непередбачувана поведінка машини призводить до непостійної якості продукції. Встановлення базової лінії працездатності апаратного забезпечення є вашим першим кроком. Ви не можете виправити те, що не вимірюєте точно. Обладнання виходить з ладу однозначно. Зазвичай це залишає за собою певний діагностичний слід. Давайте систематично розберемо основних фізичних винуватців.
Зношені матриці часто спричиняють неправильний діаметр обжиму. Деградація основного штовхача з часом відіграє важливу роль. Іноді дрейф викликає неправильне калібрування мікрометра або цифрової шкали. Перевірка вимагає абсолютної точності на виробництві. Ви повинні використовувати стандартні вимірювальні прилади. Ви також можете щодня використовувати калібровані цифрові штангенциркулі. Виміряйте кінцеві специфікації обжиму відповідно до точних допусків виробника. Відхилення лише на 0,1 мм може повністю порушити ущільнення під високим тиском.
Найкраща практика: тримайте спеціальний набір головних штангенциркулів біля робочої станції. Використовуйте ці штангенциркулі лише для остаточної перевірки якості. Не використовуйте їх для грубих вимірювань в іншому місці.
Пошкоджені ущільнення циліндрів безпосередньо спричиняють падіння тиску під час роботи. Забруднене гідравлічне масло серйозно пошкоджує внутрішні компоненти насоса. Несправність двигунів насосів також різко обмежує продуктивність системи. Ви відразу помітите чіткі фізичні симптоми. Машині бракує потужності для завершення повного циклу. Ви можете побачити видиме скупчення рідини біля базової пластини. Прислухайтеся до незвичайних скигливих звуків із корпусу насоса.
Поширена помилка: оператори часто заповнюють резервуари з рідиною, що витікає, замість того, щоб полагодити зламану пломбу. Це призводить до потрапляння повітря та бруду в закриту систему. Це швидко прискорює вихід насоса з ладу.
Несправні електромагнітні клапани несподівано переривають робочий цикл. Перегорілі запобіжники негайно вимикають певні функції машини. Порушена проводка ножної педалі призводить до нестабільного натискання. Роздільна здатність вимагає базових протоколів електричних випробувань. Використовуйте стандартний мультиметр. Випробувальна напруга систематично падає на всьому ланцюзі керування.
Симптом, що спостерігається |
Основна апаратна причина |
Рекомендована діагностична дія |
|---|---|---|
Нерівномірна деформація металу |
Зношені або невідповідні сегменти матриці |
Перевірте матриці на предмет задирів; вимірювати штангенциркулем. |
Прес зупиняється в середині циклу |
Обхід ущільнень циліндра / Низький тиск |
перевірити рівень рідини; перевірка продуктивності гідравлічного насоса. |
Ножна педаль не реагує |
Зламана проводка / несправний мікровимикач |
Перевірте безперервність ланцюга мультиметром. |
Специфікації діаметра дрейфу |
Мікрометр або цифрова вага не синхронізовані |
Повторно відкалібруйте, використовуючи заводські базові параметри. |
Висока плинність кадрів часто ідеально імітує збій обладнання. Відсутність суворого дотримання стандартних операційних процедур призводить до однакових падінь продуктивності. Перш ніж виводити з ладу промислове обладнання, ми повинні ізолювати людські помилки. Неправильне визначення помилок оператора як механічних несправностей втрачає величезну кількість часу.
Неправильно зачищені шланги постійно виходять з ладу в процесі складання. Це трапляється, навіть якщо обладнання працює бездоганно. Шланги з нижньою шкірою запобігають перекушування зубцями дротяної оплетки. Шланги, що перекошуються, пошкоджують делікатний внутрішній армуючий шар. Обидва сценарії призводять до катастрофічних викидів під тиском поля. Техніки часто звинувачують пресу в цих фундаментальних помилках підготовки.
