Visualizzazioni: 0 Autore: Editor del sito Orario di pubblicazione: 2026-07-02 Origine: Sito











I tempi di fermo delle apparecchiature nelle linee di assemblaggio idrauliche influiscono direttamente sui programmi di produzione. Provoca istantaneamente costosi sprechi di materiale. Le fermate non pianificate comportano anche gravi responsabilità in termini di sicurezza per gli utenti finali. Una catena di montaggio in stallo erode in modo aggressivo i margini di profitto. Individuare la causa esatta di un guasto di crimpatura richiede un'attenzione particolare. È necessario separare accuratamente l'errore dell'operatore dal degrado meccanico. La sostituzione cieca delle parti raramente risolve il problema alla radice. Prosciuga ulteriormente il budget per la manutenzione.
Questa guida fornisce un approccio sistematico. Ti mostriamo come diagnosticare il tuo macchina di piegatura del tubo in modo efficiente. Copriremo passo dopo passo la risoluzione dei guasti operativi ostinati. Imparerai tecniche pratiche di risoluzione dei problemi per i sistemi elettrici e idraulici. Valutiamo anche quando un guasto sistemico giustifica la sostituzione integrale dell'intera unità. I dati utilizzabili guidano le migliori decisioni di manutenzione. È possibile ripristinare la qualità prevedibile del prodotto seguendo questi principi fondamentali.
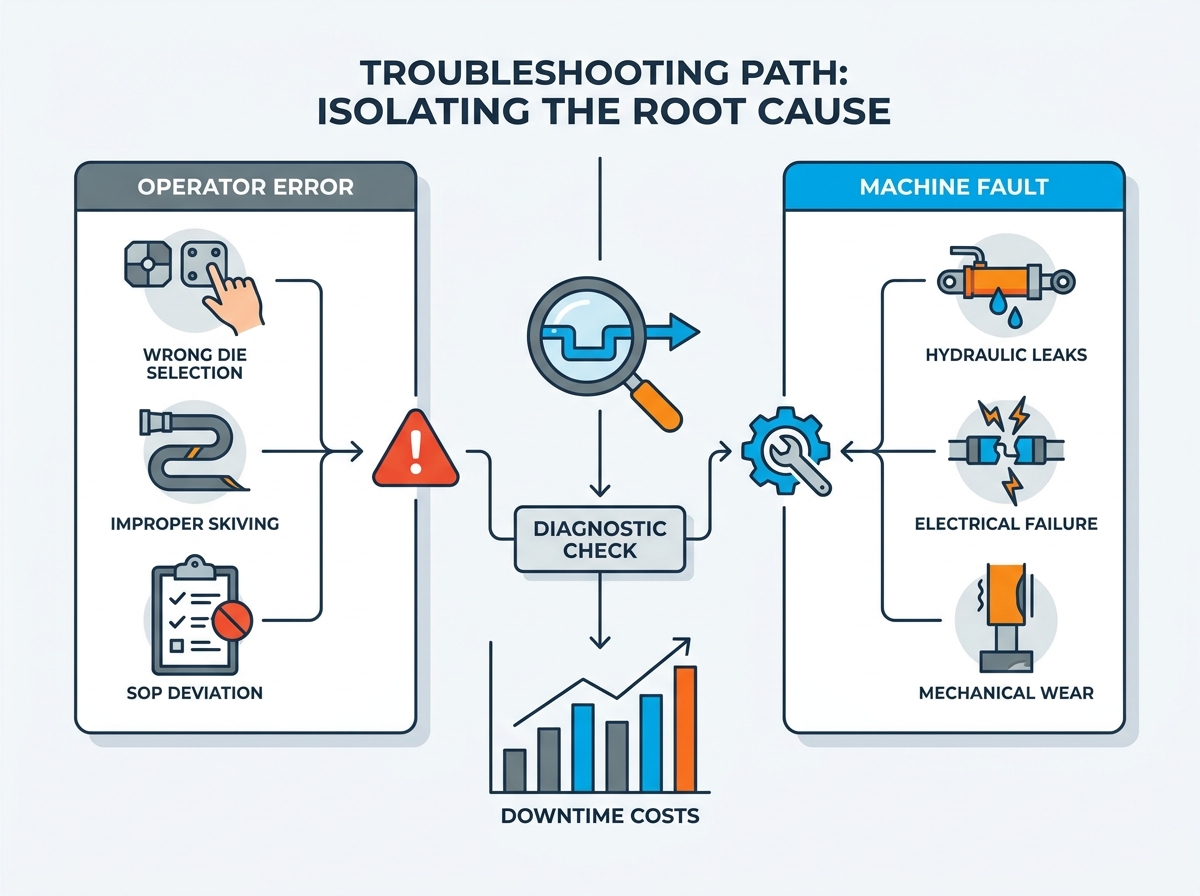
Isolamento dei sintomi: l'individuazione accurata dei guasti (ad esempio cadute di pressione, piegature irregolari) di origine elettrica, idraulica o meccanica riduce i tempi diagnostici.
