Visualizações: 0 Autor: Editor do site Horário de publicação: 02/07/2026 Origem: Site











A paralisação de equipamentos em linhas de montagem hidráulicas impacta diretamente os cronogramas de produção. Causa desperdício de material caro instantaneamente. As paragens não planeadas também introduzem graves responsabilidades de segurança para os utilizadores finais. Uma linha de montagem paralisada prejudica agressivamente as margens de lucro. Identificar a causa exata de uma falha de crimpagem requer foco intenso. Você deve separar com precisão o erro do operador da degradação mecânica. Substituir peças às cegas raramente resolve o problema raiz. Isso apenas esgota ainda mais seu orçamento de manutenção.
Este guia fornece uma abordagem sistemática. Mostramos como diagnosticar seu máquina de crimpagem de mangueira com eficiência. Cobrimos a resolução de falhas operacionais persistentes passo a passo. Você aprenderá técnicas práticas de solução de problemas para sistemas elétricos e hidráulicos. Também avaliamos quando uma falha sistêmica justifica a substituição completa da unidade. Dados acionáveis orientam as melhores decisões de manutenção. Você pode restaurar a qualidade previsível do produto seguindo estes princípios básicos.
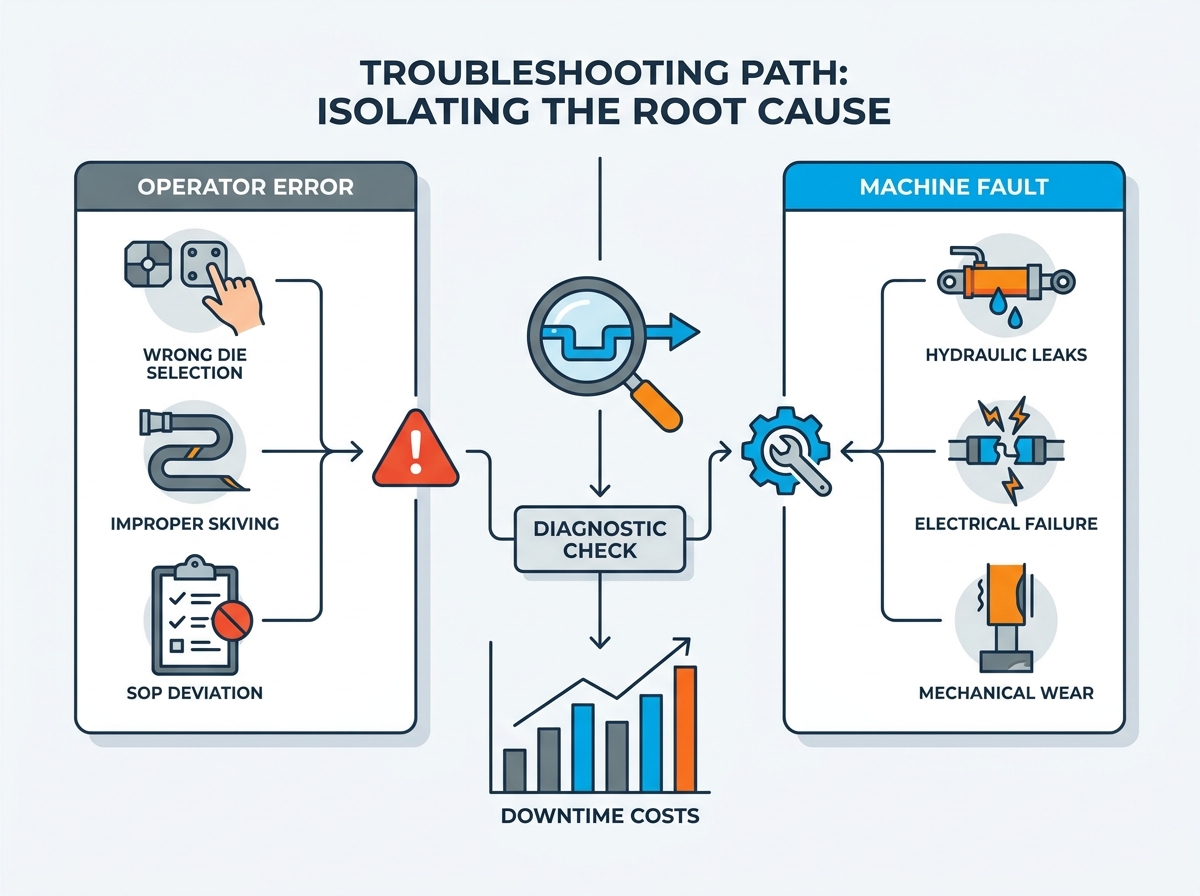
Isolamento de sintomas: Rastrear com precisão as falhas (por exemplo, quedas de pressão, crimpagens irregulares) de origem elétrica, hidráulica ou mecânica reduz o tempo de diagnóstico.
