Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-07-02 Pochodzenie: Strona











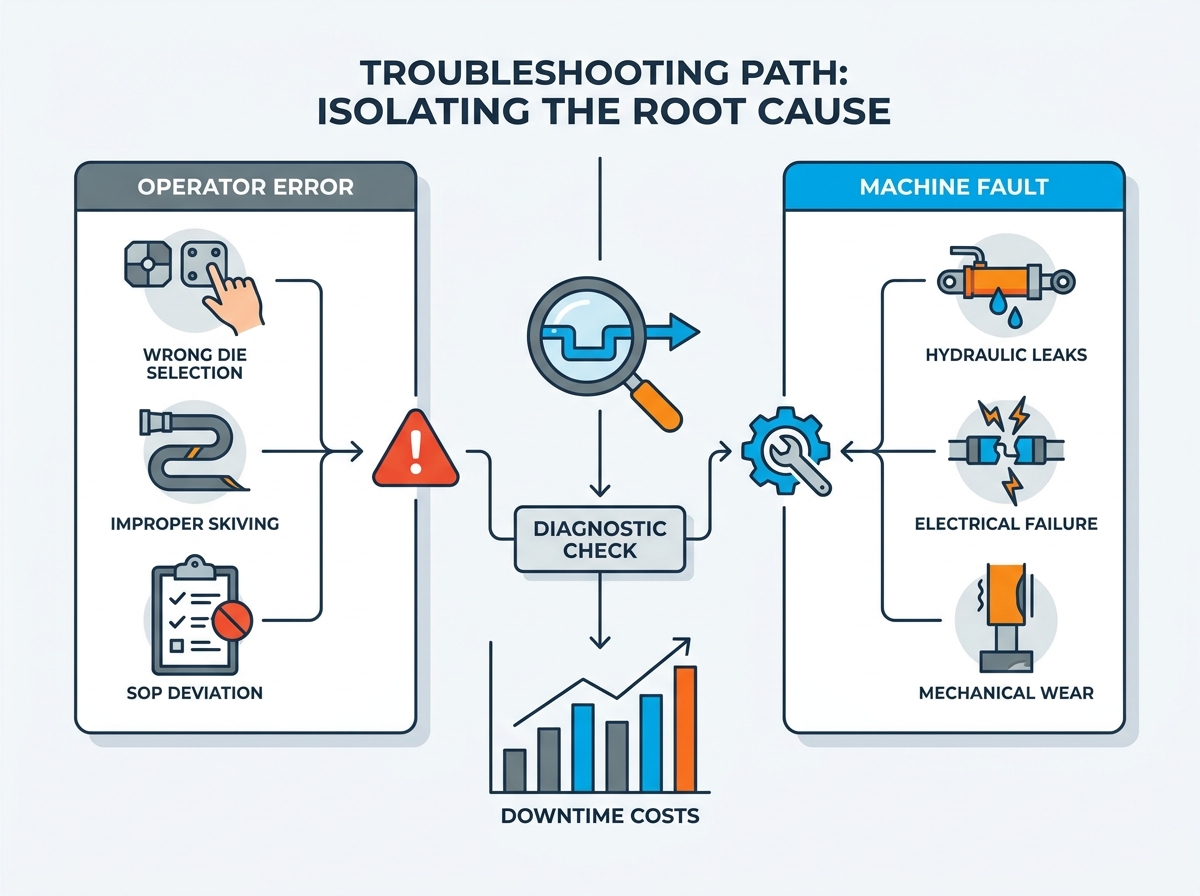
Przestoje urządzeń na hydraulicznych liniach montażowych bezpośrednio wpływają na harmonogramy produkcji. Powoduje to natychmiastowe straty kosztownych materiałów. Nieplanowane przestoje nakładają również poważne zobowiązania w zakresie bezpieczeństwa użytkowników końcowych. Zablokowana linia montażowa agresywnie obniża marże zysku. Ustalenie dokładnej przyczyny niepowodzenia zagniatania wymaga dużej uwagi. Należy dokładnie oddzielić błąd operatora od degradacji mechanicznej. Wymiana części na ślepo rzadko rozwiązuje podstawowy problem. To tylko jeszcze bardziej uszczupli Twój budżet na konserwację.