Utente vs. macchina: molti guasti percepiti della macchina derivano da una selezione errata dello stampo, da passaggi di smussatura saltati o da bypass nelle procedure operative standard (SOP).
Rischio e responsabilità: Continuare a utilizzare una crimpatrice non calibrata o che presenta perdite introduce rischi di scoppio catastrofici sul campo.
Quadro decisionale: l'aggiornamento diventa strettamente necessario quando i costi di riparazione superano il 30% di un'unità sostitutiva o quando le parti obsolete compromettono la conformità dell'assemblaggio.
Il comportamento imprevedibile della macchina porta a una qualità del prodotto incoerente. Stabilire una base di integrità dell'hardware rappresenta il primo passo. Non puoi aggiustare ciò che non misuri accuratamente. L'hardware si guasta in modo univoco. Di solito lascia dietro di sé una traccia diagnostica specifica. Analizziamo sistematicamente i principali colpevoli fisici.
Le matrici usurate spesso causano diametri di crimpatura irregolari. Il degrado dello spintore principale gioca un ruolo importante nel tempo. A volte, l’errata calibrazione del micrometro o della scala digitale crea la deriva. La verifica richiede una precisione assoluta in officina. È necessario utilizzare indicatori passa/non passa standard. È inoltre possibile utilizzare calibri digitali calibrati quotidianamente. Misurare le specifiche di crimpatura finali rispetto alle tolleranze esatte del produttore. Una deviazione di soli 0,1 mm può compromettere completamente la tenuta ad alta pressione.
Migliore pratica: tenere un set dedicato di calibri principali vicino alla stazione di lavoro. Utilizzare questi calibri solo per i controlli QA finali. Non utilizzarli per misurazioni approssimative altrove.
Le guarnizioni degradate del cilindro causano direttamente cadute di pressione durante il funzionamento. L'olio idraulico contaminato danneggia gravemente i componenti interni della pompa. Anche i motori delle pompe guasti limitano drasticamente la capacità di uscita del sistema. Noterai immediatamente sintomi fisici distinti. La macchina non ha la potenza necessaria per completare un ciclo completo. Potrebbe essere visibile un accumulo di fluido vicino alla piastra di base. Ascoltare eventuali rumori lamentosi anomali provenienti dall'alloggiamento della pompa.
Errore comune: gli operatori spesso rabboccano i serbatoi di fluido che perdono invece di riparare la guarnizione rotta. Questo introduce aria e sporco nel sistema chiuso. Accelera rapidamente il guasto della pompa.
Le elettrovalvole difettose interrompono inaspettatamente il ciclo operativo. I fusibili bruciati interrompono immediatamente determinate funzioni della macchina. Il cablaggio compromesso del pedale porta ad un impegno irregolare della pressa. La risoluzione richiede protocolli di test elettrici di base. Utilizza un multimetro standard. Testare sistematicamente le cadute di tensione sull'intero circuito di controllo.
Sintomo osservato |
Causa hardware primaria |
Azione diagnostica consigliata |
|---|---|---|
Deformazione irregolare del metallo |
Segmenti della matrice usurati o non corrispondenti |
Ispezionare gli stampi per individuare eventuali segni di grippaggio; misurare con il calibro. |
La stampa si blocca a metà ciclo |
Bypass delle guarnizioni del cilindro/Bassa pressione |
Controllare i livelli dei liquidi; testare la potenza della pompa idraulica. |
Il pedale non risponde |
Cablaggio rotto / Microinterruttore difettoso |
Testare la continuità del circuito con un multimetro. |
Specifiche del diametro di deriva |
Micrometro o scala digitale non sincronizzati |
Ricalibrare utilizzando i parametri di base di fabbrica. |
L'elevato turnover dei dipendenti spesso imita perfettamente il guasto dell'hardware. La mancanza di una rigorosa aderenza alle procedure operative standard provoca identici cali di prestazioni. Dobbiamo isolare l’errore umano prima di demolire le apparecchiature industriali. Diagnosticare erroneamente gli errori dell'operatore come guasti meccanici comporta uno spreco enorme di tempo.