Usuário x Máquina: Muitas falhas percebidas na máquina resultam de seleção inadequada da matriz, etapas de desbaste ignoradas ou desvios nos procedimentos operacionais padrão (SOPs).
Risco e responsabilidade: Continuar a operar um crimper descalibrado ou com vazamento introduz riscos catastróficos de explosão no campo.
Estrutura de decisão: A atualização torna-se estritamente necessária quando os custos de reparo excedem 30% de uma unidade de substituição ou quando peças obsoletas comprometem a conformidade da montagem.
O comportamento imprevisível da máquina leva à qualidade inconsistente do produto. Estabelecer uma linha de base da integridade do hardware representa o primeiro passo. Você não pode consertar o que não mede com precisão. O hardware falha exclusivamente. Geralmente deixa um rastro de diagnóstico específico. Vamos analisar sistematicamente os principais culpados físicos.
Matrizes gastas geralmente causam diâmetros de crimpagem irregulares. A degradação do empurrador mestre desempenha um papel importante ao longo do tempo. Às vezes, a calibração incorreta do micrômetro ou da escala digital cria o desvio. A verificação requer precisão absoluta no chão de fábrica. Você deve usar medidores padrão de passagem/não passagem. Você também pode implantar calibradores digitais calibrados diariamente. Meça as especificações finais de crimpagem em relação às tolerâncias exatas do fabricante. Um desvio de apenas 0,1 mm pode comprometer completamente uma vedação de alta pressão.
Melhor Prática: Mantenha um conjunto dedicado de calibradores mestres próximo à estação de trabalho. Use esses calibradores apenas para verificações finais de controle de qualidade. Não os use para medições aproximadas em outros lugares.
Vedações de cilindro degradadas causam diretamente quedas de pressão durante a operação. O óleo hidráulico contaminado danifica gravemente os componentes internos da bomba. A falha dos motores da bomba também limita drasticamente a capacidade de saída do sistema. Você notará sintomas físicos distintos imediatamente. A máquina não tem energia para completar um ciclo completo. Você poderá ver acúmulo de fluido visível perto da placa de base. Ouça ruídos anormais vindos da carcaça da bomba.
Erro comum: Os operadores muitas vezes completam os reservatórios de fluido com vazamento em vez de consertar a vedação quebrada. Isto introduz ar e sujeira no sistema fechado. Acelera rapidamente a falha da bomba.
Válvulas solenóides defeituosas interrompem o ciclo operacional inesperadamente. Fusíveis queimados desligam funções específicas da máquina imediatamente. A fiação do pedal comprometida leva ao acionamento errático da pressão. A resolução requer protocolos básicos de testes elétricos. Use um multímetro padrão. Teste a queda de tensão em todo o circuito de controle sistematicamente.
Sintoma observado |
Causa primária de hardware |
Ação de diagnóstico recomendada |
|---|---|---|
Deformação irregular do metal |
Segmentos de matriz gastos ou incompatíveis |
Inspecione as matrizes quanto a escoriações; medir com paquímetros. |
A imprensa para no meio do ciclo |
Ignorando as vedações do cilindro / Baixa pressão |
Verifique os níveis de fluido; testar a saída da bomba hidráulica. |
Pedal sem resposta |
Fiação quebrada / Microinterruptor com defeito |
Teste a continuidade do circuito com um multímetro. |
Especificações de diâmetro de deriva |
Micrômetro ou balança digital fora de sincronia |
Recalibre usando os parâmetros de linha de base de fábrica. |
A alta rotatividade de funcionários muitas vezes imita perfeitamente falhas de hardware. A falta de adesão estrita aos procedimentos operacionais padrão causa quedas de desempenho idênticas. Devemos isolar o erro humano antes de demolir equipamentos industriais. Diagnosticar erroneamente os erros do operador como falhas mecânicas desperdiça muito tempo.
