Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-07-02 Origen: Sitio











El tiempo de inactividad de los equipos en las líneas de montaje hidráulico afecta directamente los programas de producción. Provoca instantáneamente un costoso desperdicio de material. Las paradas no planificadas también introducen graves responsabilidades de seguridad para los usuarios finales. Una línea de montaje estancada reduce agresivamente los márgenes de beneficio. Identificar la causa exacta de una falla en el engarzado requiere una concentración intensa. Debe separar con precisión el error del operador de la degradación mecánica. Reemplazar piezas a ciegas rara vez resuelve el problema de raíz. Sólo agota aún más su presupuesto de mantenimiento.
Esta guía proporciona un enfoque sistemático. Te mostramos cómo diagnosticar tu Máquina prensadora de mangueras de manera eficiente. Cubrimos la resolución de fallos operativos difíciles paso a paso. Aprenderá técnicas prácticas de resolución de problemas para sistemas eléctricos e hidráulicos. También evaluamos cuándo una falla sistémica justifica el reemplazo completo de toda la unidad. Los datos procesables impulsan las mejores decisiones de mantenimiento. Puede restaurar la calidad predecible del producto siguiendo estos principios básicos.
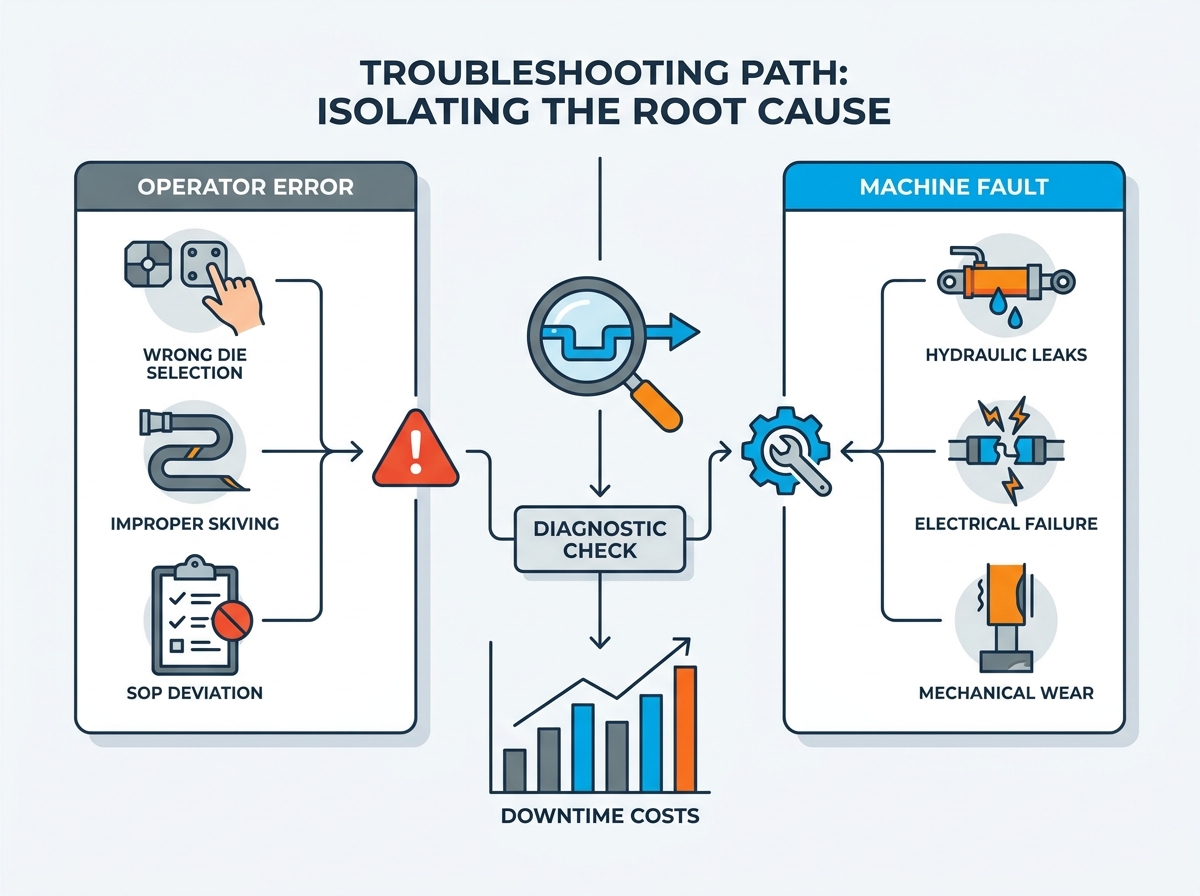
Aislamiento de síntomas: el seguimiento preciso de las fallas (p. ej., caídas de presión, engarces irregulares) hasta sus orígenes eléctricos, hidráulicos o mecánicos reduce el tiempo de diagnóstico.
