दृश्य: 0 लेखक: साइट संपादक प्रकाशन समय: 2026-07-02 उत्पत्ति: साइट











हाइड्रोलिक असेंबली लाइनों में उपकरण डाउनटाइम सीधे उत्पादन शेड्यूल को प्रभावित करता है। इससे तुरंत महंगी सामग्री बर्बाद हो जाती है। अनियोजित पड़ाव अंतिम उपयोगकर्ताओं के लिए गंभीर सुरक्षा दायित्व भी पेश करते हैं। रुकी हुई असेंबली लाइन आक्रामक तरीके से लाभ मार्जिन को प्रभावित करती है। क्रिम्पिंग विफलता के सटीक कारण को इंगित करने के लिए गहन ध्यान देने की आवश्यकता है। आपको ऑपरेटर त्रुटि को यांत्रिक गिरावट से सटीक रूप से अलग करना होगा। भागों को बिना सोचे-समझे बदलने से शायद ही मूल समस्या का समाधान होता है। यह केवल आपके रखरखाव बजट को और ख़त्म कर देता है।
यह मार्गदर्शिका एक व्यवस्थित दृष्टिकोण प्रदान करती है. हम आपको बताते हैं कि आपका निदान कैसे करें नली क्रिम्पिंग मशीन कुशलतापूर्वक। हम जिद्दी परिचालन संबंधी दोषों को चरण दर चरण हल करते हैं। आप विद्युत और हाइड्रोलिक प्रणालियों के लिए व्यावहारिक समस्या निवारण तकनीक सीखेंगे। हम तब भी मूल्यांकन करते हैं जब एक प्रणालीगत विफलता पूरी इकाई को पूरी तरह से बदलने को उचित ठहराती है। कार्रवाई योग्य डेटा सर्वोत्तम रखरखाव निर्णयों को संचालित करता है। आप इन मूल सिद्धांतों का पालन करके पूर्वानुमानित उत्पाद गुणवत्ता बहाल कर सकते हैं।
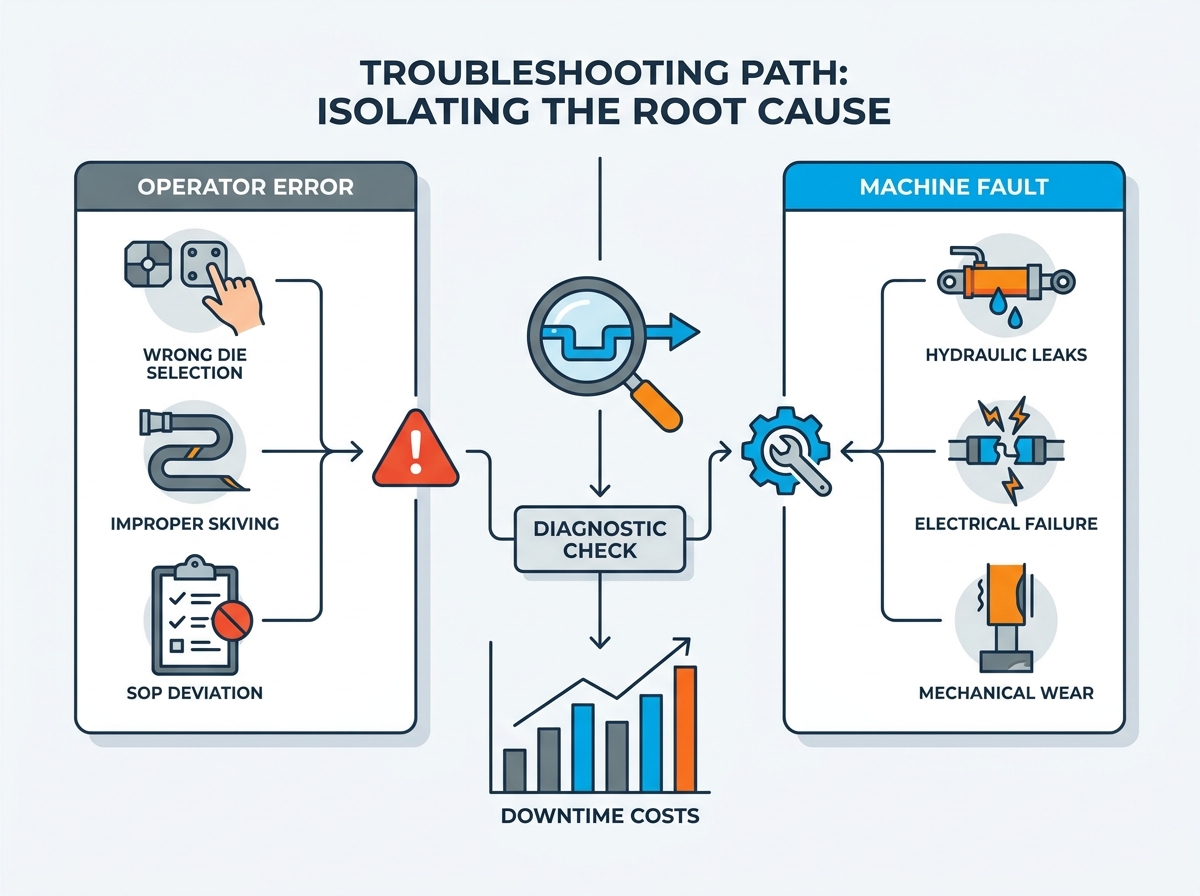
लक्षण अलगाव: विद्युत, हाइड्रोलिक, या यांत्रिक उत्पत्ति के दोषों (उदाहरण के लिए, दबाव की बूंदें, अनियमित क्रिम्प्स) का सटीक पता लगाने से निदान का समय कम हो जाता है।
उपयोगकर्ता बनाम मशीन: कई कथित मशीन विफलताएं अनुचित डाई चयन, स्किपिंग चरणों को छोड़ने या मानक संचालन प्रक्रियाओं (एसओपी) में बाईपास के कारण होती हैं।
जोखिम और दायित्व: अनकैलिब्रेटेड या लीक होने वाले क्रिम्पर का संचालन जारी रखने से क्षेत्र में विनाशकारी विस्फोट का जोखिम पैदा होता है।
निर्णय रूपरेखा: जब मरम्मत की लागत प्रतिस्थापन इकाई के 30% से अधिक हो या जब अप्रचलित हिस्से असेंबली अनुपालन से समझौता करते हैं तो अपग्रेड करना सख्ती से आवश्यक हो जाता है।
अप्रत्याशित मशीन व्यवहार के कारण उत्पाद की गुणवत्ता असंगत हो जाती है। हार्डवेयर स्वास्थ्य की आधार रेखा स्थापित करना आपके पहले कदम का प्रतिनिधित्व करता है। जिसे आप सटीकता से नहीं मापते उसे आप ठीक नहीं कर सकते। हार्डवेयर विशिष्ट रूप से विफल रहता है। यह आमतौर पर अपने पीछे एक विशिष्ट निदान निशान छोड़ जाता है। आइए हम प्राथमिक भौतिक दोषियों को व्यवस्थित रूप से तोड़ें।
