Ogledi: 0 Avtor: Urednik mesta Čas objave: 2026-07-02 Izvor: Spletno mesto











Izpadi opreme na hidravličnih montažnih linijah neposredno vplivajo na proizvodne načrte. Takoj povzroča drage materialne odpadke. Nenačrtovane zaustavitve povzročajo tudi resne varnostne obveznosti za končne uporabnike. Zaustavljen tekoči trak agresivno nažira stopnje dobička. Določitev točnega vzroka okvare stiskanja zahteva intenzivno osredotočenost. Napako operaterja morate natančno ločiti od mehanske degradacije. Zamenjava delov na slepo le redko reši temeljno težavo. Samo še dodatno izprazni vaš proračun za vzdrževanje.
Ta vodnik ponuja sistematičen pristop. Pokažemo vam, kako diagnosticirati vaš stroj za stiskanje cevi učinkovito. Pokrivamo odpravljanje trdovratnih napak pri delovanju po korakih. Naučili se boste praktičnih tehnik odpravljanja težav z električnimi in hidravličnimi sistemi. Ocenjujemo tudi, kdaj sistemska okvara opravičuje popolno zamenjavo celotne enote. Podatki, ki jih je treba uporabiti, vodijo najboljše odločitve o vzdrževanju. Z upoštevanjem teh temeljnih načel lahko obnovite predvidljivo kakovost izdelka.
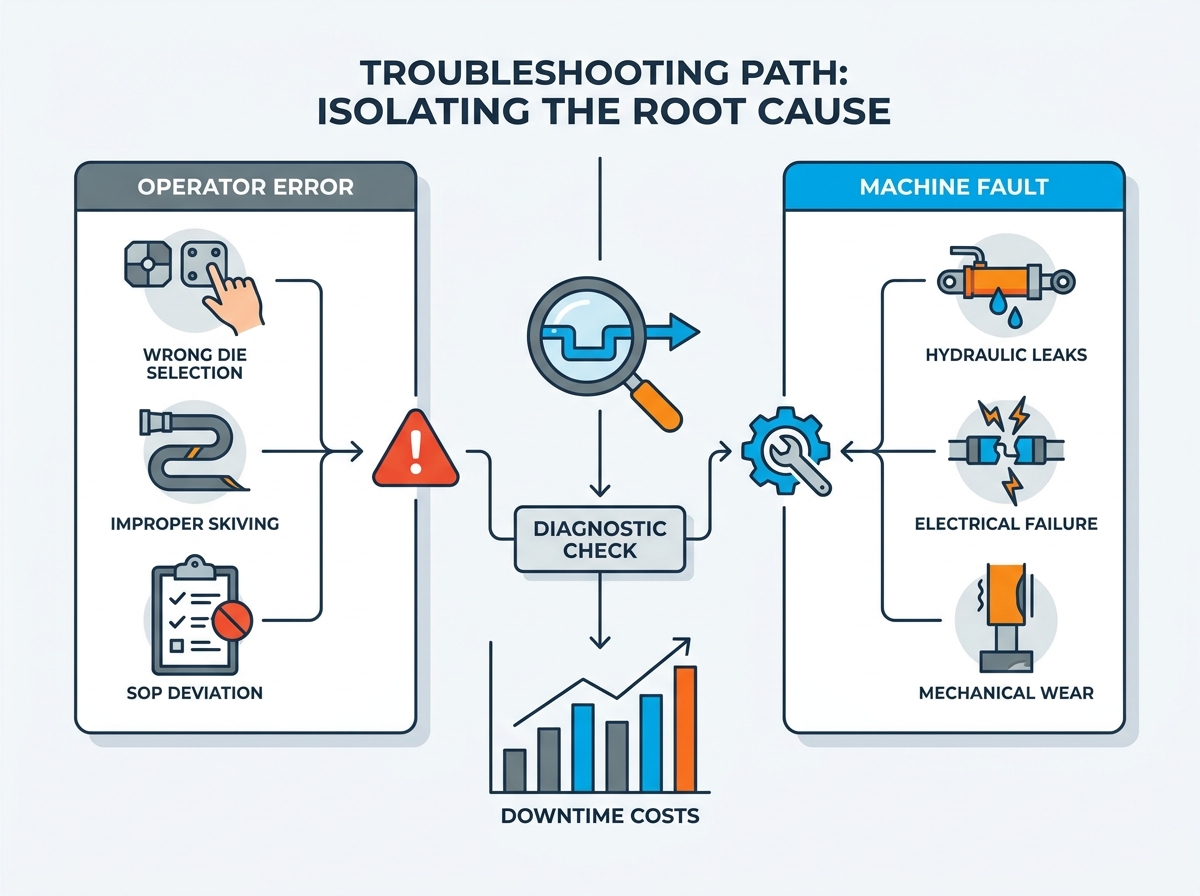
Izolacija simptomov: Natančno sledenje napakam (npr. padcem tlaka, neenakomernim zvitkom) do električnega, hidravličnega ali mehanskega izvora zmanjša diagnostični čas.