Невідповідні матриці викликають негайні та серйозні проблеми. Використання невідповідної матриці для певної комбінації шланга та фітинга спричиняє втому металу. Це повністю спотворює кріплення. Це також може спричинити серйозне пресування. Оператори іноді беруть найближчий набір матриць замість правильного. Цей ярлик швидко руйнує дорогі матеріали. Перед пресуванням завжди перевіряйте таблицю різьблення виробника.
Перехресні посилання на експлуатаційні збої з офіційною документацією з безпеки. Перевірте вказівки таких організацій, як NCDOT або внутрішніх відділів забезпечення якості. Перш ніж замовляти запасні частини, виключіть людську помилку. Виконуйте такі щоденні перевірки:
Переконайтеся, що оператор вибрав точний набір матриць, який вимагається схемою складання.
Переконайтеся, що довжина лущення ідеально відповідає конкретним вимогам до встановлення.
Перед натисканням переконайтеся, що шланг вийшов зсередини металевого фітинга.
Перед початком циклу візуально перевірте позначку глибини вставлення.
Перегляньте щоденний журнал калібрування мікрометра або цифрового контролера.
Для надійної складальної лінії потрібен передбачуваний і стабільний час безвідмовної роботи. Основним критерієм успіху є нульовий вихід із ладу виготовлених шлангів. Кожна зупинка виливає капітал із операції. Розуміння цих прихованих витрат допомагає обґрунтувати правильний бюджет технічного обслуговування.
Неодноразове знищення дорогих шлангів високого тиску знижує ваш прибуток. Витрата преміум-фурнітури під час нескінченних циклів випробувань швидко збільшується. Один невдалий багатоспіральний шланг коштує сотні доларів. Ви не можете відновити цю втрачену сировину. Вони потрапляють прямо у сміття. Послідовне калібрування зупиняє цю фінансову кровотечу.
Час, витрачений на постійне повторне калібрування несправної машини, негативно впливає на загальну продуктивність. Це відволікає ваших кваліфікованих техніків від завдань збирання, які приносять прибуток. Вони годинами обертають гайкові ключі замість того, щоб відправляти готову продукцію. Непрацюючі оператори, які чекають на ремонт обладнання, швидко виснажують бюджети. Ефективне обладнання дозволяє робочій силі рухатися вперед.
Візуально прийнятний шланг в зборі може динамічно виходити з ладу в польових умовах. Під великим навантаженням слабкий ущільнювач різко здувається. Це наражає бізнес на серйозну відповідальність. Це ризик небезпечних польових аварій для кінцевих користувачів. Несправна конструкція миттєво зруйнує репутацію вашого бренду. Гарантія якості завжди починається з надійного обладнання.
Найкраща практика: негайно позначте та ізолюйте будь-яку машину, яка виробляє продукти, що не відповідають специфікаціям. Ніколи не дозволяйте операторам обійти несправний прес, щоб виконати виробничу квоту. Ризик відповідальності завжди переважує надбавку від короткострокового графіка.
Рішення про капітальний ремонт старої машини вимагає ретельної логіки. Ви повинні інвестувати в нові технології, коли це має практичний сенс. Ми ґрунтуємось на цій структурі суворо на основі віку, зносу компонентів і відповідності вимогам безпеки. Здійснення правильного виклику запобігає нескінченним циклам ремонту.
Продовжуйте ремонт, якщо обладнання менше п’яти років. Виправте це, якщо проблема стосується лише основних витратних матеріалів. Ці деталі включають ущільнювальні кільця, спеціальні набори матриць або прості промивні рідини. Продовжуйте ремонт, якщо витрати становлять менше 30% вартості придбання нової одиниці. Незначні електричні несправності зазвичай виправдовують швидкий і недорогий ремонт. Регулярне профілактичне обслуговування значно подовжує термін служби.
Під час перевірок зверніть увагу на наявність серйозних подряпин на внутрішньому циліндрі. Перевірте, чи немає необоротної деформації структурної рами біля пресових пластин. Ці дефекти означають структурні порушення пристрою. Ви не можете безпечно залатати деформовану раму.