घिसे-पिटे डाई अक्सर अनियमित क्रिम्पिंग व्यास का कारण बनते हैं। मास्टर पुशर का क्षरण समय के साथ एक प्रमुख भूमिका निभाता है। कभी-कभी, माइक्रोमीटर या डिजिटल स्केल का गलत अंशांकन बहाव पैदा करता है। सत्यापन के लिए दुकान के फर्श पर पूर्ण सटीकता की आवश्यकता होती है। आपको मानक गो/नो-गो गेज का उपयोग करना चाहिए। आप प्रतिदिन कैलिब्रेटेड डिजिटल कैलीपर्स भी तैनात कर सकते हैं। सटीक निर्माता सहनशीलता के विरुद्ध अंतिम क्रिम्प विनिर्देशों को मापें। केवल 0.1 मिमी का विचलन उच्च दबाव सील को पूरी तरह से समझौता कर सकता है।
सर्वोत्तम अभ्यास: कार्य केंद्र के पास मास्टर कैलीपर्स का एक समर्पित सेट रखें। इन कैलीपर्स का उपयोग केवल अंतिम QA जाँच के लिए करें। अन्यत्र मोटे माप के लिए उनका उपयोग न करें।
खराब सिलेंडर सील ऑपरेशन के दौरान सीधे दबाव में गिरावट का कारण बनती है। दूषित हाइड्रोलिक तेल आंतरिक पंप घटकों को गंभीर रूप से नुकसान पहुंचाता है। खराब पंप मोटरें सिस्टम आउटपुट क्षमता को भी काफी हद तक सीमित कर देती हैं। आपको तुरंत ही अलग-अलग शारीरिक लक्षण दिखाई देंगे। मशीन में पूरा चक्र पूरा करने की शक्ति नहीं है। आप बेस प्लेट के पास दृश्यमान तरल जमाव देख सकते हैं। पंप हाउसिंग से असामान्य रोने की आवाजें सुनें।
सामान्य गलती: ऑपरेटर अक्सर टूटी हुई सील को ठीक करने के बजाय लीक होने वाले तरल भंडार को बंद कर देते हैं। यह बंद प्रणाली में हवा और गंदगी का प्रवेश कराता है। यह पंप विफलता को तेजी से ठीक करता है।
दोषपूर्ण सोलनॉइड वाल्व परिचालन चक्र को अप्रत्याशित रूप से बाधित करते हैं। फ़्यूज़ उड़ने से मशीन के विशिष्ट कार्य तुरंत बंद हो जाते हैं। ख़राब फ़ुट पेडल वायरिंग से अनियमित प्रेस जुड़ाव होता है। रिज़ॉल्यूशन के लिए बुनियादी विद्युत परीक्षण प्रोटोकॉल की आवश्यकता होती है। एक मानक मल्टीमीटर का प्रयोग करें. पूरे नियंत्रण सर्किट में व्यवस्थित रूप से वोल्टेज ड्रॉप का परीक्षण करें।
देखा गया लक्षण |
प्राथमिक हार्डवेयर कारण |
अनुशंसित नैदानिक कार्रवाई |
|---|---|---|
असमान धातु विरूपण |
घिसे हुए या बेमेल डाई खंड |
गैलिंग के लिए डाई का निरीक्षण करें; कैलीपर्स से मापें. |
चक्र के मध्य में स्टॉल दबाएँ |
सिलेंडर सील को दरकिनार करना / कम दबाव |
द्रव स्तर की जाँच करें; हाइड्रोलिक पंप आउटपुट का परीक्षण करें। |
पैर का पैडल अनुत्तरदायी |
