Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2026-07-02 Ursprung: Plats











Driftstopp för utrustning i hydrauliska monteringslinjer påverkar direkt produktionsscheman. Det orsakar dyrt materialavfall direkt. Oplanerade stopp innebär också allvarliga säkerhetsansvar för slutanvändare. Ett avstannat löpande band tär aggressivt på vinstmarginalerna. Att hitta den exakta orsaken till ett krympningsfel kräver intensivt fokus. Du måste separera operatörsfel från mekanisk degradering noggrant. Att byta ut delar i blindo löser sällan rotproblemet. Det dränerar bara din underhållsbudget ytterligare.
Denna guide ger ett systematiskt tillvägagångssätt. Vi visar dig hur du diagnostiserar din slangpressningsmaskin effektivt. Vi täcker steg för steg att lösa envisa driftfel. Du får lära dig praktiska felsökningstekniker för elektriska och hydrauliska system. Vi utvärderar också när ett systemfel motiverar att hela enheten byts ut helt. Handlingsbara data driver de bästa underhållsbesluten. Du kan återställa förutsägbar produktkvalitet genom att följa dessa kärnprinciper.
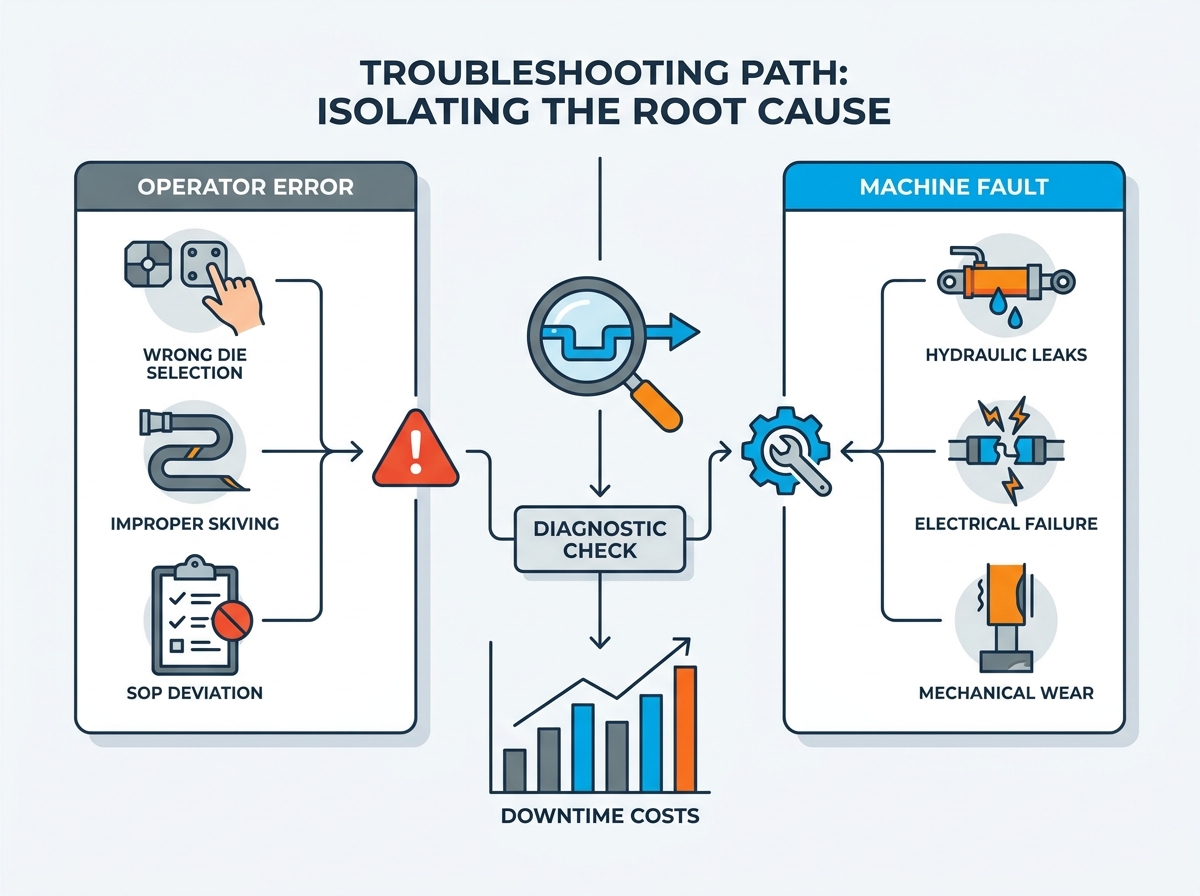
Symptomisolering: Att noggrant spåra fel (t.ex. tryckfall, oregelbundna krympningar) till elektriska, hydrauliska eller mekaniska ursprung minskar diagnostiden.