Запчастини виробника оригінального обладнання з часом повністю застарівають. Іноді вони вимагають неймовірно довгих термінів виконання від закордонних постачальників. Тижні очікування простого клапана руйнують виробництво. Крім того, якщо машина не може стабільно проводити калібрування між змінами, це ризикує серйозними порушеннями відповідності. Оновлення є єдиним відповідальним варіантом на цьому критичному етапі.
Поширена помилка: багаторазове відновлення пошкодженого гідравлічного циліндра. Після того, як внутрішні стінки витримають глибокі виїмки, нові ущільнювачі розкришуться майже миттєво. Заміна є єдиним надійним рішенням.
Якщо заміна стане необхідною, ви повинні уважно оцінити сучасні функції. Це гарантує довгострокову окупність ваших капіталовкладень. Сучасні преси пропонують значні технологічні переваги перед застарілим обладнанням.
Підберіть потрібну силу обжиму до ваших щоденних потреб. Порівняйте тоннаж і максимальну пропускну здатність із поточними обсягами. Враховуйте ваші прогнозовані майбутні контракти. Більш важкий прес легко справляється з багатоспіральними шлангами. Не зменшуйте розмір вашої наступної покупки. Придбання трохи більшої потужності, ніж вам зараз потрібно, запобігає вузьким місцям у майбутньому.
Під час купівлі ретельно оцінюйте цифрові контролери. Програмовані контролери легко перевершують традиційні ручні мікрометри. Вони значно зменшують помилки оператора на завантажених виробничих підприємствах. Вони покращують повторюваність протягом тисяч виробничих циклів. Оператори просто викликають збережені рецепти з цифрової пам'яті. Це повністю виключає здогадки.
Шукайте вбудовані захисні огородження навколо зони матриці. Вимагати резервування аварійної зупинки на панелі керування. Шукайте автоматичні сповіщення про технічне обслуговування в робочому програмному забезпеченні. Ці функції забезпечують дотримання строгих робочих процедур промислових стандартів. Якщо ви шукаєте оновлення, зверніться до надійного партнера. Ви можете легко зв’яжіться з нами , щоб обговорити ідеальні рішення для ваших конкретних потреб.
Ефективне усунення несправностей вимагає суворої діагностики. Почніть із перевірки помилок користувача та пропуску. Систематично переходьте до гідравлічних та електричних випробувань. Кульмінацією стане практична фінансова оцінка довгострокової життєздатності підрозділу. Не гадайте при діагностиці монтажного обладнання високого тиску. Припущення призводять до марної витрати грошей і тривалих ризиків для безпеки.
Щодня документуйте коди несправностей вашої машини. Точно розрахуйте витрати на ваш останній час простою. Негайно зверніться до фахівця з обладнання. Вони допоможуть визначити, чи є капітальний ремонт чи оновлення обладнання найбезпечнішим шляхом. Достовірні дані завжди сприяють прийняттю найкращих рішень щодо обслуговування вашого підприємства.
A: Підкресліть регулярні інтервали на основі кількості циклів і стандартів якості. Як правило, виконуйте це щомісяця для великих магазинів. Підтримуйте цей графік щоденними першими перевірками. Послідовне калібрування забезпечує безпечне повторюване збирання та мінімізує відходи матеріалу.
A: Вкажіть на обхід ущільнень циліндра, низький рівень гідравлічної рідини або несправний напрямний клапан. Це найбільш імовірні механічні винуватці. Огляньте резервуар для рідини та знайдіть зовнішнє скупчення, щоб ізолювати конкретне джерело витоку.
A: Так. Нерівномірне видалення гуми запобігає врізанню зубців фітинга в обплетення дроту. Це створює слабке місце. Оператори часто помилково звинувачують пресу в цій фундаментальній невдачі підготовки.
Відповідь: Подивіться на видимі потертості або лущення хрому на поверхнях. Основним показником є неможливість досягти специфікації діаметрів. Це відбувається навіть тоді, коли хід і тиск машини повністю перевірені.



