Zobrazenia: 0 Autor: Editor stránky Čas zverejnenia: 2026-07-02 Pôvod: stránky











Odstávky zariadení v hydraulických montážnych linkách priamo ovplyvňujú výrobné plány. Okamžite spôsobuje drahý materiálový odpad. Neplánované zastavenia tiež predstavujú pre koncových používateľov vážne bezpečnostné záväzky. Zastavená montážna linka agresívne pohlcuje ziskové marže. Určenie presnej príčiny zlyhania krimpovania vyžaduje intenzívne sústredenie. Chybu operátora musíte presne oddeliť od mechanického poškodenia. Výmena dielov naslepo zriedka vyrieši problém s koreňom. Len to ďalej odčerpáva váš rozpočet na údržbu.
Táto príručka poskytuje systematický prístup. Ukážeme vám, ako diagnostikovať svoje stroj na krimpovanie hadíc . efektívny Zaoberáme sa riešením tvrdohlavých prevádzkových porúch krok za krokom. Naučíte sa praktické techniky riešenia problémov elektrických a hydraulických systémov. Hodnotíme aj to, kedy systémové zlyhanie oprávňuje vymeniť celú jednotku. Akčné údaje vedú k najlepším rozhodnutiam o údržbe. Dodržiavaním týchto základných princípov môžete obnoviť predvídateľnú kvalitu produktu.
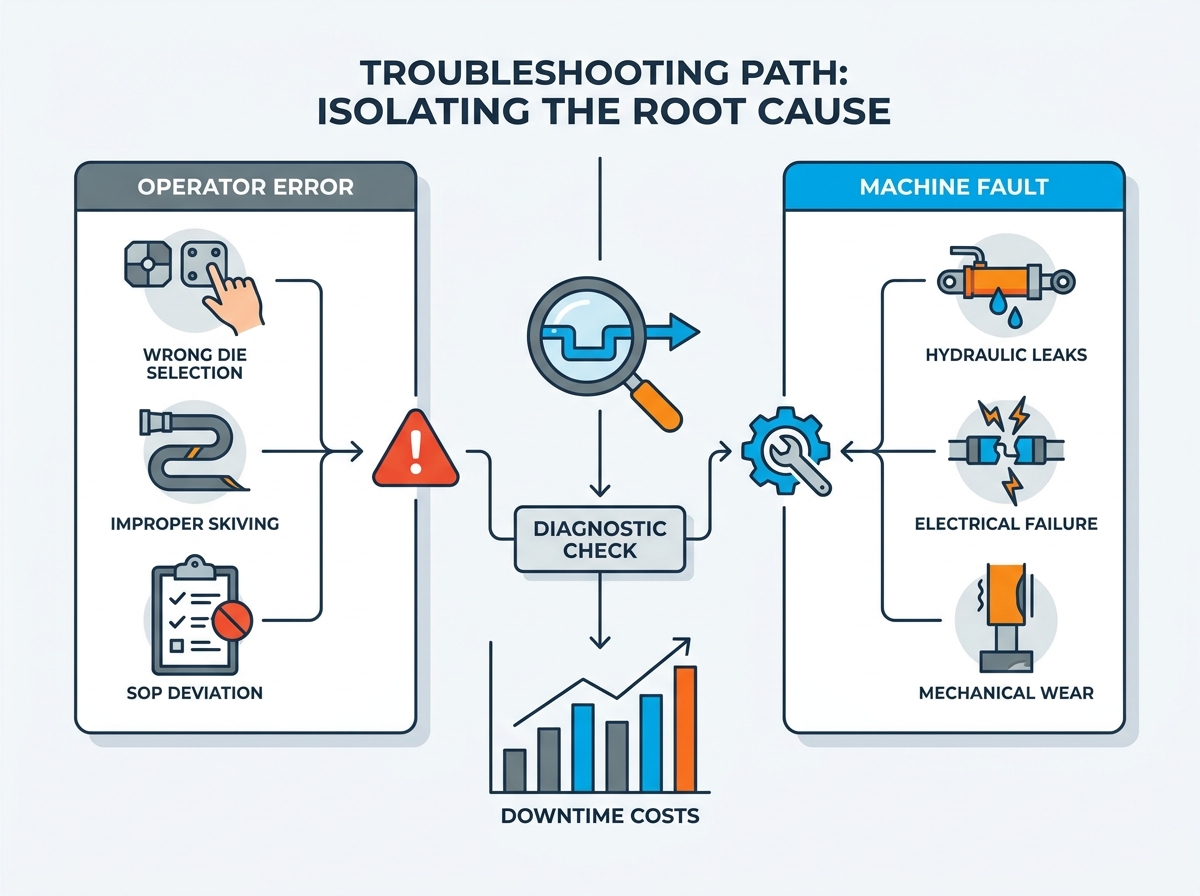
Izolácia symptómov: Presné sledovanie porúch (napr. poklesy tlaku, nepravidelné krimpovanie) na elektrický, hydraulický alebo mechanický pôvod skracuje diagnostický čas.