टूटी हुई वायरिंग / दोषपूर्ण माइक्रोस्विच |
मल्टीमीटर के साथ सर्किट निरंतरता का परीक्षण करें। |
बहती व्यास विशिष्टताएँ |
माइक्रोमीटर या डिजिटल स्केल सिंक से बाहर |
फ़ैक्टरी बेसलाइन मापदंडों का उपयोग करके पुन: अंशांकन करें। |
उच्च कर्मचारी टर्नओवर अक्सर हार्डवेयर विफलता की पूरी तरह नकल करता है। मानक संचालन प्रक्रियाओं का कड़ाई से पालन न करने से प्रदर्शन में समान गिरावट आती है। हमें औद्योगिक उपकरणों को नष्ट करने से पहले मानवीय त्रुटि को अलग करना चाहिए। ऑपरेटर की गलतियों को यांत्रिक दोष मानकर गलत निदान करने से भारी मात्रा में समय बर्बाद होता है।
असेंबली प्रक्रिया के दौरान अनुचित रूप से स्किव्ड होज़ लगातार विफल हो जाते हैं। ऐसा तब भी होता है जब हार्डवेयर पूरी तरह से काम करता हो। अंडर-स्किव्ड होज़ फिटिंग वाले दांतों को तार की चोटी को काटने से रोकते हैं। अत्यधिक तिरछी होसेस नाजुक आंतरिक सुदृढीकरण परत को नुकसान पहुंचाती हैं। दोनों परिदृश्य क्षेत्र के दबाव में विनाशकारी विस्फोट की ओर ले जाते हैं। तकनीशियन अक्सर इन मूलभूत तैयारी त्रुटियों के लिए प्रेस को दोषी मानते हैं।
बेमेल मौतें तत्काल और गंभीर समस्याएं पैदा करती हैं। किसी विशिष्ट नली और फिटिंग संयोजन के लिए गलत डाई का उपयोग करने से धातु की थकान होती है। यह फिटिंग को पूरी तरह से विकृत कर देता है। यह गंभीर प्रेस बाइंडिंग का कारण भी बन सकता है। ऑपरेटर कभी-कभी सही डाई सेट के बजाय निकटतम डाई सेट को पकड़ लेते हैं। यह शॉर्टकट महंगी सामग्रियों को तेजी से नष्ट कर देता है। दबाने से पहले हमेशा निर्माता डाई चार्ट को सत्यापित करें।
आधिकारिक सुरक्षा दस्तावेज़ीकरण के साथ क्रॉस-रेफरेंस परिचालन विफलताएँ। एनसीडीओटी या आंतरिक क्यूए विभागों जैसे संगठनों से दिशानिर्देश जांचें। प्रतिस्थापन भागों का ऑर्डर देने से पहले मानवीय त्रुटि से बचें। इन दैनिक जाँचों को लागू करें:
सत्यापित करें कि ऑपरेटर ने असेंबली चार्ट के लिए आवश्यक सटीक डाई सेट का चयन किया है।
पुष्टि करें कि स्किविंग की लंबाई विशिष्ट फिटिंग आवश्यकताओं से पूरी तरह मेल खाती है।
दबाने से पहले सुनिश्चित करें कि नली धातु की फिटिंग के अंदर नीचे की ओर हो।
चक्र शुरू करने से पहले सम्मिलन गहराई चिह्न की जांच करें।
माइक्रोमीटर या डिजिटल नियंत्रक के लिए दैनिक अंशांकन लॉग की समीक्षा करें।