Användare vs. maskin: Många upplevda maskinfel beror på felaktigt val av formverktyg, överhoppade skalningssteg eller förbikopplingar i standarddriftsprocedurer (SOP).
Risk och ansvar: Att fortsätta använda en okalibrerad eller läckande crimper introducerar katastrofala utblåsningsrisker i fältet.
Beslutsram: Uppgradering blir absolut nödvändig när reparationskostnaderna överstiger 30 % av en ersättningsenhet eller när föråldrade delar äventyrar monteringsöverensstämmelse.
Oförutsägbart maskinbeteende leder till inkonsekvent produktkvalitet. Att etablera en baslinje för hårdvaruhälsa representerar ditt allra första steg. Du kan inte fixa det du inte mäter korrekt. Hårdvaran misslyckas unikt. Det lämnar vanligtvis ett specifikt diagnostiskt spår efter sig. Låt oss bryta ner de primära fysiska bovarna systematiskt.
Slitna stansar orsakar ofta oregelbundna krympningsdiametrar. Master pusher degradering spelar en stor roll över tid. Ibland skapar mikrometer eller digital skala felkalibrering avdriften. Verifiering kräver absolut precision på verkstadsgolvet. Du måste använda standard go/no-go mätare. Du kan också distribuera kalibrerade digitala bromsok dagligen. Mät de slutliga krympningsspecifikationerna mot tillverkarens exakta toleranser. En avvikelse på bara 0,1 mm kan äventyra en högtryckstätning helt.
Bästa tillvägagångssätt: Håll en dedikerad uppsättning huvudok nära arbetsstationen. Använd endast dessa bromsok för slutliga QA-kontroller. Använd dem inte för grova mätningar någon annanstans.
Försämrade cylindertätningar orsakar direkt tryckfall under drift. Förorenad hydraulolja skadar interna pumpkomponenter allvarligt. Felaktiga pumpmotorer begränsar också systemets uteffekt drastiskt. Du kommer att märka tydliga fysiska symtom omedelbart. Maskinen saknar kraft för att slutföra en hel cykel. Du kan se synlig vätska samlas nära basplattan. Lyssna efter onormala gnällljud från pumphuset.
Vanligt misstag: Operatörer fyller ofta på läckande vätskebehållare istället för att fixa den trasiga tätningen. Detta för in luft och smuts i det slutna systemet. Det påskyndar pumpfel snabbt.
Felaktiga magnetventiler avbryter driftcykeln oväntat. Trasiga säkringar stänger av specifika maskinfunktioner omedelbart. Kompromissad fotpedalledning leder till oregelbundet tryckingrepp. Upplösning kräver grundläggande elektriska testprotokoll. Använd en vanlig multimeter. Testspänningen faller systematiskt över hela styrkretsen.
Observerat symtom |
Primär maskinvaruorsak |
Rekommenderad diagnostisk åtgärd |
|---|---|---|
Ojämn metalldeformation |
Slitna eller felaktiga formsegment |
Inspektera stansar för att se om det kliar; mäta med bromsok. |
Pressen stannar mitt i cykeln |
Förbikoppling av cylindertätningar / Lågt tryck |
Kontrollera vätskenivåerna; testa hydraulpumpens effekt. |
Fotpedal svarar inte |
Trasig ledning / defekt mikrobrytare |
Testa kretsens kontinuitet med en multimeter. |
Specifikationer för drivande diameter |
Mikrometer eller digital våg ur synk |
Kalibrera om med fabriksparametrar. |
Hög personalomsättning efterliknar ofta maskinvarufel perfekt. Brist på strikt efterlevnad av standarddriftsprocedurer orsakar identiska prestandasänkningar. Vi måste isolera mänskliga fel innan vi river industriutrustning. Att feldiagnostisera operatörens misstag som mekaniska fel slösar enorma mängder tid.
