Visninger: 0 Forfatter: Nettstedredaktør Publiseringstidspunkt: 2026-07-02 Opprinnelse: nettsted











Nedetid for utstyr i hydrauliske samlebånd påvirker produksjonsplanene direkte. Det forårsaker dyrt materialavfall umiddelbart. Uplanlagte stopp introduserer også alvorlige sikkerhetsansvar for sluttbrukere. Et stanset samlebånd tærer på fortjenestemarginer aggressivt. Å finne den eksakte årsaken til en krympefeil krever intens fokus. Du må skille operatørfeil fra mekanisk degradering nøyaktig. Å bytte deler blindt løser sjelden hovedproblemet. Det tapper bare vedlikeholdsbudsjettet ytterligere.
Denne veiledningen gir en systematisk tilnærming. Vi viser deg hvordan du kan diagnostisere din slangepressemaskin effektivt. Vi dekker løsning av gjenstridige driftsfeil trinn for trinn. Du vil lære praktiske feilsøkingsteknikker for elektriske og hydrauliske systemer. Vi vurderer også når en systemsvikt rettferdiggjør å erstatte hele enheten helt. Handlingsbare data styrer de beste vedlikeholdsbeslutningene. Du kan gjenopprette forutsigbar produktkvalitet ved å følge disse kjerneprinsippene.
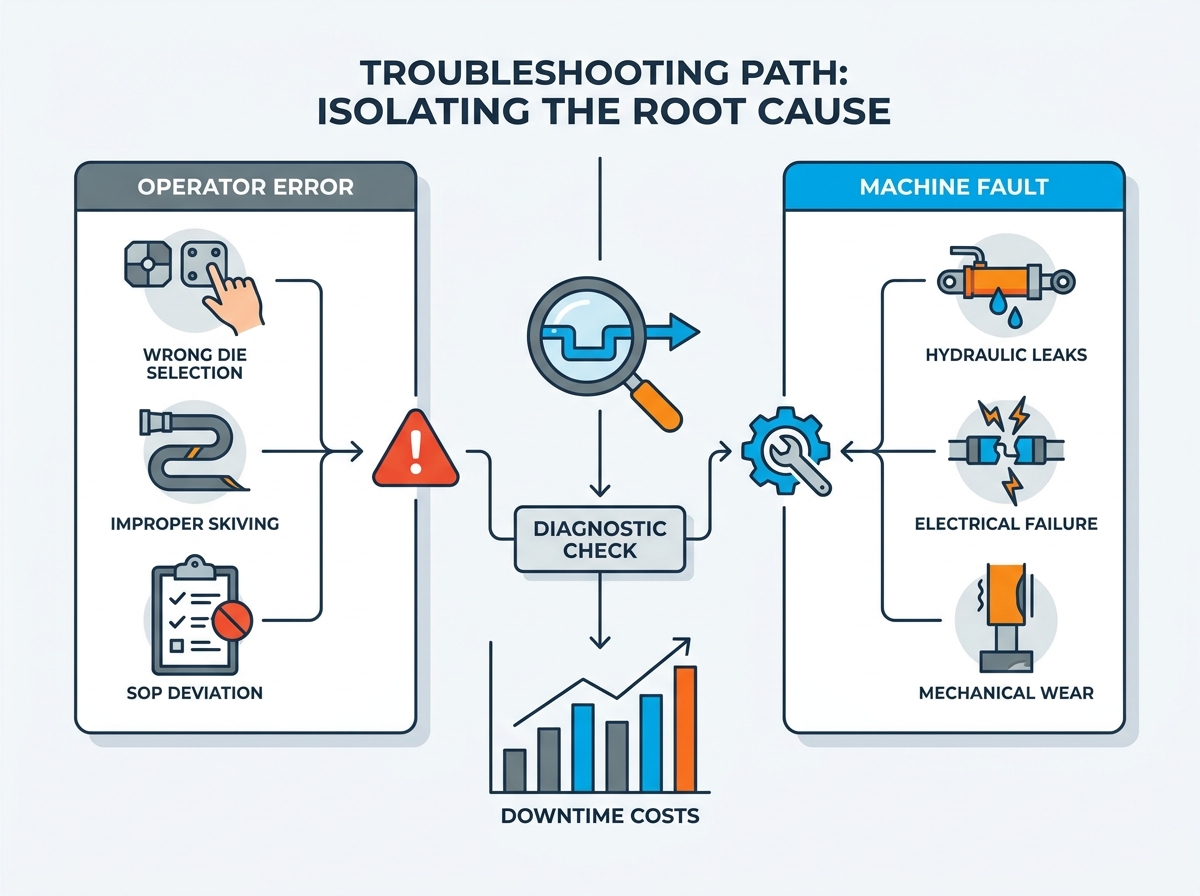
Symptomisolering: Nøyaktig sporing av feil (f.eks. trykkfall, uregelmessige krympninger) til elektrisk, hydraulisk eller mekanisk opprinnelse reduserer diagnosetiden.