Mangueiras desbastadas incorretamente falham consistentemente durante o processo de montagem. Isso acontece mesmo que o hardware funcione perfeitamente. Mangueiras com corte insuficiente evitam que os dentes da conexão mordam a trança de arame. Mangueiras excessivamente desbastadas danificam a delicada camada de reforço interna. Ambos os cenários levam a explosões catastróficas sob pressão de campo. Os técnicos muitas vezes culpam a imprensa por estes erros fundamentais de preparação.
Matrizes incompatíveis causam problemas imediatos e graves. Usar a matriz errada para uma combinação específica de mangueira e conexão causa fadiga do metal. Isso distorce totalmente o encaixe. Também pode causar emperramento severo na imprensa. Às vezes, os operadores pegam o conjunto de dados mais próximo em vez do correto. Este atalho destrói materiais caros rapidamente. Sempre verifique a tabela de matrizes do fabricante antes de pressionar.
Faça referência cruzada de falhas operacionais com documentação de segurança confiável. Verifique as diretrizes de organizações como NCDOT ou departamentos internos de controle de qualidade. Exclua o erro humano antes de solicitar peças de reposição. Implemente estas verificações diárias:
Verifique se o operador selecionou o conjunto exato de matrizes exigido pela tabela de montagem.
Confirme se o comprimento do desbaste corresponde perfeitamente aos requisitos específicos de montagem.
Certifique-se de que a mangueira esteja no fundo da conexão de metal antes de pressionar.
Verifique visualmente a marca de profundidade de inserção antes de iniciar o ciclo.
Revise o registro diário de calibração do micrômetro ou controlador digital.
Uma linha de montagem confiável requer um tempo de atividade previsível e constante. Zero falhas de campo em mangueiras fabricadas representam o critério final de sucesso. Cada paralisação drena capital da operação. Compreender estes custos ocultos ajuda a justificar orçamentos de manutenção adequados.
A destruição repetida de mangueiras caras de alta pressão prejudica suas margens de lucro. O desperdício de acessórios premium durante intermináveis ciclos de testes aumenta rapidamente. Um único conjunto de mangueira multi-espiral com defeito custa centenas de dólares. Você não pode recuperar essas matérias-primas desperdiçadas. Eles vão direto para a lixeira. A calibração consistente interrompe esse sangramento financeiro.
O tempo gasto na recalibração constante de uma máquina com defeito prejudica a produtividade geral. Isso afasta seus técnicos qualificados das tarefas de montagem geradoras de receita. Eles passam horas girando chaves em vez de enviar produtos acabados. Operadores ociosos aguardando reparos nos equipamentos esgotam rapidamente os orçamentos da folha de pagamento. Maquinário eficiente mantém a força de trabalho avançando.
Um conjunto de mangueira visualmente aceitável ainda pode falhar dinamicamente no campo. Sob carga elevada, uma vedação fraca explode violentamente. Isso expõe a empresa a pesadas responsabilidades. Corre o risco de acidentes de campo perigosos para os utilizadores finais. Uma construção defeituosa arruína a reputação da sua marca da noite para o dia. A garantia de qualidade sempre começa com equipamentos confiáveis.
Melhores Práticas: Identifique e isole imediatamente qualquer máquina que produza produtos fora das especificações. Nunca deixe que os operadores contornem uma impressora com defeito para cumprir uma cota de produção. O risco de responsabilidade sempre supera o ganho de cronograma de curto prazo.
Decidir se deve-se reformar uma máquina antiga requer uma lógica cuidadosa. Você deve investir em novas tecnologias quando isso fizer sentido prático. Baseamos esta estrutura estritamente na idade, desgaste dos componentes e conformidade com a segurança. Fazer a chamada certa evita ciclos intermináveis de reparo.
Continue reparando se o equipamento tiver menos de cinco anos. Corrija-o se o problema se limitar estritamente a peças consumíveis básicas. Essas peças incluem anéis de vedação, conjuntos de matrizes específicos ou descargas de fluido simples. Prossiga com os reparos se os custos representarem menos de 30% do preço de compra de uma nova unidade. Pequenas falhas elétricas geralmente justificam um reparo rápido e barato. A manutenção preventiva regular prolonga significativamente a vida útil viável.