Usuario versus máquina: muchas fallas percibidas en la máquina se deben a una selección inadecuada del troquel, omisión de pasos de corte o omisiones en los procedimientos operativos estándar (SOP).
Riesgo y responsabilidad: Continuar operando una engarzadora no calibrada o con fugas introduce riesgos de explosión catastrófica en el campo.
Marco de decisión: La actualización se vuelve estrictamente necesaria cuando los costos de reparación superan el 30% de una unidad de reemplazo o cuando las piezas obsoletas comprometen el cumplimiento del ensamblaje.
El comportamiento impredecible de la máquina conduce a una calidad del producto inconsistente. Establecer una base de referencia del estado del hardware representa el primer paso. No se puede arreglar lo que no se mide con precisión. El hardware falla de forma única. Por lo general, deja un rastro de diagnóstico específico. Analicemos sistemáticamente a los principales culpables físicos.
Las matrices desgastadas a menudo causan diámetros de engarce irregulares. La degradación del empujador maestro juega un papel importante con el tiempo. A veces, la mala calibración del micrómetro o de la báscula digital crea la desviación. La verificación requiere absoluta precisión en el taller. Debe utilizar medidores estándar pasa/no pasa. También puede implementar calibradores digitales calibrados diariamente. Mida las especificaciones de engarzado finales con las tolerancias exactas del fabricante. Una desviación de tan solo 0,1 mm puede comprometer por completo el sellado de alta presión.
Mejor práctica: mantenga un juego exclusivo de calibradores maestros cerca de la estación de trabajo. Utilice estos calibradores únicamente para controles finales de calidad. No los utilice para mediciones aproximadas en otros lugares.
Los sellos del cilindro degradados provocan directamente caídas de presión durante el funcionamiento. El aceite hidráulico contaminado daña gravemente los componentes internos de la bomba. Los motores de bomba defectuosos también limitan drásticamente la capacidad de salida del sistema. Notará distintos síntomas físicos de inmediato. La máquina no tiene potencia para completar un ciclo completo. Es posible que vea líquido visible acumulándose cerca de la placa base. Escuche si hay chirridos anormales provenientes de la carcasa de la bomba.
Error común: los operadores a menudo llenan los depósitos de líquido con fugas en lugar de reparar el sello roto. Esto introduce aire y suciedad en el sistema cerrado. Acelera rápidamente la falla de la bomba.
Las válvulas solenoides defectuosas interrumpen el ciclo operativo inesperadamente. Los fusibles fundidos apagan inmediatamente funciones específicas de la máquina. El cableado comprometido del pedal provoca un acoplamiento errático de la prensa. La resolución requiere protocolos básicos de pruebas eléctricas. Utilice un multímetro estándar. Pruebe sistemáticamente las caídas de tensión en todo el circuito de control.
Síntoma observado |
Causa principal del hardware |
Acción de diagnóstico recomendada |
|---|---|---|
Deformación desigual del metal |
Segmentos de matriz desgastados o no coincidentes |
Inspeccione las matrices para detectar irritaciones; medir con calibres. |
La prensa se detiene a mitad del ciclo |
Bypass de sellos de cilindro / Baja presión |
Verifique los niveles de líquidos; Pruebe la salida de la bomba hidráulica. |
El pedal no responde |
Cableado roto / Microinterruptor defectuoso |
Pruebe la continuidad del circuito con un multímetro. |
Especificaciones de diámetro de deriva |
Micrómetro o balanza digital no sincronizados |
Vuelva a calibrar utilizando los parámetros de referencia de fábrica. |
La alta rotación de empleados a menudo imita perfectamente las fallas del hardware. La falta de cumplimiento estricto de los procedimientos operativos estándar provoca caídas de rendimiento idénticas. Debemos aislar el error humano antes de derribar equipos industriales. Diagnosticar erróneamente los errores del operador como fallas mecánicas desperdicia enormes cantidades de tiempo.
