بازدید: 0 نویسنده: ویرایشگر سایت زمان انتشار: 2026-07-02 منبع: سایت











خرابی تجهیزات در خطوط مونتاژ هیدرولیک به طور مستقیم بر برنامه های تولید تأثیر می گذارد. باعث اتلاف مواد گران قیمت فورا می شود. توقف های برنامه ریزی نشده همچنین مسئولیت های ایمنی شدیدی را برای کاربران نهایی ایجاد می کند. یک خط مونتاژ متوقف شده به شدت به حاشیه سود می خورد. مشخص کردن علت دقیق شکست چین خوردگی نیاز به تمرکز شدید دارد. شما باید خطای اپراتور را از تخریب مکانیکی به طور دقیق جدا کنید. تعویض کورکورانه قطعات به ندرت مشکل اصلی را حل می کند. این فقط بودجه تعمیر و نگهداری شما را بیشتر تخلیه می کند.
این راهنما یک رویکرد سیستماتیک ارائه می دهد. ما به شما نشان می دهیم که چگونه خود را تشخیص دهید دستگاه بستن شلنگ به طور موثر. ما گام به گام حل عیوب عملیاتی سرسخت را پوشش می دهیم. تکنیک های عملی عیب یابی سیستم های الکتریکی و هیدرولیک را یاد خواهید گرفت. ما همچنین ارزیابی می کنیم که یک شکست سیستمیک جایگزینی کامل واحد را توجیه می کند. داده های عملی بهترین تصمیمات نگهداری را هدایت می کند. با پیروی از این اصول اصلی می توانید کیفیت قابل پیش بینی محصول را بازیابی کنید.
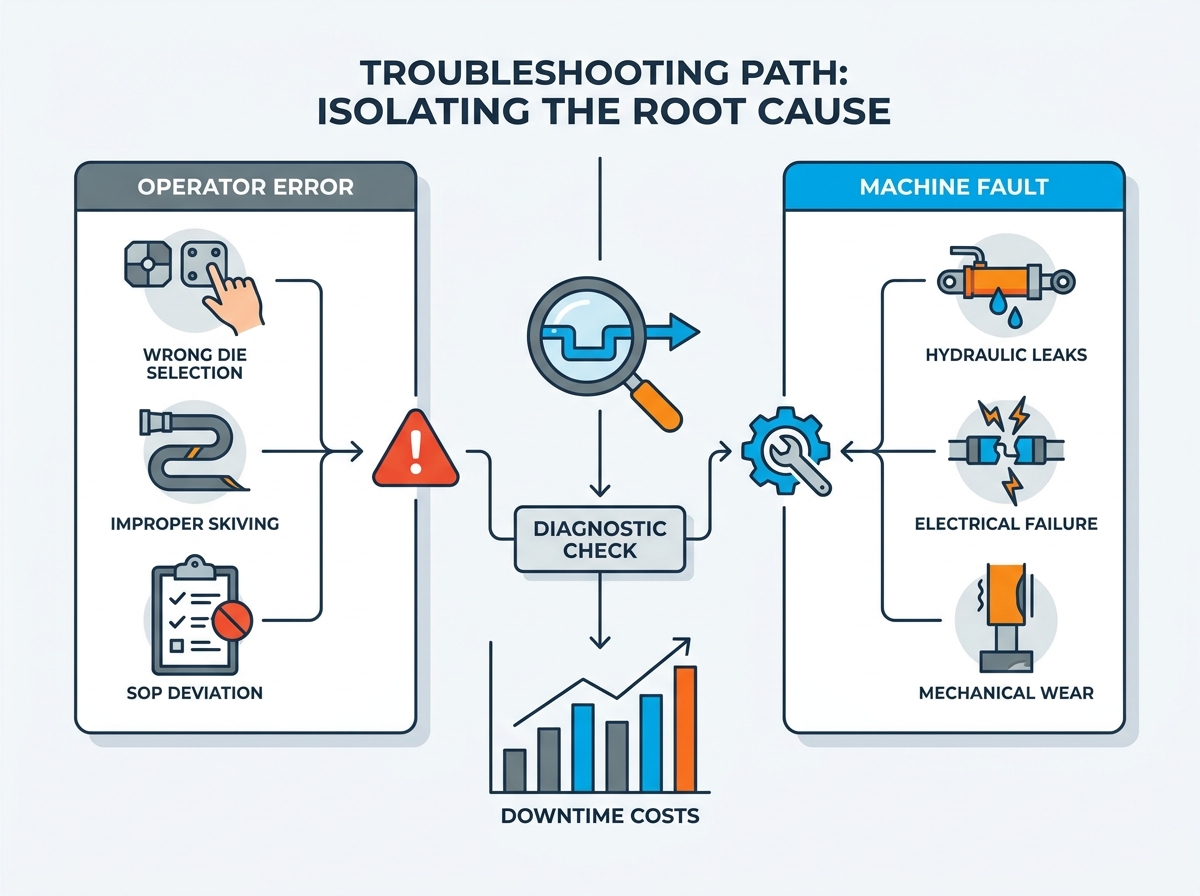
جداسازی علائم: ردیابی دقیق عیوب (مثلاً افت فشار، پیچهای نامنظم) تا منشا الکتریکی، هیدرولیکی یا مکانیکی زمان تشخیص را کاهش میدهد.
