Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-07-02 Origine : Site











Les temps d’arrêt des équipements dans les chaînes d’assemblage hydrauliques ont un impact direct sur les calendriers de production. Cela entraîne instantanément un gaspillage de matériaux coûteux. Les arrêts imprévus entraînent également de graves problèmes de sécurité pour les utilisateurs finaux. Une chaîne de montage au point mort ronge de manière agressive les marges bénéficiaires. Identifier la cause exacte d’un échec de sertissage nécessite une attention intense. Vous devez séparer avec précision l’erreur de l’opérateur de la dégradation mécanique. Remplacer aveuglément des pièces résout rarement le problème fondamental. Cela ne fait qu’épuiser davantage votre budget de maintenance.
Ce guide propose une approche systématique. Nous vous montrons comment diagnostiquer votre machine à sertir les tuyaux efficacement. Nous couvrons la résolution des défauts opérationnels tenaces étape par étape. Vous apprendrez des techniques pratiques de dépannage pour les systèmes électriques et hydrauliques. Nous évaluons également quand une défaillance systémique justifie le remplacement complet de l’unité entière. Des données exploitables permettent de prendre les meilleures décisions de maintenance. Vous pouvez restaurer une qualité de produit prévisible en suivant ces principes fondamentaux.
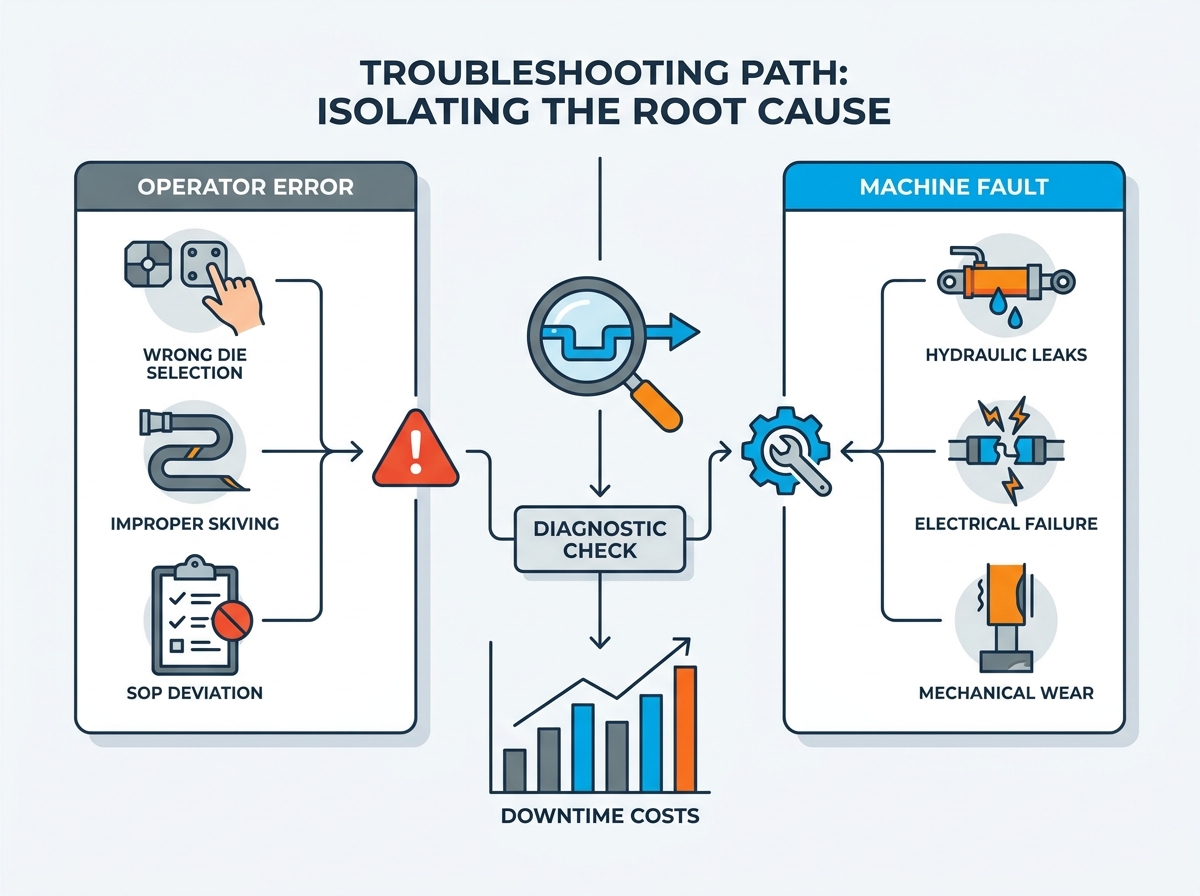
Isolation des symptômes : le traçage précis des défauts (par exemple, chutes de pression, sertissages irréguliers) jusqu'à leurs origines électriques, hydrauliques ou mécaniques réduit le temps de diagnostic.
