Equipment downtime in hydraulic assembly lines directly impacts production schedules. It causes expensive material waste instantly. Unplanned halts also introduce severe safety liabilities for end-users. A stalled assembly line eats into profit margins aggressively. Pinpointing the exact cause of a crimping failure requires intense focus. You must separate operator error from mechanical degradation accurately. Replacing parts blindly rarely solves the root issue. It only drains your maintenance budget further.
This guide provides a systematic approach. We show you how to diagnose your hose crimping machine efficiently. We cover resolving stubborn operational faults step by step. You will learn practical troubleshooting techniques for electrical and hydraulic systems. We also evaluate when a systemic failure justifies replacing the entire unit entirely. Actionable data drives the best maintenance decisions. You can restore predictable product quality by following these core principles.
Key Takeaways
Symptom Isolation: Accurately tracing faults (e.g., pressure drops, irregular crimps) to electrical, hydraulic, or mechanical origins reduces diagnostic time.
User vs. Machine: Many perceived machine failures stem from improper die selection, skipped skiving steps, or bypasses in standard operating procedures (SOPs).
Risk & Liability: Continuing to operate an uncalibrated or leaking crimper introduces catastrophic blowout risks in the field.
Decision Framework: Upgrading becomes strictly necessary when repair costs exceed 30% of a replacement unit or when obsolete parts compromise assembly compliance.
Diagnosing Common Hose Crimping Machine Failures
Unpredictable machine behavior leads to inconsistent product quality. Establishing a baseline of hardware health represents your very first step. You cannot fix what you do not measure accurately. Hardware fails uniquely. It usually leaves a specific diagnostic trail behind. Let us break down the primary physical culprits systematically.
Inconsistent Crimp Diameters
Worn dies often cause irregular crimping diameters. Master pusher degradation plays a major role over time. Sometimes, micrometer or digital scale miscalibration creates the drift. Verification requires absolute precision on the shop floor. You must use standard go/no-go gauges. You can also deploy calibrated digital calipers daily. Measure the final crimp specifications against exact manufacturer tolerances. A deviation of just 0.1mm can compromise a high-pressure seal completely.
Best Practice: Keep a dedicated set of master calipers near the workstation. Only use these calipers for final QA checks. Do not use them for rough measurements elsewhere.
Hydraulic System Pressure Loss & Leaks
Degraded cylinder seals directly cause pressure drops during operation. Contaminated hydraulic oil damages internal pump components severely. Failing pump motors also limit system output capacity drastically. You will notice distinct physical symptoms immediately. The machine lacks the power to complete a full cycle. You might see visible fluid pooling near the base plate. Listen for abnormal whining noises from the pump housing.
Common Mistake: Operators often top off leaking fluid reservoirs instead of fixing the broken seal. This introduces air and dirt into the closed system. It accelerates pump failure rapidly.
Electrical and Control Panel Faults
Faulty solenoid valves interrupt the operational cycle unexpectedly. Blown fuses shut down specific machine functions immediately. Compromised foot pedal wiring leads to erratic press engagement. Resolution requires basic electrical testing protocols. Use a standard multimeter. Test voltage drops across the entire control circuit systematically.
Observed Symptom
Primary Hardware Cause
Recommended Diagnostic Action
Uneven metal deformation
Worn or mismatched die segments
Inspect dies for galling; measure with calipers.
Press stalls mid-cycle
Bypassing cylinder seals / Low pressure
Check fluid levels; test hydraulic pump output.
Foot pedal unresponsive
Broken wiring / Faulty microswitch
Test circuit continuity with a multimeter.
Drifting diameter specs
Micrometer or digital scale out of sync
Recalibrate using factory baseline parameters.