W tym przewodniku przedstawiono podejście systematyczne. Pokażemy Ci, jak zdiagnozować swój maszyna do zaciskania węży . wydajna Krok po kroku zajmujemy się rozwiązywaniem uporczywych usterek operacyjnych. Poznasz praktyczne techniki rozwiązywania problemów w układach elektrycznych i hydraulicznych. Oceniamy również, kiedy awaria systemowa uzasadnia całkowitą wymianę całego urządzenia. Przydatne dane pozwalają podejmować najlepsze decyzje dotyczące konserwacji. Przestrzegając tych podstawowych zasad, możesz przywrócić przewidywalną jakość produktu.
Izolacja symptomów: Dokładne śledzenie usterek (np. spadków ciśnienia, nieregularnych zacisków) mających podłoże elektryczne, hydrauliczne lub mechaniczne skraca czas diagnostyki.
Użytkownik kontra maszyna: Wiele zauważalnych awarii maszyn wynika z niewłaściwego wyboru matrycy, pominięcia etapów omijania lub obejścia standardowych procedur operacyjnych (SOP).
Ryzyko i odpowiedzialność: Dalsze użytkowanie nieskalibrowanej lub nieszczelnej zaciskarki stwarza katastrofalne ryzyko wybuchu w terenie.
Ramy decyzyjne: Modernizacja staje się bezwzględnie konieczna, gdy koszty naprawy przekraczają 30% jednostki zamiennej lub gdy przestarzałe części zagrażają zgodności zespołu.
Nieprzewidywalne zachowanie maszyny prowadzi do niespójnej jakości produktu. Ustalenie podstawowej kondycji sprzętu to pierwszy krok. Nie możesz naprawić tego, czego nie zmierzyłeś dokładnie. Sprzęt zawodzi wyjątkowo. Zwykle pozostawia po sobie specyficzny ślad diagnostyczny. Rozbijajmy systematycznie głównych fizycznych winowajców.
Zużyte matryce często powodują nieregularne średnice zaciskania. Degradacja głównego popychacza odgrywa z biegiem czasu główną rolę. Czasami błędna kalibracja mikrometru lub skali cyfrowej powoduje dryf. Weryfikacja wymaga absolutnej precyzji na hali produkcyjnej. Należy używać standardowych wskaźników go/no go. Można także codziennie stosować skalibrowane suwmiarki cyfrowe. Zmierz ostateczne specyfikacje zaciskania w stosunku do dokładnych tolerancji producenta. Odchylenie wynoszące zaledwie 0,1 mm może całkowicie zagrozić uszczelnieniu wysokociśnieniowemu.
Najlepsza praktyka: Trzymaj dedykowany zestaw suwmiarki wzorcowej w pobliżu stanowiska pracy. Używaj tych zacisków wyłącznie do końcowych kontroli jakości. Nie używaj ich do przybliżonych pomiarów gdzie indziej.
Zniszczone uszczelki cylindrów bezpośrednio powodują spadki ciśnienia podczas pracy. Zanieczyszczony olej hydrauliczny poważnie uszkadza wewnętrzne elementy pompy. Awaria silników pomp również drastycznie ogranicza wydajność systemu. Natychmiast zauważysz wyraźne objawy fizyczne. Maszyna nie ma mocy, aby ukończyć pełny cykl. W pobliżu płyty podstawy może być widoczne gromadzenie się płynu. Posłuchaj, czy nie występują nietypowe odgłosy wycia z obudowy pompy.
Częsty błąd: Operatorzy często uzupełniają nieszczelne zbiorniki płynu zamiast naprawiać uszkodzoną uszczelkę. Powoduje to wprowadzenie powietrza i brudu do zamkniętego układu. Szybko przyspiesza awarię pompy.