Utilisateur contre machine : de nombreuses pannes de machine perçues proviennent d'une mauvaise sélection de matrices, d'étapes de contournement sautées ou de contournements des procédures opérationnelles standard (SOP).
Risque et responsabilité : Continuer à faire fonctionner une sertisseuse non calibrée ou qui fuit introduit des risques d'éruption catastrophiques sur le terrain.
Cadre décisionnel : Une mise à niveau devient strictement nécessaire lorsque les coûts de réparation dépassent 30 % d'une unité de remplacement ou lorsque des pièces obsolètes compromettent la conformité de l'assemblage.
Un comportement imprévisible de la machine conduit à une qualité de produit incohérente. L’établissement d’une base de référence sur l’état du matériel représente votre toute première étape. Vous ne pouvez pas réparer ce que vous ne mesurez pas avec précision. Le matériel échoue de manière unique. Il laisse généralement derrière lui une piste de diagnostic spécifique. Décomposons systématiquement les principaux coupables physiques.
Les matrices usées entraînent souvent des diamètres de sertissage irréguliers. La dégradation du maître poussoir joue un rôle majeur au fil du temps. Parfois, un mauvais calibrage du micromètre ou de l’échelle numérique crée la dérive. La vérification nécessite une précision absolue dans l’atelier. Vous devez utiliser des jauges go/no-go standard. Vous pouvez également déployer quotidiennement des pieds à coulisse numériques calibrés. Mesurez les spécifications de sertissage finales par rapport aux tolérances exactes du fabricant. Un écart de seulement 0,1 mm peut complètement compromettre une étanchéité haute pression.
Meilleure pratique : conservez un jeu dédié de pieds à coulisse principaux à proximité du poste de travail. Utilisez ces pieds à coulisse uniquement pour les contrôles finaux d’assurance qualité. Ne les utilisez pas pour des mesures approximatives ailleurs.
Des joints de cylindre dégradés provoquent directement des chutes de pression pendant le fonctionnement. L'huile hydraulique contaminée endommage gravement les composants internes de la pompe. Les moteurs de pompe défaillants limitent également considérablement la capacité de sortie du système. Vous remarquerez immédiatement des symptômes physiques distincts. La machine n’a pas la puissance nécessaire pour effectuer un cycle complet. Vous pourriez voir une accumulation de liquide visible près de la plaque de base. Écoutez les bruits de gémissement anormaux provenant du boîtier de la pompe.
Erreur courante : les opérateurs remplissent souvent les réservoirs de liquide qui fuient au lieu de réparer le joint brisé. Cela introduit de l'air et de la saleté dans le système fermé. Cela accélère rapidement la panne de la pompe.
Des électrovannes défectueuses interrompent le cycle de fonctionnement de manière inattendue. Les fusibles grillés arrêtent immédiatement des fonctions spécifiques de la machine. Un câblage compromis de la pédale entraîne un engagement irrégulier de la presse. La résolution nécessite des protocoles de tests électriques de base. Utilisez un multimètre standard. La tension de test chute systématiquement sur l’ensemble du circuit de commande.
Symptôme observé |
Cause matérielle principale |
Action de diagnostic recommandée |
|---|---|---|
Déformation inégale du métal |
Segments de matrice usés ou incompatibles |
Inspectez les matrices pour déceler tout grippage ; mesurer avec un pied à coulisse. |
Stands de presse en milieu de cycle |
Joints de cylindre by-pass / Basse pression |
Vérifiez les niveaux de liquide ; tester le débit de la pompe hydraulique. |
La pédale ne répond pas |
Câblage cassé / micro-interrupteur défectueux |
Testez la continuité du circuit avec un multimètre. |
Spécifications du diamètre de dérive |
Micromètre ou balance numérique désynchronisée |
Recalibrez à l’aide des paramètres de base d’usine. |
Un roulement de personnel élevé imite souvent parfaitement une panne matérielle. Le manque de respect strict des procédures opérationnelles standard entraîne des baisses de performances identiques. Nous devons isoler l’erreur humaine avant de démolir les équipements industriels. Diagnostiquer à tort les erreurs de l’opérateur comme des défauts mécaniques fait perdre énormément de temps.