کاربر در مقابل ماشین: بسیاری از خرابیهای درک شده دستگاه ناشی از انتخاب نامناسب قالب، نادیده گرفته شدن مراحل skiing یا دور زدن در روشهای عملیاتی استاندارد (SOPs) است.
ریسک و مسئولیت: ادامه به کارکردن یک crimper بدون کالیبره یا نشت، خطرات انفجار فاجعه بار را در این زمینه ایجاد می کند.
چارچوب تصمیم: زمانی که هزینه های تعمیر از 30 درصد واحد جایگزینی فراتر رود یا زمانی که قطعات منسوخ انطباق مونتاژ را به خطر می اندازند، به روز رسانی به شدت ضروری می شود.
رفتار غیرقابل پیش بینی ماشین منجر به ناسازگاری کیفیت محصول می شود. ایجاد یک خط پایه سلامت سخت افزار اولین قدم شما را نشان می دهد. شما نمی توانید آنچه را که اندازه گیری نمی کنید درست کنید. سخت افزار به طور منحصر به فردی از کار می افتد. معمولاً یک دنباله تشخیصی خاص را پشت سر می گذارد. بیایید به طور سیستماتیک مقصران فیزیکی اولیه را بشکنیم.
قالب های فرسوده اغلب باعث ایجاد قطرهای چین دار نامنظم می شوند. تخریب Master pusher در طول زمان نقش مهمی ایفا می کند. گاهی اوقات، کالیبراسیون نادرست میکرومتر یا مقیاس دیجیتال باعث ایجاد رانش می شود. تأیید نیاز به دقت مطلق در طبقه مغازه دارد. شما باید از گیج های استاندارد go/no-go استفاده کنید. همچنین می توانید روزانه کالیبرهای دیجیتال کالیبره شده را به کار ببرید. مشخصات چین خوردگی نهایی را در برابر تحمل دقیق سازنده اندازه گیری کنید. انحراف فقط 0.1 میلی متر می تواند آب بندی فشار بالا را به طور کامل به خطر بیندازد.
بهترین تمرین: یک مجموعه اختصاصی از کالیپرهای اصلی را در نزدیکی ایستگاه کاری نگه دارید. از این کولیس ها فقط برای بررسی های نهایی QA استفاده کنید. از آنها برای اندازه گیری های خشن در جای دیگر استفاده نکنید.
سیل سیلندرهای تخریب شده مستقیماً باعث افت فشار در حین کار می شود. روغن هیدرولیک آلوده به قطعات داخلی پمپ آسیب جدی وارد می کند. خرابی موتورهای پمپ نیز ظرفیت خروجی سیستم را به شدت محدود می کند. بلافاصله علائم فیزیکی مشخصی را متوجه خواهید شد. دستگاه فاقد قدرت تکمیل یک چرخه کامل است. ممکن است سیال قابل مشاهده را در نزدیکی صفحه پایه مشاهده کنید. به صداهای ناهنجار غیرعادی از محفظه پمپ گوش دهید.
اشتباه رایج: اپراتورها اغلب به جای تعمیر سیل شکسته، مخازن مایع نشتی را پر می کنند. این کار هوا و خاک را وارد سیستم بسته می کند. خرابی پمپ را به سرعت تسریع می کند.
