Aantal keren bekeken: 0 Auteur: Site-editor Publicatietijd: 02-07-2026 Herkomst: Locatie











Stilstand van apparatuur in hydraulische assemblagelijnen heeft een directe invloed op de productieschema's. Het veroorzaakt direct duur materiaalafval. Ongeplande stopzettingen brengen ook ernstige veiligheidsaansprakelijkheid met zich mee voor eindgebruikers. Een vastgelopen lopende band tast op agressieve wijze de winstmarges aan. Het vaststellen van de exacte oorzaak van een krimpfout vereist een intensieve focus. U moet bedieningsfouten nauwkeurig scheiden van mechanische degradatie. Het blindelings vervangen van onderdelen lost zelden het kernprobleem op. Het put uw onderhoudsbudget alleen maar verder uit.
Deze gids biedt een systematische aanpak. Wij laten u zien hoe u een diagnose kunt stellen slang krimpmachine efficiënt. Het oplossen van hardnekkige bedrijfsstoringen behandelen wij stap voor stap. Je leert praktische probleemoplossingstechnieken voor elektrische en hydraulische systemen. We evalueren ook wanneer een systeemstoring het vervangen van de gehele unit rechtvaardigt. Bruikbare gegevens vormen de basis voor de beste onderhoudsbeslissingen. U kunt de voorspelbare productkwaliteit herstellen door deze kernprincipes te volgen.
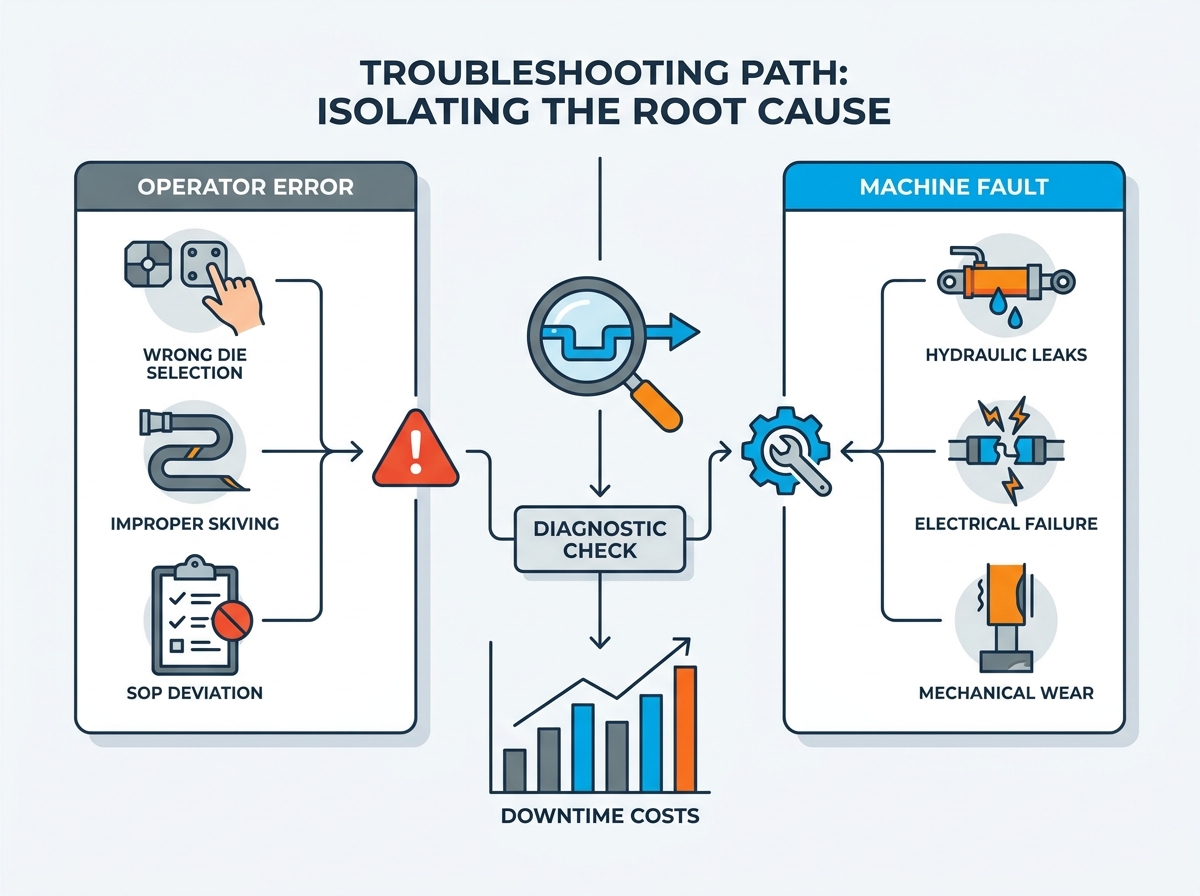
Symptoomisolatie: Het nauwkeurig traceren van fouten (bijvoorbeeld drukval, onregelmatige krimpingen) naar elektrische, hydraulische of mechanische oorzaken verkort de diagnosetijd.