Bruker vs. maskin: Mange oppfattede maskinfeil stammer fra feil valg av dyse, hoppede over skråningstrinn eller omgåelser i standard driftsprosedyrer (SOPs).
Risiko og ansvar: Å fortsette å betjene en ukalibrert eller lekker krympemaskin introduserer katastrofale utblåsningsrisikoer i feltet.
Beslutningsramme: Oppgradering blir strengt nødvendig når reparasjonskostnadene overstiger 30 % av en erstatningsenhet eller når foreldede deler kompromitterer samsvar med monteringen.
Uforutsigbar maskinadferd fører til inkonsekvent produktkvalitet. Å etablere en grunnlinje for maskinvarehelse representerer ditt aller første skritt. Du kan ikke fikse det du ikke måler nøyaktig. Maskinvare feiler unikt. Det etterlater vanligvis et spesifikt diagnostisk spor. La oss bryte ned de primære fysiske synderne systematisk.
Slitte dyser forårsaker ofte uregelmessige krympediametre. Master pusher degradering spiller en stor rolle over tid. Noen ganger skaper feilkalibrering av mikrometer eller digital skala avdriften. Verifisering krever absolutt presisjon på butikkgulvet. Du må bruke standard go/no-go målere. Du kan også distribuere kalibrerte digitale kalipere daglig. Mål de endelige krympespesifikasjonene mot nøyaktige produsentens toleranser. Et avvik på bare 0,1 mm kan kompromittere en høytrykkstetning fullstendig.
Beste praksis: Hold et dedikert sett med hovedkalipere i nærheten av arbeidsstasjonen. Bruk kun disse kaliprene for siste QA-kontroller. Ikke bruk dem til grovmålinger andre steder.
Degraderte sylindertetninger forårsaker direkte trykkfall under drift. Forurenset hydraulikkolje skader interne pumpekomponenter alvorlig. Sviktende pumpemotorer begrenser også systemets utgangskapasitet drastisk. Du vil umiddelbart merke tydelige fysiske symptomer. Maskinen mangler kraft til å fullføre en hel syklus. Du kan se synlig væske som samler seg nær bunnplaten. Lytt etter unormale sutrelyder fra pumpehuset.
Vanlig feil: Operatører fyller ofte på lekkende væskereservoarer i stedet for å fikse den ødelagte forseglingen. Dette introduserer luft og skitt inn i det lukkede systemet. Det akselererer pumpesvikt raskt.
Defekte magnetventiler avbryter driftssyklusen uventet. Røste sikringer slår av spesifikke maskinfunksjoner umiddelbart. Kompromitterte ledninger til fotpedaler fører til uberegnelig trykkengasjement. Oppløsning krever grunnleggende elektriske testprotokoller. Bruk et standard multimeter. Testspenningsfall over hele kontrollkretsen systematisk.
Observert symptom |
Primær maskinvareårsak |
Anbefalt diagnostisk handling |
|---|---|---|
Ujevn metalldeformasjon |
Slitte eller feilaktige formsegmenter |
Inspiser matrisene for gnaging; mål med skyvelære. |
Pressen stopper midt i syklusen |
Omgå sylinderpakninger / Lavt trykk |
Sjekk væskenivåene; test hydraulisk pumpeeffekt. |
Fotpedalen reagerer ikke |
Ødelagt ledning / defekt mikrobryter |
Test kretskontinuitet med et multimeter. |
Driftsdiameterspesifikasjoner |
Mikrometer eller digital vekt ute av synkronisering |
Kalibrer på nytt ved å bruke fabrikkstandardparametere. |
Høy medarbeideromsetning etterligner ofte maskinvarefeil perfekt. Mangel på streng overholdelse av standard driftsprosedyrer forårsaker identiske ytelsesfall. Vi må isolere menneskelige feil før vi river industriutstyr. Feildiagnostisering av operatørfeil som mekaniske feil kaster bort enorme mengder tid.