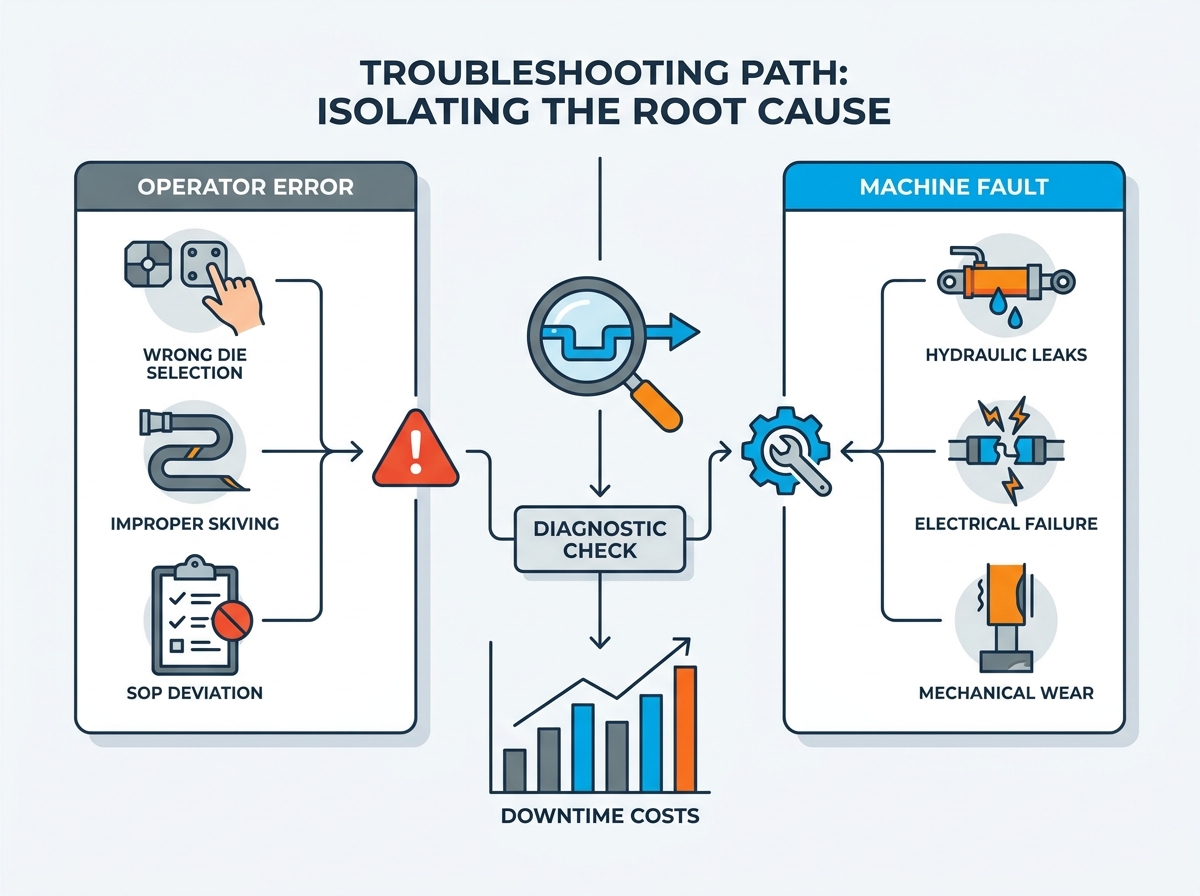
Operator Error vs. Machine Fault: Isolating the Root Cause
High employee turnover often mimics hardware failure perfectly. Lack of strict adherence to standard operating procedures causes identical performance drops. We must isolate human error before tearing down industrial equipment. Misdiagnosing operator mistakes as mechanical faults wastes massive amounts of time.
The Skiving Variable
Improperly skived hoses fail during the assembly process consistently. This happens even if the hardware functions perfectly. Under-skived hoses prevent the fitting teeth from biting the wire braid. Over-skived hoses damage the delicate inner reinforcement layer. Both scenarios lead to catastrophic blowouts under field pressure. Technicians often blame the press for these fundamental preparation errors.
Improper Die Selection & Setup
Mismatched dies cause immediate and severe problems. Using the wrong die for a specific hose and fitting combination causes metal fatigue. It distorts the fitting entirely. It can also cause severe press binding. Operators sometimes grab the closest die set instead of the correct one. This shortcut destroys expensive materials rapidly. Always verify the manufacturer die chart before pressing.
SOP Validation Steps
Cross-reference operational failures with authoritative safety documentation. Check guidelines from organizations like NCDOT or internal QA departments. Rule out human error before you order replacement parts. Implement these daily checks:
Verify the operator selected the exact die set required by the assembly chart.
Confirm the skiving length matches the specific fitting requirements perfectly.
Ensure the hose bottomed out inside the metal fitting before pressing.
Check the insertion depth mark visually before initiating the cycle.
Review the daily calibration log for the micrometer or digital controller.
The True Cost of Crimping Machine Downtime
A reliable assembly line requires predictable, steady uptime. Zero field failures from fabricated hoses represent the ultimate success criteria. Every stoppage bleeds capital from the operation. Understanding these hidden costs helps justify proper maintenance budgets.
Scrap & Material Waste
Repeatedly destroying expensive high-pressure hoses erodes your profit margins. Wasting premium fittings during endless test cycles adds up quickly. A single botched multi-spiral hose assembly costs hundreds of dollars. You cannot recover these wasted raw materials. They go straight into the scrap bin. Consistent calibration stops this financial bleed.
Labor Inefficiencies
Time spent constantly recalibrating a failing machine hurts overall productivity. It pulls your skilled technicians away from revenue-generating assembly tasks. They spend hours turning wrenches instead of shipping finished products. Idle operators waiting for equipment repairs drain payroll budgets rapidly. Efficient machinery keeps the workforce moving forward.