Gebruiker versus machine: Veel waargenomen machinestoringen komen voort uit een onjuiste matrijsselectie, het overslaan van skiving-stappen of het omzeilen van standaard operationele procedures (SOP's).
Risico en aansprakelijkheid: Als u een niet-gekalibreerde of lekkende crimper blijft gebruiken, leidt dit tot catastrofale risico's op uitbarstingen in het veld.
Beslissingskader: Upgraden wordt strikt noodzakelijk wanneer de reparatiekosten hoger zijn dan 30% van een vervangend apparaat of wanneer verouderde onderdelen de naleving van de montage in gevaar brengen.
Onvoorspelbaar machinegedrag leidt tot inconsistente productkwaliteit. Het vaststellen van een basislijn voor de hardwarestatus is uw allereerste stap. Wat je niet nauwkeurig meet, kun je niet repareren. Hardware faalt uniek. Het laat meestal een specifiek diagnostisch spoor achter. Laten we de belangrijkste fysieke boosdoeners systematisch opsplitsen.
Versleten matrijzen veroorzaken vaak onregelmatige krimpdiameters. Degradatie van master pushers speelt in de loop van de tijd een grote rol. Soms zorgt een verkeerde kalibratie van een micrometer of digitale schaal voor de afwijking. Verificatie vereist absolute precisie op de werkvloer. U moet standaard go/no-go-meters gebruiken. U kunt ook dagelijks gekalibreerde digitale schuifmaat inzetten. Meet de uiteindelijke krimpspecificaties tegen de exacte toleranties van de fabrikant. Een afwijking van slechts 0,1 mm kan een hogedrukafdichting volledig in gevaar brengen.
Beste praktijk: Bewaar een speciale set hoofdremklauwen in de buurt van het werkstation. Gebruik deze remklauwen alleen voor de laatste QA-controles. Gebruik ze niet voor ruwe metingen elders.
Verslechterde cilinderafdichtingen veroorzaken direct drukval tijdens bedrijf. Vervuilde hydraulische olie beschadigt de interne pomponderdelen ernstig. Falende pompmotoren beperken ook de uitgangscapaciteit van het systeem drastisch. U zult onmiddellijk duidelijke lichamelijke symptomen opmerken. De machine heeft niet het vermogen om een volledige cyclus te voltooien. Mogelijk ziet u zichtbare vloeistofophopingen in de buurt van de basisplaat. Luister naar abnormale zeurende geluiden uit het pomphuis.
Veelgemaakte fout: Operators vullen lekkende vloeistofreservoirs vaak bij in plaats van de kapotte verzegeling te repareren. Hierdoor komen lucht en vuil in het gesloten systeem. Het versnelt pompstoringen snel.
Defecte magneetkleppen onderbreken onverwacht de bedrijfscyclus. Doorgebrande zekeringen schakelen bepaalde machinefuncties onmiddellijk uit. Gecompromitteerde voetpedaalbedrading leidt tot onregelmatige drukinschakeling. Voor de resolutie zijn basisprotocollen voor elektrische tests vereist. Gebruik een standaard multimeter. Test systematisch de spanningsdalingen over het gehele stuurcircuit.
Waargenomen symptoom |
Primaire hardwareoorzaak |
Aanbevolen diagnostische actie |
|---|---|---|
Ongelijkmatige metaalvervorming |
Versleten of niet-overeenkomende matrijssegmenten |
Inspecteer de matrijzen op vreten; meten met schuifmaat. |
De pers stopt halverwege de cyclus |
Cilinderafdichtingen omzeilen / Lage druk |
Controleer de vloeistofniveaus; test de opbrengst van de hydraulische pomp. |
Voetpedaal reageert niet |
Kapotte bedrading/defecte microschakelaar |
Test de continuïteit van het circuit met een multimeter. |
Specificaties voor afwijkende diameter |
Micrometer of digitale weegschaal niet gesynchroniseerd |
Kalibreer opnieuw met behulp van fabrieksbasislijnparameters. |
Een hoog personeelsverloop bootst hardwarefouten vaak perfect na. Het gebrek aan strikte naleving van standaardprocedures veroorzaakt identieke prestatiedalingen. We moeten menselijke fouten isoleren voordat we industriële apparatuur afbreken. Het verkeerd diagnosticeren van bedieningsfouten als mechanische fouten verspilt enorme hoeveelheden tijd.