Felaktigt avskalade slangar misslyckas konsekvent under monteringsprocessen. Detta händer även om hårdvaran fungerar perfekt. Under-skivade slangar förhindrar att passande tänder biter i trådflätan. Överslipade slangar skadar det känsliga inre förstärkningsskiktet. Båda scenarierna leder till katastrofala utblåsningar under fälttryck. Tekniker skyller ofta pressen för dessa grundläggande förberedelsefel.
Felöverensstämmande matris orsakar omedelbara och allvarliga problem. Att använda fel stans för en specifik kombination av slang och koppling orsakar metalltrötthet. Det förvränger beslaget helt. Det kan också orsaka kraftig pressbindning. Operatörer tar ibland tag i den närmaste formsatsen istället för den korrekta. Denna genväg förstör dyra material snabbt. Kontrollera alltid tillverkarens formdiagram innan du trycker.
Korsreferens driftfel med auktoritativ säkerhetsdokumentation. Kontrollera riktlinjer från organisationer som NCDOT eller interna QA-avdelningar. Uteslut mänskliga fel innan du beställer reservdelar. Genomför dessa dagliga kontroller:
Verifiera att operatören har valt den exakta formsatsen som krävs enligt monteringsschemat.
Kontrollera att skivlängden matchar de specifika monteringskraven perfekt.
Se till att slangen bottnar inuti metallkopplingen innan du trycker.
Kontrollera insticksdjupsmärket visuellt innan cykeln påbörjas.
Granska den dagliga kalibreringsloggen för mikrometern eller den digitala styrenheten.
En pålitlig monteringslinje kräver förutsägbar, stabil drifttid. Noll fältfel från tillverkade slangar representerar det ultimata framgångskriteriet. Varje stopp blöder kapital från operationen. Att förstå dessa dolda kostnader hjälper till att motivera korrekta underhållsbudgetar.
Att upprepade gånger förstöra dyra högtrycksslangar urholkar dina vinstmarginaler. Att slösa förstklassiga beslag under oändliga testcykler går snabbt ihop. En enda trasig multispiralslang kostar hundratals dollar. Du kan inte återvinna dessa bortkastade råvaror. De går rakt ner i skrotkärlet. Konsekvent kalibrering stoppar denna ekonomiska blödning.
Tid som ägnas åt att ständigt kalibrera om en havererad maskin skadar den totala produktiviteten. Det drar dina skickliga tekniker bort från intäktsgenererande monteringsuppgifter. De lägger timmar på att vända nycklar istället för att skicka färdiga produkter. Inaktiva operatörer som väntar på reparationer av utrustning dränerar lönebudgetarna snabbt. Effektiva maskiner håller arbetsstyrkan framåt.
En visuellt acceptabel slangmontering kan fortfarande misslyckas dynamiskt i fält. Under hög belastning blåser en svag tätning våldsamt ut. Detta utsätter verksamheten för ett stort ansvar. Det riskerar farliga fältolyckor för slutanvändare. Felaktig konstruktion förstör ditt varumärkes rykte över en natt. Kvalitetssäkring börjar alltid med pålitlig utrustning.
Bästa tillvägagångssätt: Tagga och isolera alla maskiner som producerar produkter som inte är specifika för specifikationerna omedelbart. Låt aldrig operatörer gå förbi en sviktande press för att uppfylla en produktionskvot. Ansvarsrisken uppväger alltid den kortsiktiga schemavinsten.
Att bestämma om man ska se över en åldrande maskin kräver noggrann logik. Du måste investera i ny teknik när det är praktiskt vettigt. Vi baserar detta ramverk strikt på ålder, komponentslitage och säkerhetsöverensstämmelse. Att göra rätt samtal förhindrar oändliga reparationsslingor.
Fortsätt reparera om utrustningen är mindre än fem år gammal. Åtgärda det om problemet är strikt isolerat till grundläggande förbrukningsdelar. Dessa delar inkluderar O-ringstätningar, specifika formsatser eller enkla vätskespolningar. Fortsätt med reparationer om kostnaderna motsvarar mindre än 30 % av en ny enhets inköpspris. Mindre elektriska fel motiverar vanligtvis en snabb och billig reparation. Regelbundet förebyggande underhåll förlänger livslängden avsevärt.