Uporabnik proti stroju: Številne zaznane napake stroja izvirajo iz nepravilne izbire matrice, preskočenih korakov luščenja ali obvodov v standardnih delovnih postopkih (SOP).
Tveganje in odgovornost: Nadaljnja uporaba nekalibriranega ali puščajočega stiskalnika predstavlja katastrofalna tveganja izbruha na terenu.
Okvir odločanja: Nadgradnja postane nujno potrebna, ko stroški popravila presežejo 30 % nadomestne enote ali ko zastareli deli ogrožajo skladnost sestavljanja.
Nepredvidljivo vedenje stroja vodi v nedosledno kakovost izdelka. Vzpostavitev osnovnega stanja strojne opreme predstavlja vaš prvi korak. Ne morete popraviti, česar ne izmerite natančno. Strojna oprema enkrat ne uspe. Običajno za seboj pusti določeno diagnostično sled. Sistematično razdelimo glavne fizične krivce.
Obrabljene matrice pogosto povzročajo neenakomerne premere stiskanja. Sčasoma igra glavno vlogo degradacija glavnega potiskača. Včasih napačno umerjanje mikrometra ali digitalne lestvice povzroči zamik. Preverjanje zahteva absolutno natančnost v delavnici. Uporabiti morate standardne merilnike go/no-go. Dnevno lahko uporabite tudi kalibrirane digitalne čeljusti. Izmerite končne specifikacije stiskanja glede na točne tolerance proizvajalca. Odstopanje samo 0,1 mm lahko popolnoma ogrozi visokotlačno tesnjenje.
Najboljša praksa: v bližini delovne postaje imejte namenski komplet glavnih čeljusti. Te čeljusti uporabljajte le za končna preverjanja kakovosti. Ne uporabljajte jih za grobe meritve drugje.
Okvarjena tesnila cilindra neposredno povzročajo padce tlaka med delovanjem. Onesnaženo hidravlično olje močno poškoduje notranje komponente črpalke. Okvarjeni motorji črpalk prav tako drastično omejujejo izhodno zmogljivost sistema. Takoj boste opazili izrazite telesne simptome. Stroju primanjkuje moči za dokončanje celotnega cikla. Morda boste videli vidno zbiranje tekočine v bližini osnovne plošče. Poslušajte neobičajne cvileče zvoke iz ohišja črpalke.
Pogosta napaka: Upravljavci pogosto napolnijo rezervoarje za tekočino, ki pušča, namesto da bi popravili poškodovano tesnilo. To vnaša zrak in umazanijo v zaprt sistem. Hitro pospeši odpoved črpalke.
Okvarjeni elektromagnetni ventili nepričakovano prekinejo delovni cikel. Pregorele varovalke takoj izklopijo določene funkcije stroja. Ogroženo ožičenje nožnega pedala vodi do neenakomernega vklopa pritiska. Ločljivost zahteva osnovne protokole električnega testiranja. Uporabite standardni multimeter. Preskusna napetost sistematično pada v celotnem krmilnem vezju.
Opaženi simptom |
Primarni vzrok strojne opreme |
Priporočeni diagnostični ukrep |
|---|---|---|
Neenakomerna deformacija kovine |
Obrabljeni ali neusklajeni segmenti matrice |
Preglejte matrice za ugriz; meri s čeljusti. |
Stiskalnica zastane sredi cikla |
Obvod tesnil cilindra / nizek tlak |
Preverite nivo tekočine; preizkusite moč hidravlične črpalke. |
Nožni pedal se ne odziva |
Prekinjena napeljava / Okvarjeno mikrostikalo |
Preizkusite neprekinjenost tokokroga z multimetrom. |
Specifikacije premera drifta |
Mikrometer ali digitalna tehtnica nista usklajena |
Ponovno umerite z uporabo tovarniških osnovnih parametrov. |
Visoka fluktuacija zaposlenih pogosto popolnoma posnema okvaro strojne opreme. Pomanjkanje doslednega upoštevanja standardnih delovnih postopkov povzroča enake padce delovanja. Preden porušimo industrijsko opremo, moramo izolirati človeško napako. Napačno diagnosticiranje napak operaterja kot mehanskih napak izgublja ogromno časa.