Liability Risks
A visually acceptable hose assembly can still fail dynamically in the field. Under high load, a weak seal blows out violently. This exposes the business to heavy liability. It risks dangerous field accidents for end-users. Faulty construction ruins your brand reputation overnight. Quality assurance always starts with reliable equipment.
Best Practice: Tag and isolate any machine producing out-of-spec products immediately. Never let operators bypass a failing press to meet a production quota. The liability risk always outweighs the short-term schedule gain.
Repair vs. Replace: A Decision-Stage Framework
Deciding whether to overhaul an aging machine requires careful logic. You must invest in new technology when it makes practical sense. We base this framework strictly on age, component wear, and safety compliance. Making the right call prevents endless repair loops.
When to Repair or Calibrate
Keep repairing if the equipment is less than five years old. Fix it if the issue isolates strictly to basic consumable parts. These parts include O-ring seals, specific die sets, or simple fluid flushes. Proceed with repairs if costs represent less than 30% of a new unit's purchase price. Minor electrical faults usually justify a fast, inexpensive repair. Regular preventative maintenance extends the viable lifespan significantly.
When to Replace (End-of-Life Indicators)
Look for severe internal cylinder scoring during inspections. Check for irreversible structural frame warping near the press plates. These defects mean the unit is structurally compromised. You cannot patch a warped frame safely.
Original equipment manufacturer parts become completely obsolete eventually. Sometimes they require impossibly long lead times from overseas suppliers. Waiting weeks for a simple valve cripples production. Additionally, if the machine cannot consistently hold calibration between shifts, it risks serious compliance violations. Upgrading is the only responsible option at this critical stage.
Common Mistake: Rebuilding a scored hydraulic cylinder multiple times. Once the internal walls sustain deep gouges, new seals will shred almost instantly. Replacement is the only durable fix.
Key Evaluation Criteria for Upgrading Your Equipment
If replacement becomes necessary, you must evaluate modern features carefully. This ensures a long-term return on your capital investment. Modern presses offer significant technological advantages over legacy hardware.
Scalability & Capacity
Match the required crimping force to your daily needs. Compare tonnage and maximum opening capacity against current volumes. Factor in your projected future contracts. A heavier press handles multi-spiral hoses effortlessly. Do not under-size your next purchase. Buying slightly more capacity than you currently need prevents future bottlenecks.
Precision & Controller Technology
Evaluate digital controllers thoroughly during the buying process. Programmable controllers easily outperform traditional manual micrometers. They reduce operator error drastically on busy manufacturing floors. They improve repeatability across thousands of production cycles. Operators simply recall saved recipes from the digital memory. This eliminates guesswork entirely.
Safety & Compliance Integration
Look for integrated safety guards around the die area. Demand emergency stop redundancies on the control panel. Seek automated maintenance alerts in the operating software. These features ensure adherence to strict industry standard operating procedures. If you are exploring upgrades, reach out to a trusted partner. You can easily contact us to discuss the ideal solutions for your specific facility needs.
Conclusion
Effective troubleshooting requires a strict diagnostic path. Start from user error and skiving checks. Move systematically to hydraulic and electrical testing. Culminate in a practical financial assessment of the unit's long-term viability. Do not guess when diagnosing high-pressure assembly equipment. Assumptions lead to wasted money and lingering safety risks.
Document your machine's fault codes daily. Calculate your recent downtime costs accurately. Consult an equipment specialist immediately. They will help determine if a maintenance overhaul or a hardware upgrade is the most secure path forward. Actionable data always drives the best maintenance decisions for your facility.
FAQ
Q: How often should a hydraulic hose crimping machine be calibrated?
A: Emphasize regular intervals based on cycle count and QA standards. Typically, perform this monthly for high-volume shops. Support this schedule with daily first-piece inspections. Consistent calibration ensures safe, repeatable assemblies and minimizes material waste.
Q: Why is my crimping machine losing hydraulic pressure during the cycle?
A: Point to bypassing cylinder seals, low hydraulic fluid, or a failing directional valve. These represent the most likely mechanical culprits. Inspect the fluid reservoir and look for external pooling to isolate the specific leak source.
Q: Can a faulty skiving machine cause crimp failures?
A: Yes. Uneven rubber removal prevents the fitting's teeth from biting into the wire braid. This creates a weak point. Operators often mistakenly blame the press for this fundamental preparation failure.
Q: How do I know if my crimper dies need to be replaced?
A: Look for visible galling or flaking chrome on the surfaces. A major indicator is the inability to achieve spec diameters. This happens even when the machine's stroke and pressure are fully verified.
Handanshi Kangmai Hydraulic Equipment Co., Ltd. is located in the east of Wangzhuang,on the Hanlin expressway. Our main products have 9 series and 50 types which contains hose crimping machine, hose cutting machine,hose skiving machine...