एक विश्वसनीय असेंबली लाइन के लिए पूर्वानुमानित, स्थिर अपटाइम की आवश्यकता होती है। निर्मित होसेस से शून्य क्षेत्र विफलताएं अंतिम सफलता मानदंड का प्रतिनिधित्व करती हैं। हर रुकावट से ऑपरेशन में पूंजी खर्च होती है। इन छिपी हुई लागतों को समझने से उचित रखरखाव बजट को उचित ठहराने में मदद मिलती है।
महंगे उच्च दबाव वाले होज़ों को बार-बार नष्ट करने से आपका लाभ मार्जिन कम हो जाता है। अंतहीन परीक्षण चक्रों के दौरान प्रीमियम फिटिंग की बर्बादी तेजी से बढ़ती है। एक ख़राब मल्टी-स्पाइरल होज़ असेंबली की कीमत सैकड़ों डॉलर होती है। आप इन बर्बाद कच्चे माल को पुनः प्राप्त नहीं कर सकते। वे सीधे स्क्रैप बिन में चले जाते हैं। लगातार अंशांकन इस वित्तीय रक्तस्राव को रोकता है।
किसी ख़राब मशीन को पुनः कैलिब्रेट करने में लगातार बिताया गया समय समग्र उत्पादकता को नुकसान पहुँचाता है। यह आपके कुशल तकनीशियनों को राजस्व उत्पन्न करने वाले असेंबली कार्यों से दूर कर देता है। वे तैयार उत्पादों की शिपिंग के बजाय रिंच पलटने में घंटों बिताते हैं। उपकरणों की मरम्मत का इंतजार कर रहे निष्क्रिय ऑपरेटरों का पेरोल बजट तेजी से खत्म हो जाता है। कुशल मशीनरी कार्यबल को आगे बढ़ाती रहती है।
एक दृष्टिगत रूप से स्वीकार्य नली असेंबली अभी भी क्षेत्र में गतिशील रूप से विफल हो सकती है। उच्च भार के तहत, एक कमजोर सील हिंसक रूप से फट जाती है। इससे व्यवसाय पर भारी देनदारी आ जाती है। यह अंतिम उपयोगकर्ताओं के लिए खतरनाक फ़ील्ड दुर्घटनाओं का जोखिम उठाता है। दोषपूर्ण निर्माण रातोरात आपके ब्रांड की प्रतिष्ठा को बर्बाद कर देता है। गुणवत्ता आश्वासन हमेशा विश्वसनीय उपकरणों से शुरू होता है।
सर्वोत्तम अभ्यास: विशिष्ट उत्पाद बनाने वाली किसी भी मशीन को तुरंत टैग करें और अलग करें। ऑपरेटरों को उत्पादन कोटा पूरा करने के लिए कभी भी असफल प्रेस को नजरअंदाज न करने दें। देयता जोखिम हमेशा अल्पकालिक अनुसूची लाभ से अधिक होता है।
किसी पुरानी मशीन की ओवरहालिंग करनी है या नहीं, इसका निर्णय लेने के लिए सावधानीपूर्वक तर्क की आवश्यकता होती है। आपको नई तकनीक में तब निवेश करना चाहिए जब वह व्यावहारिक समझ में आए। हम इस ढांचे को सख्ती से उम्र, घटक टूट-फूट और सुरक्षा अनुपालन पर आधारित करते हैं। सही कॉल करने से अंतहीन मरम्मत लूप से बचाव होता है।