Procure por pontuações internas severas no cilindro durante as inspeções. Verifique se há empenamentos estruturais irreversíveis perto das placas de prensagem. Esses defeitos significam que a unidade está estruturalmente comprometida. Você não pode corrigir um quadro distorcido com segurança.
As peças originais do fabricante do equipamento eventualmente tornam-se completamente obsoletas. Às vezes, eles exigem prazos de entrega impossivelmente longos de fornecedores estrangeiros. Esperar semanas por uma simples válvula prejudica a produção. Além disso, se a máquina não conseguir manter a calibração de forma consistente entre os turnos, corre o risco de graves violações de conformidade. A atualização é a única opção responsável nesta fase crítica.
Erro comum: Reconstruir um cilindro hidráulico marcado várias vezes. Uma vez que as paredes internas apresentem sulcos profundos, novas vedações serão destruídas quase instantaneamente. A substituição é a única solução durável.
Se a substituição for necessária, você deverá avaliar cuidadosamente os recursos modernos. Isso garante um retorno de longo prazo do seu investimento de capital. As impressoras modernas oferecem vantagens tecnológicas significativas em relação ao hardware legado.
Combine a força de crimpagem necessária com suas necessidades diárias. Compare a tonelagem e a capacidade máxima de abertura com os volumes atuais. Considere seus contratos futuros projetados. Uma prensa mais pesada lida com mangueiras multiespirais sem esforço. Não subdimensione sua próxima compra. Comprar um pouco mais de capacidade do que você precisa atualmente evita gargalos futuros.
Avalie cuidadosamente os controladores digitais durante o processo de compra. Os controladores programáveis superam facilmente os micrômetros manuais tradicionais. Eles reduzem drasticamente o erro do operador em áreas de produção movimentadas. Eles melhoram a repetibilidade em milhares de ciclos de produção. Os operadores simplesmente recuperam as receitas salvas da memória digital. Isso elimina totalmente as suposições.
Procure proteções de segurança integradas ao redor da área da matriz. Exija redundâncias de parada de emergência no painel de controle. Procure alertas de manutenção automatizados no software operacional. Esses recursos garantem a adesão aos rigorosos procedimentos operacionais padrão da indústria. Se você estiver explorando atualizações, entre em contato com um parceiro confiável. Você pode facilmente entre em contato conosco para discutir as soluções ideais para as necessidades específicas de suas instalações.
A solução de problemas eficaz requer um caminho de diagnóstico rigoroso. Comece com erros do usuário e ignorando verificações. Passe sistematicamente para testes hidráulicos e elétricos. Culminar numa avaliação financeira prática da viabilidade da unidade a longo prazo. Não adivinhe ao diagnosticar equipamentos de montagem de alta pressão. As suposições levam ao desperdício de dinheiro e a riscos de segurança persistentes.
Documente os códigos de falha da sua máquina diariamente. Calcule com precisão os custos recentes de tempo de inatividade. Consulte imediatamente um especialista em equipamentos. Eles ajudarão a determinar se uma revisão de manutenção ou uma atualização de hardware é o caminho mais seguro a seguir. Dados acionáveis sempre orientam as melhores decisões de manutenção para suas instalações.
R: Enfatize intervalos regulares com base na contagem de ciclos e nos padrões de controle de qualidade. Normalmente, faça isso mensalmente para lojas de alto volume. Apoie esse cronograma com inspeções diárias da primeira peça. A calibração consistente garante montagens seguras e repetíveis e minimiza o desperdício de material.
A: Aponte para desvio das vedações do cilindro, baixo nível de fluido hidráulico ou falha na válvula direcional. Estes representam os culpados mecânicos mais prováveis. Inspecione o reservatório de fluido e procure por acúmulos externos para isolar a fonte específica do vazamento.
R: Sim. A remoção irregular da borracha evita que os dentes da conexão mordam a trança de arame. Isso cria um ponto fraco. Os operadores muitas vezes culpam erroneamente a imprensa por esta falha fundamental na preparação.
R: Procure por escoriações visíveis ou escamas de cromo nas superfícies. Um indicador importante é a incapacidade de atingir diâmetros específicos. Isto acontece mesmo quando o curso e a pressão da máquina são totalmente verificados.