I tubi flessibili tagliati in modo improprio si guastano costantemente durante il processo di assemblaggio. Ciò accade anche se l'hardware funziona perfettamente. I tubi sottosmussati impediscono ai denti del raccordo di mordere la treccia metallica. I tubi troppo tagliati danneggiano il delicato strato di rinforzo interno. Entrambi gli scenari portano a scoppi catastrofici sotto la pressione del campo. I tecnici spesso incolpano la stampa per questi fondamentali errori di preparazione.
Gli stampi non corrispondenti causano problemi immediati e gravi. L'utilizzo della matrice sbagliata per una specifica combinazione di tubo e raccordo provoca l'affaticamento del metallo. Distorce completamente la vestibilità. Può anche causare gravi rilegature alla stampa. A volte gli operatori prendono il set di dadi più vicino invece di quello corretto. Questa scorciatoia distrugge rapidamente i materiali costosi. Verificare sempre la tabella delle matrici del produttore prima di pressare.
Confrontare i guasti operativi con la documentazione di sicurezza autorevole. Controlla le linee guida di organizzazioni come NCDOT o dipartimenti interni di QA. Escludere l'errore umano prima di ordinare parti di ricambio. Implementa questi controlli giornalieri:
Verificare che l'operatore abbia selezionato l'esatto set di stampi richiesto dalla tabella di assemblaggio.
Verificare che la lunghezza di smussatura corrisponda perfettamente ai requisiti di montaggio specifici.
Assicurarsi che il tubo tocchi il fondo all'interno del raccordo metallico prima di pressarlo.
Controllare visivamente il contrassegno della profondità di inserimento prima di avviare il ciclo.
Esaminare il registro di calibrazione giornaliero del micrometro o del controller digitale.
Una catena di montaggio affidabile richiede tempi di attività prevedibili e costanti. L'assenza di guasti sul campo derivanti dai tubi flessibili confezionati rappresenta il criterio di successo definitivo. Ogni interruzione sottrae capitale all'operazione. Comprendere questi costi nascosti aiuta a giustificare budget di manutenzione adeguati.
La distruzione ripetuta di costosi tubi ad alta pressione erode i margini di profitto. Lo spreco di raccordi premium durante infiniti cicli di test si somma rapidamente. Un singolo tubo flessibile multispirale mal riuscito costa centinaia di dollari. Non è possibile recuperare queste materie prime sprecate. Vanno direttamente nel cestino dei rottami. Una calibrazione coerente ferma questa emorragia finanziaria.
Il tempo impiegato a ricalibrare costantemente una macchina guasta incide negativamente sulla produttività complessiva. Allontana i tuoi tecnici qualificati dalle attività di assemblaggio che generano entrate. Passano ore a girare chiavi inglesi invece di spedire prodotti finiti. Gli operatori inattivi in attesa di riparazioni delle apparecchiature prosciugano rapidamente i budget del personale. Macchinari efficienti fanno avanzare la forza lavoro.
Un tubo assemblato visivamente accettabile può comunque guastarsi dinamicamente sul campo. Sotto carico elevato, una guarnizione debole esplode violentemente. Ciò espone l’azienda a pesanti responsabilità. Rischia pericolosi incidenti sul campo per gli utenti finali. Una costruzione difettosa rovina la reputazione del tuo marchio da un giorno all’altro. La garanzia della qualità inizia sempre con attrezzature affidabili.
Migliore pratica: etichettare e isolare immediatamente qualsiasi macchina che produce prodotti non conformi alle specifiche. Non lasciare mai che gli operatori evitino una macchina da stampa guasta per raggiungere una quota di produzione. Il rischio di responsabilità supera sempre il guadagno del programma a breve termine.
Decidere se revisionare una macchina obsoleta richiede un'attenta logica. È necessario investire in nuove tecnologie quando ha senso pratico. Basiamo questo quadro rigorosamente sull'età, sull'usura dei componenti e sulla conformità alla sicurezza. Effettuare la chiamata giusta previene cicli di riparazione infiniti.
Continuare a riparare se l'apparecchiatura ha meno di cinque anni. Risolvilo se il problema si limita esclusivamente alle parti consumabili di base. Queste parti includono guarnizioni O-ring, set di stampi specifici o semplici lavaggi di fluidi. Procedere con le riparazioni se i costi rappresentano meno del 30% del prezzo di acquisto di una nuova unità. Piccoli guasti elettrici di solito giustificano una riparazione rapida ed economica. Una manutenzione preventiva regolare prolunga significativamente la durata della vita utile.