यदि उपकरण पांच वर्ष से कम पुराना है तो मरम्मत कराते रहें। यदि समस्या मूल उपभोज्य भागों से बिल्कुल अलग है तो इसे ठीक करें। इन भागों में ओ-रिंग सील, विशिष्ट डाई सेट, या साधारण द्रव फ्लश शामिल हैं। यदि लागत नई इकाई के खरीद मूल्य के 30% से कम हो तो मरम्मत के साथ आगे बढ़ें। मामूली विद्युत दोष आमतौर पर त्वरित, सस्ती मरम्मत को उचित ठहराते हैं। नियमित निवारक रखरखाव व्यवहार्य जीवनकाल को महत्वपूर्ण रूप से बढ़ाता है।
निरीक्षण के दौरान गंभीर आंतरिक सिलेंडर स्कोरिंग पर ध्यान दें। प्रेस प्लेटों के पास अपरिवर्तनीय संरचनात्मक फ्रेम विकृति की जाँच करें। इन दोषों का मतलब है कि इकाई संरचनात्मक रूप से समझौता कर चुकी है। आप किसी विकृत फ्रेम को सुरक्षित रूप से पैच नहीं कर सकते।
मूल उपकरण निर्माता हिस्से अंततः पूरी तरह से अप्रचलित हो जाते हैं। कभी-कभी उन्हें विदेशी आपूर्तिकर्ताओं से असंभव रूप से लंबे समय की आवश्यकता होती है। एक साधारण वाल्व के लिए हफ्तों का इंतजार उत्पादन को पंगु बना देता है। इसके अतिरिक्त, यदि मशीन शिफ्टों के बीच लगातार अंशांकन नहीं कर पाती है, तो इससे गंभीर अनुपालन उल्लंघन का खतरा होता है। इस महत्वपूर्ण चरण में अपग्रेड करना ही एकमात्र जिम्मेदार विकल्प है।
सामान्य गलती: खराब हुए हाइड्रोलिक सिलेंडर को कई बार दोबारा बनाना। एक बार जब आंतरिक दीवारों पर गहरे घाव हो जाते हैं, तो नई सीलें लगभग तुरंत ही टूट जाएंगी। प्रतिस्थापन ही एकमात्र टिकाऊ समाधान है।
यदि प्रतिस्थापन आवश्यक हो जाता है, तो आपको आधुनिक सुविधाओं का सावधानीपूर्वक मूल्यांकन करना चाहिए। यह आपके पूंजी निवेश पर दीर्घकालिक रिटर्न सुनिश्चित करता है। आधुनिक प्रेस पुराने हार्डवेयर की तुलना में महत्वपूर्ण तकनीकी लाभ प्रदान करते हैं।
आवश्यक क्रिम्पिंग बल को अपनी दैनिक आवश्यकताओं से मिलाएँ। वर्तमान मात्रा के मुकाबले टन भार और अधिकतम उद्घाटन क्षमता की तुलना करें। आपके अनुमानित भविष्य के अनुबंधों में कारक। एक भारी प्रेस बहु-सर्पिल नली को आसानी से संभालती है। अपनी अगली खरीदारी को कम आकार में न रखें. आपकी वर्तमान आवश्यकता से थोड़ी अधिक क्षमता खरीदना भविष्य की बाधाओं को रोकता है।
खरीदारी प्रक्रिया के दौरान डिजिटल नियंत्रकों का गहन मूल्यांकन करें। प्रोग्राम करने योग्य नियंत्रक पारंपरिक मैनुअल माइक्रोमीटर से आसानी से बेहतर प्रदर्शन करते हैं। वे व्यस्त विनिर्माण मंजिलों पर ऑपरेटर की त्रुटि को काफी हद तक कम कर देते हैं। वे हजारों उत्पादन चक्रों में दोहराव में सुधार करते हैं। ऑपरेटर बस डिजिटल मेमोरी से सहेजे गए व्यंजनों को याद करते हैं। इससे अनुमान लगाना पूरी तरह समाप्त हो जाता है।