Wadliwe zawory elektromagnetyczne nieoczekiwanie przerywają cykl operacyjny. Przepalone bezpieczniki natychmiast wyłączają określone funkcje maszyny. Uszkodzone okablowanie pedału nożnego prowadzi do nieprawidłowego włączania prasy. Rozwiązanie wymaga podstawowych protokołów testów elektrycznych. Użyj standardowego multimetru. Napięcie testowe spada systematycznie w całym obwodzie sterującym.
Zaobserwowany objaw |
Główna przyczyna sprzętowa |
Zalecane działanie diagnostyczne |
|---|---|---|
Nierównomierne odkształcenie metalu |
Zużyte lub niedopasowane segmenty matrycy |
Sprawdź matryce pod kątem zatarcia; mierzyć suwmiarką. |
Prasa zatrzymuje się w połowie cyklu |
Omijanie uszczelek cylindrów / Niskie ciśnienie |
Sprawdź poziom płynów; sprawdzić wydajność pompy hydraulicznej. |
Pedał nożny nie reaguje |
Przerwane okablowanie / Wadliwy mikroprzełącznik |
Sprawdź ciągłość obwodu za pomocą multimetru. |
Specyfikacje średnicy dryfującej |
Brak synchronizacji mikrometru lub skali cyfrowej |
Wykonaj ponowną kalibrację przy użyciu fabrycznych parametrów bazowych. |
Wysoka rotacja pracowników często doskonale imituje awarię sprzętu. Brak ścisłego przestrzegania standardowych procedur operacyjnych powoduje identyczne spadki wydajności. Musimy wyizolować błąd ludzki przed zniszczeniem sprzętu przemysłowego. Błędne diagnozowanie błędów operatora jako usterek mechanicznych powoduje marnowanie ogromnej ilości czasu.
Nieprawidłowo nacięte węże stale psują się podczas procesu montażu. Dzieje się tak nawet wtedy, gdy sprzęt działa idealnie. Węże z obniżoną powierzchnią zapobiegają zagryzaniu oplotu przez zęby montażowe. Prześwitujące węże uszkadzają delikatną wewnętrzną warstwę wzmacniającą. Obydwa scenariusze prowadzą do katastrofalnych wybuchów pod presją pola. Za te podstawowe błędy w przygotowaniu technicy często obwiniają prasę.
Niedopasowane matryce powodują natychmiastowe i poważne problemy. Użycie niewłaściwej matrycy dla określonej kombinacji węża i złączki powoduje zmęczenie metalu. Całkowicie zniekształca to dopasowanie. Może również powodować poważne zawiązanie prasy. Operatorzy czasami chwytają najbliższy zestaw matryc zamiast prawidłowego. Ten skrót szybko niszczy drogie materiały. Przed prasowaniem zawsze sprawdzaj tabelę matryc producenta.
Porównaj błędy operacyjne z wiarygodną dokumentacją bezpieczeństwa. Sprawdź wytyczne organizacji takich jak NCDOT lub wewnętrzne działy kontroli jakości. Zanim zamówisz części zamienne, wyklucz błąd ludzki. Wprowadź te codzienne kontrole:
Sprawdź, czy operator wybrał dokładnie zestaw matryc wymagany w tabeli montażu.
Upewnij się, że długość skórki idealnie odpowiada konkretnym wymaganiom dopasowania.
Przed zaciśnięciem upewnij się, że wąż znajduje się na dole w metalowej złączce.
Przed rozpoczęciem cyklu sprawdź wizualnie oznaczenie głębokości wkłucia.
Przejrzyj dziennik codziennych kalibracji mikrometru lub sterownika cyfrowego.
Niezawodna linia montażowa wymaga przewidywalnego i stałego czasu pracy. Zero awarii w terenie z produkowanych węży stanowi ostateczne kryterium sukcesu. Każde przestoje powodują utratę kapitału z działalności. Zrozumienie tych ukrytych kosztów pomaga uzasadnić odpowiednie budżety na konserwację.