شیرهای برقی معیوب چرخه عملیاتی را به طور غیرمنتظره ای قطع می کنند. فیوزهای سوخته فوراً عملکردهای خاص دستگاه را خاموش می کنند. سیم کشی پدال پا به خطر افتاده منجر به درگیری نامنظم پرس می شود. وضوح نیاز به پروتکل های آزمایش الکتریکی اولیه دارد. از یک مولتی متر استاندارد استفاده کنید. ولتاژ تست در کل مدار کنترل به طور سیستماتیک کاهش می یابد.
علامت مشاهده شده |
علت اصلی سخت افزار |
اقدام تشخیصی توصیه شده |
|---|---|---|
تغییر شکل ناهموار فلز |
قطعات قالب فرسوده یا نامتناسب |
بازرسی می میرد برای گال. با کولیس اندازه گیری کنید |
غرفه های پرس در اواسط چرخه |
دور زدن سیل سیلندر / فشار کم |
سطح مایع را بررسی کنید. تست خروجی پمپ هیدرولیک |
پدال پا پاسخ نمی دهد |
سیم کشی خراب / میکروسوئیچ معیوب |
تست تداوم مدار با مولتی متر |
مشخصات قطر دریفت |
میکرومتر یا ترازو دیجیتال هماهنگ نیست |
کالیبراسیون مجدد با استفاده از پارامترهای پایه کارخانه. |
جابجایی بالای کارکنان اغلب به طور کامل از خرابی سخت افزار تقلید می کند. عدم رعایت دقیق رویه های عملیاتی استاندارد باعث کاهش عملکرد یکسان می شود. قبل از تخریب تجهیزات صنعتی باید خطای انسانی را جدا کنیم. تشخیص اشتباه اشتباهات اپراتور به عنوان عیوب مکانیکی، زمان زیادی را هدر می دهد.
شیلنگ هایی که به طور نامناسب اسکیت شده اند در طول فرآیند مونتاژ به طور مداوم خراب می شوند. این اتفاق می افتد حتی اگر سخت افزار به خوبی کار کند. شیلنگهای کمتر از دندانههای متصل به قیطان سیمی گاز میگیرند. شیلنگ های بیش از حد به لایه تقویت کننده داخلی ظریف آسیب می رسانند. هر دو سناریو منجر به انفجارهای فاجعه آمیز تحت فشار میدانی می شود. تکنسین ها اغلب مطبوعات را مقصر این اشتباهات اساسی آماده سازی می دانند.
قالب های نامتناسب باعث ایجاد مشکلات فوری و شدید می شود. استفاده از قالب نامناسب برای ترکیب شیلنگ و اتصالات خاص باعث خستگی فلز می شود. این اتصالات را به طور کامل مخدوش می کند. همچنین می تواند باعث چسبندگی شدید پرس شود. اپراتورها گاهی اوقات به جای مجموعه درست، نزدیکترین مجموعه قالب را می گیرند. این میانبر مواد گران قیمت را به سرعت از بین می برد. همیشه قبل از فشار دادن نمودار قالب سازنده را بررسی کنید.
ارجاع متقابل خرابی های عملیاتی با اسناد ایمنی معتبر. دستورالعملهای سازمانهایی مانند NCDOT یا بخشهای داخلی QA را بررسی کنید. قبل از سفارش قطعات جایگزین خطای انسانی را رد کنید. این بررسی های روزانه را اجرا کنید:
بررسی کنید که اپراتور مجموعه قالب دقیق مورد نیاز در نمودار مونتاژ را انتخاب کرده است.
تأیید کنید که طول اسکی با الزامات اتصالات خاص کاملاً مطابقت دارد.
قبل از فشار دادن، اطمینان حاصل کنید که شلنگ در داخل اتصالات فلزی قرار گرفته است.
قبل از شروع چرخه، علامت عمق درج را به صورت بصری بررسی کنید.
گزارش کالیبراسیون روزانه میکرومتر یا کنترلر دیجیتال را مرور کنید.
یک خط مونتاژ قابل اعتماد به زمان کارکرد قابل پیش بینی و ثابت نیاز دارد. شکست میدانی صفر از شیلنگ های ساخته شده، معیار نهایی موفقیت را نشان می دهد. هر توقفی سرمایه را از عمل خارج می کند. درک این هزینه های پنهان به توجیه بودجه های نگهداری مناسب کمک می کند.