Feilskivede slanger svikter konsekvent under monteringsprosessen. Dette skjer selv om maskinvaren fungerer perfekt. Slanger med underskive hindrer at monteringstennene biter i trådflettingen. Overskivede slanger skader det delikate indre forsterkningslaget. Begge scenariene fører til katastrofale utblåsninger under felttrykk. Teknikere gir ofte pressen skylden for disse grunnleggende forberedelsesfeilene.
Mismatchede dies forårsaker umiddelbare og alvorlige problemer. Bruk av feil dyse for en spesifikk kombinasjon av slange og montering forårsaker metalltretthet. Det forvrenger beslaget fullstendig. Det kan også forårsake alvorlig pressebinding. Operatører griper noen ganger det nærmeste dysesettet i stedet for det riktige. Denne snarveien ødelegger dyre materialer raskt. Kontroller alltid produsentens dysediagram før du trykker.
Kryssreferanser driftssvikt med autoritativ sikkerhetsdokumentasjon. Sjekk retningslinjer fra organisasjoner som NCDOT eller interne QA-avdelinger. Utelukk menneskelige feil før du bestiller reservedeler. Implementer disse daglige kontrollene:
Bekreft at operatøren valgte det eksakte dysesettet som kreves av monteringsskjemaet.
Bekreft at skivelengden samsvarer perfekt med de spesifikke tilpasningskravene.
Sørg for at slangen har bunnen ut inne i metallkoblingen før du presser den.
Sjekk innsettingsdybdemerket visuelt før du starter syklusen.
Se gjennom den daglige kalibreringsloggen for mikrometeret eller den digitale kontrolleren.
Et pålitelig samlebånd krever forutsigbar, jevn oppetid. Null feltfeil fra fabrikkerte slanger representerer de ultimate suksesskriteriene. Hvert stopp blør kapital fra operasjonen. Å forstå disse skjulte kostnadene hjelper til med å rettferdiggjøre riktige vedlikeholdsbudsjetter.
Gjentatt ødeleggelse av dyre høytrykksslanger eroderer fortjenestemarginene dine. Å sløse med førsteklasses beslag under endeløse testsykluser øker raskt. En enkelt ødelagt flerspiralslange koster hundrevis av dollar. Du kan ikke gjenvinne disse bortkastede råvarene. De går rett i skrapbeholderen. Konsekvent kalibrering stopper denne økonomiske blødningen.
Tid brukt på konstant rekalibrering av en sviktende maskin skader den generelle produktiviteten. Det trekker dine dyktige teknikere bort fra inntektsgenererende monteringsoppgaver. De bruker timer på å dreie skiftenøkler i stedet for å sende ferdige produkter. Inaktive operatører som venter på utstyrsreparasjoner tapper lønnsbudsjettene raskt. Effektive maskiner holder arbeidsstyrken i gang.
En visuelt akseptabel slangesammenstilling kan fortsatt svikte dynamisk i felten. Under høy belastning blåser en svak forsegling voldsomt ut. Dette utsetter virksomheten for tungt ansvar. Det risikerer farlige feltulykker for sluttbrukere. Feil konstruksjon ødelegger merkevarens rykte over natten. Kvalitetssikring starter alltid med pålitelig utstyr.
Beste praksis: Merk og isoler enhver maskin som produserer produkter som ikke er spesifisert umiddelbart. La aldri operatører omgå en sviktende presse for å oppfylle en produksjonskvote. Ansvarsrisikoen oppveier alltid gevinsten på kort sikt.
Å bestemme om en aldrende maskin skal overhales krever nøye logikk. Du må investere i ny teknologi når det gir praktisk mening. Vi baserer dette rammeverket strengt på alder, komponentslitasje og sikkerhetsoverholdelse. Riktig samtale forhindrer endeløse reparasjonssløyfer.
Fortsett å reparere hvis utstyret er mindre enn fem år gammelt. Løs det hvis problemet kun er isolert til grunnleggende forbruksdeler. Disse delene inkluderer O-ringtetninger, spesifikke dysesett eller enkle væskespylinger. Fortsett med reparasjoner hvis kostnadene utgjør mindre enn 30 % av en ny enhets kjøpesum. Mindre elektriske feil rettferdiggjør vanligvis en rask og rimelig reparasjon. Regelmessig forebyggende vedlikehold forlenger den levedyktige levetiden betraktelig.