Les tuyaux mal coupés échouent systématiquement pendant le processus d’assemblage. Cela se produit même si le matériel fonctionne parfaitement. Les tuyaux sous-fendus empêchent les dents du raccord de mordre la tresse métallique. Les tuyaux trop biseautés endommagent la délicate couche de renfort intérieure. Les deux scénarios conduisent à des éruptions catastrophiques sous la pression du terrain. Les techniciens imputent souvent à la presse ces erreurs fondamentales de préparation.
Des matrices mal assorties provoquent des problèmes immédiats et graves. L’utilisation d’une mauvaise matrice pour une combinaison spécifique de tuyau et de raccord entraîne une fatigue du métal. Cela déforme complètement le montage. Cela peut également provoquer de graves problèmes de presse. Les opérateurs choisissent parfois le jeu de dés le plus proche au lieu du bon. Ce raccourci détruit rapidement les matériaux coûteux. Vérifiez toujours le tableau des matrices du fabricant avant d'appuyer.
Croisez les pannes opérationnelles avec la documentation de sécurité faisant autorité. Vérifiez les directives d'organisations telles que le NCDOT ou les services internes d'assurance qualité. Éliminez toute erreur humaine avant de commander des pièces de rechange. Mettez en œuvre ces contrôles quotidiens :
Vérifiez que l'opérateur a sélectionné le jeu de matrices exact requis par le tableau d'assemblage.
Confirmez que la longueur de coupe correspond parfaitement aux exigences de montage spécifiques.
Assurez-vous que le tuyau touche le fond à l’intérieur du raccord métallique avant d’appuyer.
Vérifiez visuellement la marque de profondeur d'insertion avant de lancer le cycle.
Consultez le journal d'étalonnage quotidien du micromètre ou du contrôleur numérique.
Une chaîne d’assemblage fiable nécessite une disponibilité prévisible et constante. L’absence de défaillance sur le terrain des tuyaux fabriqués représente le critère de réussite ultime. Chaque arrêt saigne le capital de l’opération. Comprendre ces coûts cachés permet de justifier des budgets de maintenance appropriés.
La destruction répétée de flexibles haute pression coûteux érode vos marges bénéficiaires. Le gaspillage de raccords haut de gamme au cours de cycles de test interminables s’accumule rapidement. Un seul flexible multispirale bâclé coûte des centaines de dollars. Vous ne pouvez pas valoriser ces matières premières gaspillées. Ils partent directement à la poubelle. Un calibrage cohérent met fin à cette hémorragie financière.
Le temps passé à recalibrer constamment une machine défaillante nuit à la productivité globale. Cela éloigne vos techniciens qualifiés des tâches d’assemblage génératrices de revenus. Ils passent des heures à tourner des clés au lieu d’expédier des produits finis. Les opérateurs inactifs en attente de réparations d’équipement épuisent rapidement les budgets salariaux. Des machines efficaces permettent à la main-d’œuvre de progresser.
Un ensemble de tuyaux visuellement acceptable peut toujours échouer de manière dynamique sur le terrain. Sous une charge élevée, un joint faible explose violemment. Cela expose l’entreprise à de lourdes responsabilités. Cela risque d’entraîner des accidents dangereux sur le terrain pour les utilisateurs finaux. Une construction défectueuse ruine du jour au lendemain la réputation de votre marque. L'assurance qualité commence toujours par un équipement fiable.
Bonne pratique : étiquetez et isolez immédiatement toute machine produisant des produits non conformes aux spécifications. Ne laissez jamais les opérateurs contourner une presse défaillante pour respecter un quota de production. Le risque de responsabilité l'emporte toujours sur le gain d'échéancier à court terme.
Décider s’il faut réviser une machine vieillissante nécessite une logique minutieuse. Vous devez investir dans les nouvelles technologies lorsque cela est pratique. Nous basons ce cadre strictement sur l'âge, l'usure des composants et le respect des normes de sécurité. Faire le bon choix évite les boucles de réparation sans fin.
Continuez à réparer si l’équipement a moins de cinq ans. Corrigez-le si le problème concerne strictement les pièces consommables de base. Ces pièces comprennent des joints toriques, des jeux de matrices spécifiques ou de simples rinçages de fluide. Procéder aux réparations si les coûts représentent moins de 30 % du prix d'achat d'une unité neuve. Des défauts électriques mineurs justifient généralement une réparation rapide et peu coûteuse. Un entretien préventif régulier prolonge considérablement la durée de vie viable.