डाई क्षेत्र के आसपास एकीकृत सुरक्षा गार्ड की तलाश करें। नियंत्रण कक्ष पर आपातकालीन रोक अतिरेक की मांग करें। ऑपरेटिंग सॉफ़्टवेयर में स्वचालित रखरखाव अलर्ट खोजें। ये सुविधाएँ सख्त उद्योग मानक संचालन प्रक्रियाओं का पालन सुनिश्चित करती हैं। यदि आप अपग्रेड की खोज कर रहे हैं, तो किसी विश्वसनीय भागीदार से संपर्क करें। आप आसानी से कर सकते हैं हमसे संपर्क करें । अपनी विशिष्ट सुविधा आवश्यकताओं के लिए आदर्श समाधानों पर चर्चा करने के लिए
प्रभावी समस्या निवारण के लिए एक सख्त निदान पथ की आवश्यकता होती है। उपयोगकर्ता त्रुटि और स्किविंग जांच से प्रारंभ करें। हाइड्रोलिक और इलेक्ट्रिकल परीक्षण के लिए व्यवस्थित रूप से आगे बढ़ें। इकाई की दीर्घकालिक व्यवहार्यता के व्यावहारिक वित्तीय मूल्यांकन में परिणत होना। उच्च दबाव वाले असेंबली उपकरण का निदान करते समय अनुमान न लगाएं। धारणाओं के कारण धन की बर्बादी होती है और सुरक्षा संबंधी जोखिम बने रहते हैं।
अपनी मशीन के दोष कोड का प्रतिदिन दस्तावेज़ीकरण करें। अपनी हाल की डाउनटाइम लागतों की सटीक गणना करें। तुरंत किसी उपकरण विशेषज्ञ से परामर्श लें. वे यह निर्धारित करने में मदद करेंगे कि रखरखाव ओवरहाल या हार्डवेयर अपग्रेड आगे बढ़ने का सबसे सुरक्षित रास्ता है या नहीं। कार्रवाई योग्य डेटा हमेशा आपकी सुविधा के लिए सर्वोत्तम रखरखाव निर्णय लेता है।
उत्तर: चक्र गणना और क्यूए मानकों के आधार पर नियमित अंतराल पर जोर दें। आमतौर पर, अधिक मात्रा वाली दुकानों के लिए इसे मासिक रूप से निष्पादित करें। दैनिक प्रथम-चरण निरीक्षण के साथ इस शेड्यूल का समर्थन करें। लगातार अंशांकन सुरक्षित, दोहराने योग्य संयोजन सुनिश्चित करता है और सामग्री की बर्बादी को कम करता है।
ए: सिलेंडर सील, कम हाइड्रोलिक तरल पदार्थ, या एक असफल दिशात्मक वाल्व को बायपास करने की ओर इशारा करें। ये सबसे संभावित यांत्रिक दोषियों का प्रतिनिधित्व करते हैं। द्रव भंडार का निरीक्षण करें और विशिष्ट रिसाव स्रोत को अलग करने के लिए बाहरी पूलिंग की तलाश करें।
उत्तर: हाँ. असमान रबर निष्कासन फिटिंग के दांतों को तार की चोटी में काटने से रोकता है। यह एक कमजोर बिंदु बनाता है. इस मूलभूत तैयारी विफलता के लिए संचालक अक्सर ग़लती से प्रेस को दोषी ठहराते हैं।
उत्तर: सतहों पर दिखाई देने वाली पित्त या झड़ते क्रोम को देखें। एक प्रमुख संकेतक विशिष्ट व्यास प्राप्त करने में असमर्थता है। ऐसा तब भी होता है जब मशीन का स्ट्रोक और दबाव पूरी तरह सत्यापित हो।