از بین بردن مکرر شیلنگ های پرفشار گران قیمت، حاشیه سود شما را از بین می برد. هدر دادن اتصالات ممتاز در طول چرخه های آزمایش بی پایان به سرعت افزایش می یابد. یک مجموعه شیلنگ چند مارپیچ خراب صدها دلار هزینه دارد. شما نمی توانید این مواد خام هدر رفته را بازیابی کنید. آنها مستقیماً به سطل زباله می روند. کالیبراسیون مداوم این خونریزی مالی را متوقف می کند.
زمان صرف شده برای کالیبراسیون مجدد یک ماشین خراب به بهره وری کلی آسیب می رساند. این تکنسین های ماهر شما را از وظایف مونتاژ درآمدزا دور می کند. آنها ساعت ها به جای ارسال محصولات نهایی، آچار می چرخانند. اپراتورهای بیکار که منتظر تعمیر تجهیزات هستند، بودجه حقوق و دستمزد را به سرعت تخلیه می کنند. ماشین آلات کارآمد نیروی کار را به جلو نگه می دارد.
یک مجموعه شیلنگ بصری قابل قبول همچنان می تواند به صورت پویا در میدان خراب شود. تحت بار زیاد، مهر و موم ضعیف به شدت منفجر می شود. این امر کسب و کار را در معرض مسئولیت سنگین قرار می دهد. این خطر حوادث خطرناک میدانی را برای کاربران نهایی به همراه دارد. ساخت و ساز معیوب یک شبه اعتبار برند شما را از بین می برد. تضمین کیفیت همیشه با تجهیزات قابل اعتماد شروع می شود.
بهترین روش: هر ماشینی را که محصولاتی خارج از مشخصات تولید می کند، برچسب بزنید و فوراً ایزوله کنید. هرگز اجازه ندهید که اپراتورها برای دستیابی به سهمیه تولید، از یک پرس شکست خورده دور بزنند. ریسک بدهی همیشه بیشتر از سود برنامه کوتاه مدت است.
تصمیم گیری در مورد تعمیرات اساسی یک ماشین قدیمی نیاز به منطق دقیق دارد. شما باید روی فناوری جدید سرمایه گذاری کنید که منطقی باشد. ما این چارچوب را دقیقاً بر اساس سن، سایش قطعات و رعایت ایمنی پایه گذاری می کنیم. برقراری تماس صحیح از حلقه های تعمیر بی پایان جلوگیری می کند.
اگر تجهیزات کمتر از پنج سال است به تعمیر ادامه دهید. اگر مشکل به شدت به قطعات مصرفی اصلی منزوی شده است، آن را برطرف کنید. این قطعات شامل مهر و موم حلقه های O-Ring، مجموعه های قالب خاص، یا شستشوی مایعات ساده است. اگر هزینه ها کمتر از 30 درصد قیمت خرید واحد جدید باشد، تعمیرات را ادامه دهید. خطاهای الکتریکی جزئی معمولاً تعمیر سریع و ارزان را توجیه می کند. نگهداری پیشگیرانه منظم طول عمر مفید را به میزان قابل توجهی افزایش می دهد.
در طول بازرسی به دنبال نمره گذاری شدید سیلندر داخلی باشید. تاب برداشتن ساختاری غیرقابل برگشت در نزدیکی صفحات پرس را بررسی کنید. این عیوب به این معنی است که دستگاه از نظر ساختاری آسیب دیده است. شما نمی توانید یک قاب تاب خورده را با خیال راحت وصله کنید.
قطعات اصلی سازنده تجهیزات در نهایت کاملاً منسوخ می شوند. گاهی اوقات آنها به زمان های بسیار طولانی از تامین کنندگان خارج از کشور نیاز دارند. هفته ها انتظار برای تولید فلج دریچه ساده. بهعلاوه، اگر دستگاه نتواند بهطور مداوم کالیبراسیون را بین شیفتها انجام دهد، خطر نقض جدی انطباق را در پی دارد. ارتقا تنها گزینه مسئول در این مرحله حساس است.
اشتباه رایج: چندین بار بازسازی یک سیلندر هیدرولیک نمره گذاری شده. هنگامی که دیوارهای داخلی گودهای عمیق را حفظ می کنند، مهر و موم های جدید تقریباً فوراً خرد می شوند. تعویض تنها راه حل بادوام است.
اگر تعویض ضروری شد، باید ویژگی های مدرن را به دقت ارزیابی کنید. این امر بازدهی طولانی مدت سرمایه شما را تضمین می کند. پرس های مدرن مزایای تکنولوژیکی قابل توجهی را نسبت به سخت افزار قدیمی ارائه می دهند.