Cercare gravi rigature interne del cilindro durante le ispezioni. Verificare la presenza di deformazioni irreversibili del telaio strutturale in prossimità delle piastre della pressa. Questi difetti indicano che l'unità è strutturalmente compromessa. Non è possibile riparare in modo sicuro un telaio deformato.
Le parti originali dei produttori di apparecchiature prima o poi diventano completamente obsolete. A volte richiedono tempi di consegna incredibilmente lunghi da parte dei fornitori esteri. Aspettare settimane per una semplice valvola paralizza la produzione. Inoltre, se la macchina non riesce a mantenere costantemente la calibrazione tra i turni, rischia di gravi violazioni della conformità. L'aggiornamento è l'unica opzione responsabile in questa fase critica.
Errore comune: ricostruire più volte un cilindro idraulico rigato. Una volta che le pareti interne subiscono profonde sgorbie, le nuove guarnizioni si distruggono quasi all'istante. La sostituzione è l’unica soluzione duratura.
Se la sostituzione si rende necessaria, è necessario valutare attentamente le funzionalità moderne. Ciò garantisce un ritorno a lungo termine sul vostro investimento di capitale. Le macchine da stampa moderne offrono vantaggi tecnologici significativi rispetto all'hardware legacy.
Adatta la forza di crimpatura richiesta alle tue esigenze quotidiane. Confronta il tonnellaggio e la capacità massima di apertura con i volumi attuali. Tieni conto dei tuoi contratti futuri previsti. Una pressa più pesante gestisce i tubi multi-spirale senza sforzo. Non sottovalutare il tuo prossimo acquisto. Acquistando una capacità leggermente superiore a quella attualmente necessaria si evitano futuri colli di bottiglia.
Valuta attentamente i controller digitali durante il processo di acquisto. I controller programmabili superano facilmente le prestazioni dei tradizionali micrometri manuali. Riducono drasticamente l'errore dell'operatore negli impianti di produzione molto impegnativi. Migliorano la ripetibilità su migliaia di cicli di produzione. Gli operatori richiamano semplicemente le ricette salvate dalla memoria digitale. Ciò elimina completamente le congetture.
Cerca protezioni di sicurezza integrate intorno all'area dello stampo. Richiedere ridondanze di arresto di emergenza sul pannello di controllo. Cerca avvisi di manutenzione automatizzata nel software operativo. Queste caratteristiche garantiscono il rispetto delle rigorose procedure operative standard del settore. Se stai esplorando gli aggiornamenti, contatta un partner fidato. Puoi facilmente contattateci per discutere le soluzioni ideali per le esigenze specifiche della vostra struttura.
Una risoluzione efficace dei problemi richiede un percorso diagnostico rigoroso. Inizia dall'errore dell'utente e dai controlli di skimming. Passare sistematicamente alle prove idrauliche ed elettriche. Culminate in una valutazione finanziaria pratica della redditività a lungo termine dell'unità. Non indovinare durante la diagnosi delle apparecchiature di assemblaggio ad alta pressione. Le supposizioni portano a sprechi di denaro e rischi persistenti per la sicurezza.
Documenta quotidianamente i codici di errore della tua macchina. Calcola accuratamente i costi dei tempi di inattività recenti. Consultare immediatamente uno specialista dell'attrezzatura. Aiuteranno a determinare se una revisione della manutenzione o un aggiornamento dell'hardware è il percorso più sicuro da seguire. I dati utilizzabili guidano sempre le migliori decisioni di manutenzione per la tua struttura.
R: Enfatizzare gli intervalli regolari in base al conteggio dei cicli e agli standard di QA. In genere, esegui questa operazione mensilmente per i negozi con volumi elevati. Sostieni questo programma con ispezioni giornaliere del primo pezzo. La calibrazione coerente garantisce assemblaggi sicuri e ripetibili e riduce al minimo lo spreco di materiale.
R: Indica il bypass delle guarnizioni del cilindro, il basso livello del fluido idraulico o una valvola direzionale difettosa. Questi rappresentano i più probabili colpevoli meccanici. Ispezionare il serbatoio del fluido e cercare eventuali accumuli esterni per isolare la fonte specifica della perdita.
R: Sì. La rimozione irregolare della gomma impedisce ai denti del raccordo di mordere la treccia metallica. Questo crea un punto debole. Gli operatori spesso incolpano erroneamente la stampa per questo fondamentale fallimento della preparazione.
R: Cerca eventuali segni di usura o cromature scrostate sulle superfici. Un indicatore importante è l'incapacità di raggiungere i diametri specificati. Ciò accade anche quando la corsa e la pressione della macchina sono completamente verificate.