Las mangueras mal cortadas fallan constantemente durante el proceso de montaje. Esto sucede incluso si el hardware funciona perfectamente. Las mangueras con bisel inferior evitan que los dientes del racor muerdan la trenza de alambre. Las mangueras demasiado biseladas dañan la delicada capa de refuerzo interior. Ambos escenarios conducen a explosiones catastróficas bajo presión sobre el terreno. Los técnicos suelen culpar a la prensa por estos errores fundamentales de preparación.
Los troqueles no coincidentes causan problemas inmediatos y graves. El uso de una matriz incorrecta para una combinación específica de manguera y conector provoca fatiga del metal. Deforma completamente el ajuste. También puede provocar un fuerte atascamiento a presión. A veces, los operadores toman el juego de troqueles más cercano en lugar del correcto. Este atajo destruye rápidamente materiales costosos. Siempre verifique la tabla de troqueles del fabricante antes de prensar.
Haga referencias cruzadas de fallas operativas con documentación de seguridad autorizada. Consulte las pautas de organizaciones como NCDOT o departamentos internos de control de calidad. Descarte errores humanos antes de pedir piezas de repuesto. Implemente estos controles diarios:
Verifique que el operador seleccionó el juego de matrices exacto requerido por la tabla de ensamblaje.
Confirme que la longitud de corte coincida perfectamente con los requisitos de ajuste específicos.
Asegúrese de que la manguera toque fondo dentro del accesorio de metal antes de presionar.
Verifique visualmente la marca de profundidad de inserción antes de iniciar el ciclo.
Revise el registro de calibración diaria del micrómetro o controlador digital.
Una línea de montaje confiable requiere un tiempo de actividad constante y predecible. Cero fallas en campo de mangueras fabricadas representan el criterio de éxito definitivo. Cada parada sangra capital de la operación. Comprender estos costos ocultos ayuda a justificar presupuestos de mantenimiento adecuados.
La destrucción repetida de costosas mangueras de alta presión erosiona sus márgenes de beneficio. El desperdicio de accesorios de primera calidad durante interminables ciclos de prueba se acumula rápidamente. Un solo conjunto de manguera multiespiral fallido cuesta cientos de dólares. No se pueden recuperar estas materias primas desperdiciadas. Van directamente al contenedor de chatarra. Una calibración consistente detiene esta hemorragia financiera.
El tiempo dedicado a recalibrar constantemente una máquina defectuosa perjudica la productividad general. Aleja a sus técnicos cualificados de las tareas de montaje que generan ingresos. Pasan horas girando llaves en lugar de enviar productos terminados. Los operadores inactivos que esperan reparaciones de equipos agotan rápidamente los presupuestos de nómina. La maquinaria eficiente mantiene a la fuerza laboral avanzando.
Un conjunto de manguera visualmente aceptable aún puede fallar dinámicamente en el campo. Bajo cargas elevadas, una junta débil explota violentamente. Esto expone a la empresa a una gran responsabilidad. Corre el riesgo de sufrir peligrosos accidentes de campo para los usuarios finales. Una construcción defectuosa arruina la reputación de su marca de la noche a la mañana. La garantía de calidad siempre comienza con un equipo confiable.
Mejores prácticas: etiquete y aísle inmediatamente cualquier máquina que produzca productos fuera de especificaciones. Nunca permita que los operadores pasen por alto una prensa defectuosa para cumplir con una cuota de producción. El riesgo de responsabilidad siempre supera la ganancia del cronograma a corto plazo.
Decidir si es necesario revisar una máquina vieja requiere una lógica cuidadosa. Debe invertir en nueva tecnología cuando tenga sentido práctico. Basamos este marco estrictamente en la edad, el desgaste de los componentes y el cumplimiento de la seguridad. Tomar la decisión correcta evita bucles de reparación interminables.
Continúe reparando si el equipo tiene menos de cinco años. Solucionelo si el problema se limita estrictamente a las piezas consumibles básicas. Estas piezas incluyen juntas tóricas, juegos de troqueles específicos o lavados de fluidos simples. Proceda con las reparaciones si los costos representan menos del 30% del precio de compra de una unidad nueva. Los fallos eléctricos menores suelen justificar una reparación rápida y económica. El mantenimiento preventivo regular prolonga significativamente la vida útil viable.