Nepravilno oluščene cevi med postopkom sestavljanja vedno odpovedo. To se zgodi tudi, če strojna oprema deluje brezhibno. Premalo narezane cevi preprečujejo, da bi nastavljivi zobje pregriznili žično pletenico. Preveč raztrgane cevi poškodujejo občutljivo notranjo ojačitveno plast. Oba scenarija vodita do katastrofalnih izbruhov pod pritiskom polja. Tehniki pogosto krivijo tisk za te temeljne napake pri pripravi.
Neujemajoče se matrice povzročijo takojšnje in resne težave. Uporaba napačne matrice za določeno kombinacijo cevi in priključka povzroči utrujenost kovine. Popolnoma popači pritrditev. Lahko povzroči tudi hudo stiskanje. Operaterji včasih zgrabijo najbližji komplet matric namesto pravilnega. Ta bližnjica hitro uniči drage materiale. Pred stiskanjem vedno preverite diagram proizvajalca.
Navzkrižno sklicevanje na napake pri delovanju z veljavno varnostno dokumentacijo. Preverite smernice organizacij, kot je NCDOT, ali notranji oddelki za zagotavljanje kakovosti. Izključite človeško napako, preden naročite nadomestne dele. Izvedite te dnevne preglede:
Preverite, ali je upravljavec izbral natančen komplet rezil, ki ga zahteva sestavna tabela.
Potrdite, da se dolžina luščenja popolnoma ujema s posebnimi zahtevami za namestitev.
Preden pritisnete, se prepričajte, da je cev potisnjena ven znotraj kovinskega priključka.
Pred začetkom cikla vizualno preverite oznako globine vstavljanja.
Preglejte dnevni dnevnik umerjanja za mikrometer ali digitalni krmilnik.
Zanesljiva tekoča linija zahteva predvidljiv in stalen čas delovanja. Nič napak na terenu zaradi izdelanih cevi predstavlja končno merilo uspeha. Vsaka zaustavitev izkrvavi kapital iz operacije. Razumevanje teh skritih stroškov pomaga upravičiti ustrezne proračune za vzdrževanje.
Ponavljajoče se uničevanje dragih visokotlačnih cevi zmanjšuje vaše stopnje dobička. Zapravljanje vrhunske opreme med neskončnimi preskusnimi cikli se hitro poveča. En sam pokvarjen sklop večspiralne cevi stane na stotine dolarjev. Teh zapravljenih surovin ne morete obnoviti. Gredo naravnost v zabojnik za odpadke. Dosledno umerjanje ustavi to finančno krvavitev.
Čas, porabljen za nenehno ponovno umerjanje okvarjenega stroja, škodi splošni produktivnosti. Vaše usposobljene tehnike odtegne stran od dohodkovnih montažnih nalog. Namesto da bi pošiljali končne izdelke, ure in ure vrtijo ključe. Nedejavni operaterji, ki čakajo na popravila opreme, hitro izpraznijo proračune za plače. Učinkoviti stroji ohranjajo delovno silo naprej.
Vizualno sprejemljiv sklop cevi lahko še vedno dinamično odpove na terenu. Pri visoki obremenitvi šibko tesnilo močno izpuhti. To podjetje izpostavlja veliki odgovornosti. Tvega nevarne nesreče na terenu za končne uporabnike. Napačna konstrukcija čez noč uniči ugled vaše blagovne znamke. Zagotavljanje kakovosti se vedno začne z zanesljivo opremo.
Najboljša praksa: takoj označite in izolirajte vsak stroj, ki proizvaja izdelke, ki ne ustrezajo specifikacijam. Nikoli ne dovolite operaterjem, da zaobidejo okvarjeno stiskalnico, da bi izpolnili proizvodno kvoto. Tveganje odgovornosti vedno odtehta kratkoročni dobiček.
Odločitev o prenovi starajočega se stroja zahteva natančno logiko. Vlagati morate v novo tehnologijo, ko je to praktično smiselno. Ta okvir temeljimo izključno na starosti, obrabi komponent in varnostni skladnosti. Pravilen klic prepreči neskončne zanke pri popravljanju.
Nadaljujte s popravili, če je oprema stara manj kot pet let. Popravite, če se težava nanaša izključno na osnovne potrošne dele. Ti deli vključujejo tesnila O-tesnila, posebne komplete matric ali preprosta tekočinska izpiranja. Nadaljujte s popravili, če stroški predstavljajo manj kot 30 % nakupne cene nove enote. Manjše električne napake običajno opravičujejo hitro in poceni popravilo. Redno preventivno vzdrževanje bistveno podaljša življenjsko dobo.