Recherchez de graves rayures internes sur le cylindre lors des inspections. Vérifiez la déformation irréversible du cadre structurel à proximité des plaques de presse. Ces défauts signifient que l’unité est structurellement compromise. Vous ne pouvez pas réparer un cadre déformé en toute sécurité.
Les pièces des fabricants d’équipement d’origine finissent par devenir complètement obsolètes. Parfois, ils exigent des délais de livraison incroyablement longs de la part des fournisseurs étrangers. Attendre des semaines pour une simple valve paralyse la production. De plus, si la machine ne peut pas maintenir systématiquement l’étalonnage entre les équipes, elle risque de graves violations de conformité. La mise à niveau est la seule option responsable à cette étape critique.
Erreur courante : reconstruire plusieurs fois un cylindre hydraulique rayé. Une fois que les parois internes subissent de profondes entailles, les nouveaux joints se déchiquetent presque instantanément. Le remplacement est la seule solution durable.
Si le remplacement devient nécessaire, vous devez évaluer attentivement les fonctionnalités modernes. Cela garantit un retour sur investissement à long terme. Les presses modernes offrent des avantages technologiques significatifs par rapport au matériel existant.
Adaptez la force de sertissage requise à vos besoins quotidiens. Comparez le tonnage et la capacité d'ouverture maximale avec les volumes actuels. Tenez compte de vos futurs contrats projetés. Une presse plus lourde manipule les tuyaux multi-spires sans effort. Ne sous-dimensionnez pas votre prochain achat. L’achat d’une capacité légèrement supérieure à celle dont vous avez actuellement besoin évite de futurs goulots d’étranglement.
Évaluez minutieusement les contrôleurs numériques pendant le processus d’achat. Les contrôleurs programmables surpassent facilement les micromètres manuels traditionnels. Ils réduisent considérablement les erreurs des opérateurs dans les ateliers de fabrication très fréquentés. Ils améliorent la répétabilité sur des milliers de cycles de production. Les opérateurs rappellent simplement les recettes enregistrées dans la mémoire numérique. Cela élimine complètement les conjectures.
Recherchez des protections de sécurité intégrées autour de la zone de la matrice. Exigez des redondances d’arrêt d’urgence sur le panneau de commande. Recherchez des alertes de maintenance automatisées dans le logiciel d’exploitation. Ces fonctionnalités garantissent le respect des procédures opérationnelles standard strictes de l’industrie. Si vous envisagez des mises à niveau, contactez un partenaire de confiance. Vous pouvez facilement contactez-nous pour discuter des solutions idéales pour les besoins spécifiques de vos installations.
Un dépannage efficace nécessite un chemin de diagnostic strict. Commencez par les erreurs de l’utilisateur et les vérifications de contournement. Passez systématiquement aux essais hydrauliques et électriques. Se terminera par une évaluation financière pratique de la viabilité à long terme de l'unité. Ne devinez pas lors du diagnostic d'un équipement d'assemblage à haute pression. Les hypothèses conduisent à un gaspillage d’argent et à des risques persistants en matière de sécurité.
Documentez quotidiennement les codes d’erreur de votre machine. Calculez avec précision vos coûts d’indisponibilité récents. Consultez immédiatement un spécialiste en équipement. Ils aideront à déterminer si une révision de maintenance ou une mise à niveau matérielle est la voie la plus sûre. Des données exploitables déterminent toujours les meilleures décisions de maintenance pour votre installation.
R : Mettez l'accent sur les intervalles réguliers en fonction du nombre de cycles et des normes d'assurance qualité. En règle générale, effectuez cette opération mensuellement pour les magasins à volume élevé. Soutenez ce calendrier avec des inspections quotidiennes de la première pièce. Un étalonnage cohérent garantit des assemblages sûrs et reproductibles et minimise le gaspillage de matériaux.
R : Indiquez un contournement des joints de cylindre, un niveau bas de liquide hydraulique ou une valve directionnelle défectueuse. Ceux-ci représentent les coupables mécaniques les plus probables. Inspectez le réservoir de liquide et recherchez une accumulation externe pour isoler la source de fuite spécifique.
R : Oui. Un retrait inégal du caoutchouc empêche les dents du raccord de mordre dans la tresse métallique. Cela crée un point faible. Les opérateurs accusent souvent à tort la presse de cet échec fondamental de préparation.
R : Recherchez un grippage visible ou un chrome écaillé sur les surfaces. Un indicateur majeur est l’incapacité d’atteindre les diamètres spécifiés. Cela se produit même lorsque la course et la pression de la machine sont entièrement vérifiées.