Se etter alvorlig innvendig sylinderskåring under inspeksjoner. Sjekk for irreversibel strukturell rammeforvrengning nær pressplatene. Disse defektene betyr at enheten er strukturelt kompromittert. Du kan ikke lappe en skjev ramme trygt.
Originale deler fra produsenten av utstyr blir helt foreldet etter hvert. Noen ganger krever de utrolig lange ledetider fra utenlandske leverandører. Å vente uker på en enkel ventil lammer produksjonen. I tillegg, hvis maskinen ikke konsekvent kan holde kalibrering mellom skiftene, risikerer den alvorlige brudd på samsvar. Oppgradering er det eneste ansvarlige alternativet på dette kritiske stadiet.
Vanlig feil: Gjenoppbygging av en hydraulisk sylinder flere ganger. Så snart de indre veggene holder dype huler, vil nye tetninger rives nesten umiddelbart. Utskifting er den eneste holdbare løsningen.
Hvis utskifting blir nødvendig, må du vurdere moderne funksjoner nøye. Dette sikrer en langsiktig avkastning på din kapitalinvestering. Moderne presser tilbyr betydelige teknologiske fordeler i forhold til eldre maskinvare.
Tilpass den nødvendige krympekraften til dine daglige behov. Sammenlign tonnasje og maksimal åpningskapasitet med gjeldende volumer. Ta hensyn til dine anslåtte fremtidige kontrakter. En tyngre presse håndterer multispiralslanger uten problemer. Ikke underdimensjoner ditt neste kjøp. Å kjøpe litt mer kapasitet enn du trenger for øyeblikket forhindrer fremtidige flaskehalser.
Evaluer digitale kontrollere grundig under kjøpsprosessen. Programmerbare kontrollere utkonkurrerer enkelt tradisjonelle manuelle mikrometre. De reduserer operatørfeil drastisk på travle produksjonsgulv. De forbedrer repeterbarheten over tusenvis av produksjonssykluser. Operatører husker ganske enkelt lagrede oppskrifter fra det digitale minnet. Dette eliminerer gjetting fullstendig.
Se etter integrerte sikkerhetsvern rundt formområdet. Krev nødstoppredundanser på kontrollpanelet. Søk etter automatiserte vedlikeholdsvarsler i operativsystemet. Disse funksjonene sikrer overholdelse av strenge bransjestandarder for driftsprosedyrer. Hvis du utforsker oppgraderinger, ta kontakt med en pålitelig partner. Du kan enkelt kontakt oss for å diskutere de ideelle løsningene for dine spesifikke anleggsbehov.
Effektiv feilsøking krever en streng diagnostisk vei. Start fra brukerfeil og skivekontroller. Gå systematisk til hydraulisk og elektrisk testing. Kulminere i en praktisk økonomisk vurdering av enhetens langsiktige levedyktighet. Ikke gjett når du diagnostiserer høytrykksmonteringsutstyr. Forutsetninger fører til bortkastede penger og langvarige sikkerhetsrisikoer.
Dokumenter maskinens feilkoder daglig. Beregn de siste nedetidskostnadene dine nøyaktig. Rådfør deg med en utstyrsspesialist umiddelbart. De vil hjelpe med å avgjøre om en vedlikeholdsoverhaling eller en maskinvareoppgradering er den sikreste veien videre. Handlingsbare data styrer alltid de beste vedlikeholdsbeslutningene for anlegget ditt.
A: Legg vekt på regelmessige intervaller basert på syklustelling og QA-standarder. Vanligvis utfører du dette månedlig for butikker med stort volum. Støtt denne planen med daglige inspeksjoner. Konsekvent kalibrering sikrer trygge, repeterbare sammenstillinger og minimerer materialavfall.
A: Pek på forbipasserende sylindertetninger, lite hydraulikkvæske eller en sviktende retningsventil. Disse representerer de mest sannsynlige mekaniske synderne. Inspiser væskereservoaret og se etter ekstern pooling for å isolere den spesifikke lekkasjekilden.
A: Ja. Ujevn gummifjerning forhindrer at beslagets tenner biter seg fast i trådflettingen. Dette skaper et svakt punkt. Operatører gir ofte feilaktig pressen skylden for denne grunnleggende forberedelsessvikten.
A: Se etter synlig skurrende eller flakkende krom på overflatene. En viktig indikator er manglende evne til å oppnå spesifikasjonsdiametre. Dette skjer selv når maskinens slag og trykk er fullstendig verifisert.