نیروی چین دار مورد نیاز را با نیازهای روزانه خود تطبیق دهید. تناژ و حداکثر ظرفیت بازشو را با حجم فعلی مقایسه کنید. قراردادهای آینده پیش بینی شده خود را فاکتور بگیرید. یک پرس سنگین تر، شیلنگ های چند مارپیچی را بدون زحمت کنترل می کند. خرید بعدی خود را کم حجم نکنید. خرید ظرفیت کمی بیشتر از آنچه در حال حاضر نیاز دارید از تنگناهای آینده جلوگیری می کند.
کنترلرهای دیجیتال را به طور کامل در طول فرآیند خرید ارزیابی کنید. کنترل کننده های قابل برنامه ریزی به راحتی از میکرومترهای دستی سنتی بهتر عمل می کنند. آنها خطای اپراتور را در طبقات تولیدی شلوغ به شدت کاهش می دهند. آنها تکرارپذیری را در هزاران چرخه تولید بهبود می بخشند. اپراتورها به سادگی دستور العمل های ذخیره شده را از حافظه دیجیتال به یاد می آورند. این حدس و گمان را به کلی حذف می کند.
به دنبال محافظ های ایمنی یکپارچه در اطراف منطقه قالب باشید. در کنترل پنل، موارد اضافی توقف اضطراری را درخواست کنید. هشدارهای تعمیر و نگهداری خودکار را در نرم افزار عامل جستجو کنید. این ویژگی ها تبعیت از رویه های عملیاتی استاندارد صنعت را تضمین می کند. اگر در حال بررسی ارتقاء هستید، با یک شریک قابل اعتماد تماس بگیرید. شما به راحتی می توانید با ما تماس بگیرید . برای بحث در مورد راه حل های ایده آل برای نیازهای تسهیلات خاص خود
عیب یابی موثر نیاز به یک مسیر تشخیصی دقیق دارد. از خطای کاربر و بررسی های skiving شروع کنید. به طور سیستماتیک به سمت آزمایش هیدرولیک و الکتریکی حرکت کنید. به ارزیابی مالی عملی از دوام بلندمدت واحد ختم شود. هنگام تشخیص تجهیزات مونتاژ فشار بالا حدس نزنید. فرضیات منجر به هدر رفتن پول و خطرات ایمنی طولانی مدت می شود.
کدهای خطای دستگاه خود را روزانه مستند کنید. هزینه های خرابی اخیر خود را به دقت محاسبه کنید. فوراً با یک متخصص تجهیزات مشورت کنید. آنها به تعیین اینکه آیا تعمیرات اساسی تعمیر و نگهداری یا ارتقاء سخت افزار امن ترین مسیر آینده است کمک خواهند کرد. داده های عملی همیشه بهترین تصمیمات تعمیر و نگهداری را برای تاسیسات شما هدایت می کند.
A: بر فواصل منظم بر اساس تعداد چرخه و استانداردهای QA تاکید کنید. به طور معمول، این کار را به صورت ماهانه برای فروشگاه های با حجم بالا انجام دهید. با بازرسی های روزانه از این برنامه حمایت کنید. کالیبراسیون ثابت، مونتاژهای ایمن و قابل تکرار را تضمین می کند و ضایعات مواد را به حداقل می رساند.
A: به سیل سیلندر دور زدن، مایع هیدرولیک کم، یا خرابی شیر جهت اشاره کنید. اینها نشان دهنده محتمل ترین مقصران مکانیکی هستند. مخزن سیال را بازرسی کنید و به دنبال ادغام خارجی باشید تا منبع نشتی خاص را جدا کنید.
ج: بله. حذف لاستیک ناهموار از گاز گرفتن دندانه های اتصال به قیطان سیمی جلوگیری می کند. این یک نقطه ضعف ایجاد می کند. اپراتورها اغلب به اشتباه مطبوعات را مسئول این شکست اساسی آماده سازی می دانند.
پاسخ: روی سطوح به دنبال زرد شدن یا پوسته پوسته شدن کروم باشید. یک شاخص اصلی عدم توانایی در دستیابی به قطرهای مشخصات است. این حتی زمانی اتفاق می افتد که ضربه و فشار دستگاه به طور کامل تأیید شود.