Busque rayaduras internas severas en los cilindros durante las inspecciones. Verifique que no haya deformaciones irreversibles en el marco estructural cerca de las placas de prensa. Estos defectos significan que la unidad está estructuralmente comprometida. No se puede parchar un marco deformado de forma segura.
Las piezas de los fabricantes de equipos originales eventualmente quedan completamente obsoletas. A veces requieren plazos de entrega increíblemente largos por parte de proveedores extranjeros. Esperar semanas por una válvula simple paraliza la producción. Además, si la máquina no puede mantener la calibración de manera constante entre turnos, corre el riesgo de sufrir graves violaciones de cumplimiento. La actualización es la única opción responsable en esta etapa crítica.
Error común: reconstruir un cilindro hidráulico rayado varias veces. Una vez que las paredes internas sufren hendiduras profundas, los nuevos sellos se romperán casi instantáneamente. El reemplazo es la única solución duradera.
Si es necesario reemplazarlo, debe evaluar cuidadosamente las características modernas. Esto garantiza un retorno a largo plazo de su inversión de capital. Las prensas modernas ofrecen importantes ventajas tecnológicas sobre el hardware heredado.
Adapte la fuerza de engarzado requerida a sus necesidades diarias. Compare el tonelaje y la capacidad máxima de apertura con los volúmenes actuales. Tenga en cuenta sus contratos futuros proyectados. Una prensa más pesada maneja mangueras de múltiples espirales sin esfuerzo. No reduzca el tamaño de su próxima compra. Comprar un poco más de capacidad de la que necesita actualmente evita cuellos de botella en el futuro.
Evalúe minuciosamente los controladores digitales durante el proceso de compra. Los controladores programables superan fácilmente a los micrómetros manuales tradicionales. Reducen drásticamente los errores del operador en plantas de fabricación concurridas. Mejoran la repetibilidad en miles de ciclos de producción. Los operadores simplemente recuperan recetas guardadas de la memoria digital. Esto elimina por completo las conjeturas.
Busque protectores de seguridad integrados alrededor del área del troquel. Exigir redundancias de parada de emergencia en el panel de control. Busque alertas de mantenimiento automatizadas en el software operativo. Estas características garantizan el cumplimiento de estrictos procedimientos operativos estándar de la industria. Si está explorando actualizaciones, comuníquese con un socio confiable. Puedes fácilmente contáctenos para discutir las soluciones ideales para las necesidades específicas de sus instalaciones.
La resolución de problemas eficaz requiere una ruta de diagnóstico estricta. Comience por errores del usuario y eludir controles. Pasar sistemáticamente a las pruebas hidráulicas y eléctricas. Culminar con una evaluación financiera práctica de la viabilidad a largo plazo de la unidad. No adivine al diagnosticar equipos de montaje de alta presión. Las suposiciones conducen a un desperdicio de dinero y a riesgos de seguridad persistentes.
Documente los códigos de falla de su máquina diariamente. Calcule con precisión los costos recientes de su tiempo de inactividad. Consulte inmediatamente a un especialista en equipos. Ayudarán a determinar si una revisión de mantenimiento o una actualización de hardware es el camino más seguro a seguir. Los datos procesables siempre impulsan las mejores decisiones de mantenimiento para sus instalaciones.
R: Enfatice los intervalos regulares basados en el recuento de ciclos y los estándares de control de calidad. Normalmente, realice esto mensualmente para tiendas de gran volumen. Apoye este programa con inspecciones diarias de las primeras piezas. La calibración consistente garantiza ensamblajes seguros y repetibles y minimiza el desperdicio de material.
R: Señale una derivación de los sellos del cilindro, un nivel bajo de líquido hidráulico o una válvula direccional defectuosa. Estos representan los culpables mecánicos más probables. Inspeccione el depósito de líquido y busque acumulaciones externas para aislar la fuente de fuga específica.
R: Sí. La eliminación desigual del caucho evita que los dientes del accesorio muerdan la trenza de alambre. Esto crea un punto débil. Los operadores a menudo culpan erróneamente a la prensa por este fallo fundamental en la preparación.
R: Busque cromo visiblemente irritado o descascarado en las superficies. Un indicador importante es la incapacidad de alcanzar los diámetros especificados. Esto sucede incluso cuando la carrera y la presión de la máquina están completamente verificadas.