Onjuist afgeschaafde slangen gaan tijdens het assemblageproces regelmatig kapot. Dit gebeurt zelfs als de hardware perfect functioneert. Ondergeschoren slangen voorkomen dat de passende tanden in de draadvlecht bijten. Overmatig afgeschaafde slangen beschadigen de kwetsbare binnenste verstevigingslaag. Beide scenario's leiden tot catastrofale uitbarstingen onder velddruk. Technici geven de pers vaak de schuld van deze fundamentele voorbereidingsfouten.
Niet-overeenkomende matrijzen veroorzaken onmiddellijke en ernstige problemen. Het gebruik van de verkeerde matrijs voor een specifieke combinatie van slang en fitting veroorzaakt metaalmoeheid. Het vervormt de fitting volledig. Het kan ook ernstige persbinding veroorzaken. Operators pakken soms de dichtstbijzijnde set dobbelstenen in plaats van de juiste. Deze kortere weg vernietigt dure materialen snel. Controleer altijd de matrijstabel van de fabrikant voordat u gaat persen.
Vergelijk operationele storingen met gezaghebbende veiligheidsdocumentatie. Controleer richtlijnen van organisaties zoals NCDOT of interne QA-afdelingen. Sluit menselijke fouten uit voordat u vervangende onderdelen bestelt. Voer deze dagelijkse controles uit:
Controleer of de operator de exacte matrijsset heeft geselecteerd die vereist is in de montagetabel.
Controleer of de snijlengte perfect overeenkomt met de specifieke montagevereisten.
Zorg ervoor dat de slang helemaal in de metalen fitting zit voordat u deze indrukt.
Controleer de insteekdieptemarkering visueel voordat u de cyclus start.
Bekijk het dagelijkse kalibratielogboek voor de micrometer of digitale controller.
Een betrouwbare assemblagelijn vereist een voorspelbare, stabiele uptime. Geen veldfouten bij gefabriceerde slangen vertegenwoordigen de ultieme succescriteria. Elke stopzetting onttrekt kapitaal aan de operatie. Als u deze verborgen kosten begrijpt, kunt u goede onderhoudsbudgetten rechtvaardigen.
Het herhaaldelijk vernietigen van dure hogedrukslangen tast uw winstmarges aan. Het verspillen van premium fittingen tijdens eindeloze testcycli loopt snel op. Een enkele mislukte slang met meerdere spiralen kost honderden dollars. Deze verspilde grondstoffen kun je niet terugwinnen. Ze gaan rechtstreeks de prullenbak in. Consistente kalibratie stopt deze financiële bloeding.
De tijd die wordt besteed aan het voortdurend opnieuw kalibreren van een falende machine is schadelijk voor de algehele productiviteit. Het zorgt ervoor dat uw bekwame technici zich niet langer bezig houden met inkomstengenererende assemblagetaken. Ze besteden uren aan het draaien van sleutels in plaats van het verzenden van eindproducten. Inactieve operators die wachten op reparaties aan apparatuur, belasten de loonbudgetten snel. Efficiënte machines houden het personeel vooruit.
Een visueel acceptabele slangassemblage kan in het veld nog steeds dynamisch falen. Bij hoge belasting blaast een zwakke afdichting met geweld uit. Dit stelt het bedrijf bloot aan zware aansprakelijkheid. Het riskeert gevaarlijke veldongevallen voor eindgebruikers. Een gebrekkige constructie ruïneert uw merkreputatie van de ene op de andere dag. Kwaliteitsborging begint altijd met betrouwbare apparatuur.
Beste praktijk: Markeer en isoleer elke machine die producten produceert die niet aan de specificaties voldoen, onmiddellijk. Laat operators nooit een falende pers omzeilen om aan een productiequotum te voldoen. Het aansprakelijkheidsrisico weegt altijd zwaarder dan de planningswinst op de korte termijn.
Beslissen of een verouderde machine moet worden gereviseerd, vereist zorgvuldige logica. U moet investeren in nieuwe technologie als deze praktisch zinvol is. We baseren dit raamwerk strikt op leeftijd, slijtage van componenten en naleving van de veiligheidsvoorschriften. Door de juiste beslissing te nemen, voorkomt u eindeloze reparatielussen.
Blijf repareren als de apparatuur minder dan vijf jaar oud is. Los het probleem op als het probleem zich uitsluitend beperkt tot de basisverbruiksonderdelen. Deze onderdelen omvatten O-ringafdichtingen, specifieke matrijzensets of eenvoudige vloeistofspoelingen. Ga door met reparaties als de kosten minder dan 30% van de aankoopprijs van een nieuw apparaat bedragen. Kleine elektrische storingen rechtvaardigen meestal een snelle, goedkope reparatie. Regelmatig preventief onderhoud verlengt de levensvatbare levensduur aanzienlijk.