Med pregledi bodite pozorni na resne zareze na notranjem cilindru. Preverite nepopravljivo deformacijo strukturnega okvirja v bližini stiskalnih plošč. Te napake pomenijo, da je enota strukturno ogrožena. Zvitega okvirja ne morete varno zakrpati.
Originalni deli proizvajalca opreme postanejo sčasoma popolnoma zastareli. Včasih od čezmorskih dobaviteljev zahtevajo nemogoče dolge dobavne roke. Tedensko čakanje na preprost ventil ohromi proizvodnjo. Poleg tega, če stroj ne more dosledno vzdrževati kalibracije med izmenami, tvega resne kršitve skladnosti. Nadgradnja je edina odgovorna možnost v tej kritični fazi.
Pogosta napaka: Večkratna obnova zarezanega hidravličnega cilindra. Ko notranje stene vzdržijo globoke vdolbine, se bodo nova tesnila razrezala skoraj v trenutku. Zamenjava je edina trajna rešitev.
Če je zamenjava potrebna, morate skrbno oceniti sodobne funkcije. To zagotavlja dolgoročno donosnost vaše kapitalske naložbe. Sodobne stiskalnice ponujajo pomembne tehnološke prednosti pred staro strojno opremo.
Zahtevano silo stiskanja prilagodite svojim dnevnim potrebam. Primerjajte tonažo in največjo zmogljivost odpiranja s trenutnimi količinami. Upoštevajte svoje predvidene prihodnje pogodbe. Težja stiskalnica zlahka obvlada večspiralne cevi. Ne podcenjujte svojega naslednjega nakupa. Nakup nekoliko večje zmogljivosti, kot jo trenutno potrebujete, prepreči prihodnja ozka grla.
Digitalne krmilnike med postopkom nakupa temeljito ocenite. Programabilni krmilniki zlahka prekašajo tradicionalne ročne mikrometre. Drastično zmanjšajo napake operaterjev v obremenjenih proizvodnih prostorih. Izboljšajo ponovljivost v tisočih proizvodnih ciklih. Operater preprosto prikliče shranjene recepte iz digitalnega pomnilnika. To popolnoma odpravi ugibanja.
Poiščite integrirana varnostna varovala okoli območja matrice. Zahtevajte odvečne zaustavitve v sili na nadzorni plošči. Poiščite samodejna opozorila o vzdrževanju v operacijski programski opremi. Te funkcije zagotavljajo spoštovanje strogih industrijskih standardnih delovnih postopkov. Če raziskujete nadgradnje, se obrnite na zaupanja vrednega partnerja. Z lahkoto lahko kontaktirajte nas , da se pogovorimo o idealnih rešitvah za vaše specifične potrebe objekta.
Za učinkovito odpravljanje težav je potrebna stroga diagnostična pot. Začnite z napakami uporabnika in pregledi zamujanja. Sistematično preidite na hidravlično in električno testiranje. Vrhunec v praktični finančni oceni dolgoročne sposobnosti preživetja enote. Pri diagnosticiranju visokotlačne montažne opreme ne ugibajte. Predpostavke vodijo do zapravljenega denarja in dolgotrajnih varnostnih tveganj.
Dnevno dokumentirajte kode napak vašega stroja. Natančno izračunajte svoje nedavne stroške izpadov. Takoj se posvetujte s strokovnjakom za opremo. Pomagali bodo ugotoviti, ali je vzdrževalna prenova ali nadgradnja strojne opreme najvarnejša pot naprej. Podatki, ki jih je mogoče uporabiti, vedno vodijo k najboljšim odločitvam o vzdrževanju vašega objekta.
O: Poudarite redne intervale na podlagi števila ciklov in standardov zagotavljanja kakovosti. Običajno to izvajajte mesečno za trgovine z veliko količino. Podprite ta urnik z dnevnimi pregledi prvega kosa. Dosledna kalibracija zagotavlja varne, ponovljive sestave in zmanjšuje materialne odpadke.
A: Pokažite na obvodna tesnila cilindra, nizko količino hidravlične tekočine ali okvarjen smerni ventil. Ti predstavljajo najverjetnejše mehanske krivce. Preglejte rezervoar za tekočino in poiščite zunanje zbiranje, da izolirate določen vir puščanja.
O: Da. Neenakomerna odstranitev gume preprečuje, da bi se zobje nastavka zagrizli v žično pletenico. To ustvarja šibko točko. Operaterji pogosto zmotno krivijo tisk za to temeljno napako pri pripravi.
O: Poiščite vidne praske ali luske krom na površinah. Glavni pokazatelj je nezmožnost doseganja premerov specifikacij. To se zgodi tudi, ko sta hod in tlak stroja popolnoma preverjena.