Powtarzające się niszczenie drogich węży wysokociśnieniowych zmniejsza Twoje marże zysku. Marnowanie armatury premium podczas niekończących się cykli testowych szybko się sumuje. Pojedynczy nieudany zespół węża wielospiralnego kosztuje setki dolarów. Tych zmarnowanych surowców nie da się odzyskać. Trafiają prosto do kosza na śmieci. Konsekwentna kalibracja zatrzymuje ten kryzys finansowy.
Czas spędzony na ciągłej ponownej kalibracji niesprawnej maszyny negatywnie wpływa na ogólną produktywność. Odciąga wykwalifikowanych techników od zadań montażowych generujących dochód. Zamiast wysyłać gotowe produkty, spędzają godziny na obracaniu kluczy. Bezczynni operatorzy czekający na naprawy sprzętu szybko drenują budżety płacowe. Wydajne maszyny sprawiają, że pracownicy idą do przodu.
Wizualnie akceptowalny zespół węża może nadal dynamicznie zawieść w terenie. Pod dużym obciążeniem słaba uszczelka gwałtownie wybucha. Naraża to firmę na dużą odpowiedzialność. Grozi to niebezpiecznymi wypadkami w terenie dla użytkowników końcowych. Wadliwa konstrukcja z dnia na dzień rujnuje reputację Twojej marki. Zapewnienie jakości zawsze zaczyna się od niezawodnego sprzętu.
Najlepsza praktyka: Natychmiast oznakuj i izoluj każdą maszynę wytwarzającą produkty niezgodne ze specyfikacją. Nigdy nie pozwól operatorom ominąć niesprawnej prasy, aby dotrzymać limitu produkcyjnego. Ryzyko odpowiedzialności zawsze przewyższa korzyści wynikające z harmonogramu krótkoterminowego.
Podjęcie decyzji o remoncie starzejącej się maszyny wymaga starannej logiki. Należy inwestować w nową technologię, jeśli ma to praktyczny sens. Opieramy te ramy wyłącznie na wieku, zużyciu komponentów i zgodności z przepisami bezpieczeństwa. Podjęcie właściwej decyzji zapobiega niekończącym się pętlom napraw.
Naprawiaj dalej, jeśli sprzęt ma mniej niż pięć lat. Napraw to, jeśli problem dotyczy wyłącznie podstawowych części eksploatacyjnych. Części te obejmują uszczelki typu O-ring, specjalne zestawy matryc lub proste przepłukiwania płynem. Kontynuuj naprawę, jeśli koszty stanowią mniej niż 30% ceny zakupu nowego urządzenia. Drobne usterki elektryczne zwykle uzasadniają szybką i niedrogą naprawę. Regularna konserwacja zapobiegawcza znacznie wydłuża żywotność.
Podczas kontroli należy zwrócić uwagę na poważne zarysowania cylindra wewnętrznego. Sprawdź, czy nie ma nieodwracalnego wypaczenia ramy konstrukcyjnej w pobliżu płyt dociskowych. Wady te oznaczają, że konstrukcja urządzenia jest naruszona. Nie można bezpiecznie załatać wypaczonej ramy.
Oryginalne części producentów sprzętu w końcu stają się całkowicie przestarzałe. Czasami wymagają niemożliwie długich terminów realizacji od dostawców zagranicznych. Tygodnie oczekiwania na prosty zawór paraliżują produkcję. Ponadto, jeśli maszyna nie może konsekwentnie utrzymywać kalibracji między zmianami, istnieje ryzyko poważnych naruszeń przepisów. Aktualizacja jest jedyną odpowiedzialną opcją na tym krytycznym etapie.
Częsty błąd: wielokrotna regeneracja uszkodzonego cylindra hydraulicznego. Kiedy na ścianach wewnętrznych pojawią się głębokie rowki, nowe uszczelki zniszczą się niemal natychmiast. Wymiana to jedyne trwałe rozwiązanie.