Let tijdens inspecties op ernstige interne cilinderscores. Controleer op onomkeerbare kromtrekken van het structurele frame nabij de persplaten. Deze defecten betekenen dat het apparaat structureel beschadigd is. Je kunt een kromgetrokken frame niet veilig repareren.
Onderdelen van originele apparatuurfabrikanten raken uiteindelijk volledig verouderd. Soms vereisen ze onmogelijk lange doorlooptijden van buitenlandse leveranciers. Wekenlang wachten op een eenvoudige klep verlamt de productie. Als de machine bovendien niet consistent de kalibratie tussen ploegendiensten kan uitvoeren, riskeert dit ernstige schendingen van de naleving. Upgraden is in deze kritieke fase de enige verantwoorde optie.
Veelgemaakte fout: een gescoorde hydraulische cilinder meerdere keren opnieuw opbouwen. Zodra de binnenmuren diepe groeven vertonen, zullen nieuwe afdichtingen vrijwel onmiddellijk versnipperen. Vervanging is de enige duurzame oplossing.
Als vervanging noodzakelijk wordt, moet u de moderne functies zorgvuldig evalueren. Hierdoor bent u verzekerd van een langdurig rendement op uw kapitaalinvestering. Moderne persen bieden aanzienlijke technologische voordelen ten opzichte van oudere hardware.
Stem de benodigde krimpkracht af op uw dagelijkse behoeften. Vergelijk tonnage en maximale openingscapaciteit met de huidige volumes. Houd rekening met uw verwachte toekomstige contracten. Een zwaardere pers verwerkt moeiteloos multi-spiraalslangen. Ondermaat uw volgende aankoop niet. Door iets meer capaciteit in te kopen dan u nu nodig heeft, voorkomt u toekomstige knelpunten.
Evalueer digitale controllers grondig tijdens het aankoopproces. Programmeerbare controllers presteren gemakkelijk beter dan traditionele handmatige micrometers. Ze verminderen de bedieningsfouten drastisch op drukke productievloeren. Ze verbeteren de herhaalbaarheid over duizenden productiecycli. Operators kunnen eenvoudig opgeslagen recepten uit het digitale geheugen oproepen. Dit elimineert giswerk volledig.
Zoek naar geïntegreerde veiligheidsvoorzieningen rond het matrijsgebied. Vraag om noodstopredundanties op het bedieningspaneel. Zoek naar geautomatiseerde onderhoudswaarschuwingen in de besturingssoftware. Deze kenmerken garanderen de naleving van strikte operationele standaardprocedures in de industrie. Als u upgrades onderzoekt, neem dan contact op met een vertrouwde partner. Dat kan gemakkelijk Neem contact met ons op om de ideale oplossingen voor uw specifieke facilitaire behoeften te bespreken.
Effectieve probleemoplossing vereist een strikt diagnostisch pad. Begin met gebruikersfouten en skiving-controles. Ga systematisch over op hydraulische en elektrische testen. Uitmonden in een praktische financiële beoordeling van de levensvatbaarheid van de eenheid op de lange termijn. Gok niet bij het diagnosticeren van hogedrukmontageapparatuur. Aannames leiden tot geldverspilling en aanhoudende veiligheidsrisico's.
Documenteer dagelijks de foutcodes van uw machine. Bereken nauwkeurig uw recente downtimekosten. Raadpleeg onmiddellijk een apparatuurspecialist. Ze helpen bepalen of een onderhoudsrevisie of een hardware-upgrade de veiligste weg voorwaarts is. Bruikbare gegevens vormen altijd de basis voor de beste onderhoudsbeslissingen voor uw faciliteit.
A: Benadruk regelmatige intervallen op basis van het aantal cycli en QA-normen. Voer dit doorgaans maandelijks uit voor winkels met een groot volume. Ondersteun dit schema met dagelijkse inspecties van het eerste stuk. Consistente kalibratie zorgt voor veilige, herhaalbare assemblages en minimaliseert materiaalverspilling.
A: Wijs op het omzeilen van cilinderafdichtingen, een laag hydraulisch vloeistofniveau of een defecte richtingsklep. Dit zijn de meest waarschijnlijke mechanische boosdoeners. Inspecteer het vloeistofreservoir en zoek naar externe plassen om de specifieke lekbron te isoleren.
EEN: Ja. Ongelijkmatige verwijdering van het rubber voorkomt dat de tanden van de fitting in de draadvlecht bijten. Hierdoor ontstaat een zwak punt. Operators geven vaak ten onrechte de pers de schuld van deze fundamentele mislukte voorbereiding.
A: Let op zichtbaar vretend of afbladderend chroom op de oppervlakken. Een belangrijke indicator is het onvermogen om gespecificeerde diameters te bereiken. Dit gebeurt zelfs als de slag en druk van de machine volledig zijn geverifieerd.