Leta efter allvarliga inre cylinderrepor under inspektioner. Kontrollera om det finns en irreversibel strukturell ramskevning nära pressplattorna. Dessa defekter innebär att enheten är strukturellt äventyrad. Du kan inte lappa en skev ram på ett säkert sätt.
Tillverkarens originaldelar blir helt föråldrade så småningom. Ibland kräver de omöjligt långa ledtider från utländska leverantörer. Att vänta veckor på en enkel ventil förlamar produktionen. Dessutom, om maskinen inte konsekvent kan hålla kalibrering mellan skift, riskerar den allvarliga överträdelser av efterlevnad. Uppgradering är det enda ansvarsfulla alternativet i detta kritiska skede.
Vanligt misstag: Att bygga om en hydraulcylinder med poäng flera gånger. När de inre väggarna har djupa skåror kommer nya tätningar att rivas nästan omedelbart. Byte är den enda hållbara lösningen.
Om utbyte blir nödvändigt måste du utvärdera moderna funktioner noggrant. Detta säkerställer en långsiktig avkastning på din kapitalinvestering. Moderna pressar erbjuder betydande tekniska fördelar jämfört med äldre hårdvara.
Matcha den erforderliga presskraften till dina dagliga behov. Jämför tonnage och maximal öppningskapacitet mot nuvarande volymer. Ta hänsyn till dina planerade framtida kontrakt. En tyngre press hanterar multispiralslangar utan ansträngning. Underdimensionera inte ditt nästa köp. Att köpa lite mer kapacitet än vad du behöver för närvarande förhindrar framtida flaskhalsar.
Utvärdera digitala kontroller noggrant under köpprocessen. Programmerbara kontroller överträffar lätt traditionella manuella mikrometrar. De minskar operatörsfel drastiskt på upptagna tillverkningsgolv. De förbättrar repeterbarheten över tusentals produktionscykler. Operatörer hämtar helt enkelt sparade recept från det digitala minnet. Detta eliminerar gissningar helt.
Leta efter integrerade säkerhetsskydd runt formområdet. Kräv nödstoppsuppsägningar på kontrollpanelen. Sök efter automatiska underhållsvarningar i operativsystemet. Dessa funktioner säkerställer att strikta industristandarder följs. Om du utforskar uppgraderingar, kontakta en pålitlig partner. Du kan enkelt kontakta oss för att diskutera de idealiska lösningarna för dina specifika anläggningsbehov.
Effektiv felsökning kräver en strikt diagnostisk väg. Börja från användarfel och skivningskontroller. Gå systematiskt till hydraulisk och elektrisk testning. Utmynna i en praktisk ekonomisk bedömning av enhetens långsiktiga bärkraft. Gissa inte när du diagnostiserar högtrycksmonteringsutrustning. Antaganden leder till bortkastade pengar och kvardröjande säkerhetsrisker.
Dokumentera din maskins felkoder dagligen. Beräkna dina senaste stilleståndskostnader exakt. Kontakta omedelbart en utrustningsspecialist. De kommer att hjälpa till att avgöra om en underhållsöversyn eller en hårdvaruuppgradering är den säkraste vägen framåt. Handlingsbara data leder alltid till de bästa underhållsbesluten för din anläggning.
S: Betona regelbundna intervall baserat på cykler och QA-standarder. Vanligtvis utför detta varje månad för butiker med stora volymer. Stöd detta schema med dagliga första inspektioner. Konsekvent kalibrering säkerställer säkra, repeterbara sammansättningar och minimerar materialspill.
S: Peka på förbigående cylindertätningar, låg hydraulvätska eller en felaktig riktningsventil. Dessa representerar de mest troliga mekaniska bovarna. Inspektera vätskebehållaren och leta efter extern pool för att isolera den specifika läckagekällan.
A: Ja. Ojämn borttagning av gummi förhindrar att beslagets tänder biter i trådflätan. Detta skapar en svag punkt. Operatörer skyller ofta av misstag pressen för detta grundläggande förberedelsemisslyckande.
S: Leta efter synligt skakande eller flagnande krom på ytorna. En viktig indikator är oförmågan att uppnå specifika diametrar. Detta händer även när maskinens slaglängd och tryck är fullt verifierade.