Jeśli konieczna będzie wymiana, należy dokładnie ocenić nowoczesne funkcje. Zapewnia to długoterminowy zwrot z inwestycji kapitałowej. Nowoczesne prasy oferują znaczną przewagę technologiczną w porównaniu ze starszym sprzętem.
Dopasuj wymaganą siłę zaciskania do swoich codziennych potrzeb. Porównaj tonaż i maksymalną pojemność otwarcia z bieżącymi objętościami. Uwzględnij swoje przewidywane przyszłe kontrakty. Cięższa prasa bez trudu obsługuje węże wielospiralne. Nie pomniejszaj swojego następnego zakupu. Zakup nieco większej pojemności niż obecnie potrzebna pozwala uniknąć przyszłych wąskich gardeł.
Dokładnie oceń kontrolery cyfrowe podczas procesu zakupu. Programowalne sterowniki z łatwością przewyższają tradycyjne mikrometry ręczne. Radykalnie zmniejszają liczbę błędów operatora na ruchliwych halach produkcyjnych. Poprawiają powtarzalność w tysiącach cykli produkcyjnych. Operatorzy po prostu przywołują zapisane przepisy z pamięci cyfrowej. Eliminuje to całkowicie zgadywanie.
Poszukaj zintegrowanych osłon zabezpieczających wokół obszaru matrycy. Zażądaj redundancji zatrzymania awaryjnego na panelu sterowania. Szukaj automatycznych alertów konserwacyjnych w oprogramowaniu operacyjnym. Funkcje te zapewniają zgodność z rygorystycznymi standardami branżowymi procedurami operacyjnymi. Jeśli zastanawiasz się nad aktualizacjami, skontaktuj się z zaufanym partnerem. Możesz z łatwością skontaktuj się z nami , aby omówić idealne rozwiązania dla konkretnych potrzeb Twojego obiektu.
Skuteczne rozwiązywanie problemów wymaga ścisłej ścieżki diagnostycznej. Zacznij od błędów użytkownika i kontroli pomijania. Systematycznie przechodź do testów hydraulicznych i elektrycznych. Zakończyć się praktyczną oceną finansową długoterminowej rentowności jednostki. Nie zgaduj podczas diagnozowania sprzętu do montażu wysokociśnieniowego. Założenia prowadzą do marnowania pieniędzy i utrzymującego się zagrożenia bezpieczeństwa.
Codziennie dokumentuj kody usterek swojej maszyny. Dokładnie oblicz koszty ostatnich przestojów. Natychmiast skonsultuj się ze specjalistą ds. sprzętu. Pomogą określić, czy najbezpieczniejszym rozwiązaniem jest przegląd konserwacyjny lub aktualizacja sprzętu. Przydatne dane zawsze decydują o najlepszych decyzjach dotyczących konserwacji Twojego obiektu.
Odp.: Należy podkreślać regularne odstępy czasu w oparciu o liczbę cykli i standardy kontroli jakości. Zwykle wykonuj tę czynność co miesiąc w przypadku sklepów o dużym wolumenie. Wspieraj ten harmonogram codziennymi kontrolami pierwszej sztuki. Konsekwentna kalibracja zapewnia bezpieczne, powtarzalne montaże i minimalizuje straty materiału.
Odp.: Wskaż na obejście uszczelek cylindra, niski poziom płynu hydraulicznego lub uszkodzony zawór kierunkowy. Są to najbardziej prawdopodobni sprawcy mechaniczni. Sprawdź zbiornik płynu i poszukaj zewnętrznych zbiorników, aby odizolować konkretne źródło wycieku.
O: Tak. Nierównomierne usunięcie gumy zapobiega wgryzaniu się zębów złączki w oplot. To tworzy słaby punkt. Operatorzy często błędnie obwiniają prasę za to zasadnicze niepowodzenie w przygotowaniu.
Odp.: Poszukaj widocznych zatarć lub łuszczącego się chromu na powierzchniach. Głównym wskaźnikiem jest niemożność osiągnięcia średnic specyfikacji. Dzieje się tak nawet wtedy, gdy skok i ciśnienie maszyny są w pełni zweryfikowane.