Používateľ verzus stroj: Mnoho vnímaných porúch stroja pramení z nesprávneho výberu matrice, preskočených krokov odrezania alebo vynechaní štandardných prevádzkových postupov (SOP).
Riziko a zodpovednosť: Pokračovanie v prevádzke nekalibrovaného alebo netesného zvlňovacieho lisu predstavuje katastrofické riziko prasknutia v teréne.
Rozhodovací rámec: Aktualizácia sa stáva absolútne nevyhnutnou, keď náklady na opravu prekročia 30 % náhradnej jednotky alebo keď zastarané diely ohrozujú súlad zostavy.
Nepredvídateľné správanie stroja vedie k nestálej kvalite produktu. Stanovenie základnej línie zdravia hardvéru predstavuje váš úplne prvý krok. Nemôžete opraviť to, čo nemeriate presne. Hardvér zlyhá jedinečne. Zvyčajne za sebou zanecháva špecifickú diagnostickú stopu. Poďme systematicky rozobrať primárnych fyzických vinníkov.
Opotrebované matrice často spôsobujú nepravidelné priemery lisovania. Degradácia hlavného tlačného zariadenia hrá v priebehu času hlavnú úlohu. Niekedy nesprávna kalibrácia mikrometra alebo digitálnej stupnice spôsobuje posun. Overenie vyžaduje absolútnu presnosť v dielni. Musíte použiť štandardné go/no-go meradlá. Kalibrované digitálne posuvné meradlá môžete nasadiť aj denne. Zmerajte konečné špecifikácie zlisovania s presnými toleranciami výrobcu. Odchýlka len 0,1 mm môže úplne ohroziť vysokotlakové tesnenie.
Osvedčený postup: V blízkosti pracovnej stanice majte vyhradenú súpravu hlavných strmeňov. Tieto posuvné meradlá používajte iba na záverečné kontroly kvality. Nepoužívajte ich na hrubé merania inde.
Degradované tesnenia valca priamo spôsobujú poklesy tlaku počas prevádzky. Znečistený hydraulický olej vážne poškodzuje vnútorné komponenty čerpadla. Zlyhajúce motory čerpadiel tiež drasticky obmedzujú výkon systému. Okamžite si všimnete zreteľné fyzické príznaky. Stroj nemá dostatok energie na dokončenie celého cyklu. V blízkosti základnej dosky môžete vidieť viditeľné hromadenie tekutiny. Počúvajte abnormálne kvílivé zvuky z krytu čerpadla.
Bežná chyba: Operátori často dopĺňajú netesné nádržky na tekutiny namiesto toho, aby opravili poškodené tesnenie. Tým sa do uzavretého systému dostane vzduch a nečistoty. Rýchlo urýchľuje poruchu čerpadla.
Chybné solenoidové ventily neočakávane prerušia prevádzkový cyklus. Vypálené poistky okamžite vypnú špecifické funkcie stroja. Kompromisné zapojenie nožného pedála vedie k nepravidelnému záberu lisu. Rozlíšenie vyžaduje základné elektrické testovacie protokoly. Použite štandardný multimeter. Skúšobné napätie klesá v celom riadiacom obvode systematicky.
Pozorovaný symptóm |
Primárna príčina hardvéru |
Odporúčaná diagnostická akcia |
|---|---|---|
Nerovnomerná deformácia kovu |
Opotrebované alebo nesprávne prispôsobené segmenty matrice |
Skontrolujte, či matrice nie sú odierané; merať posuvným meradlom. |
Lis sa zastaví uprostred cyklu |
Obchádzanie tesnení valca / Nízky tlak |
Skontrolujte hladinu tekutín; test výkonu hydraulického čerpadla. |
Nožný pedál nereaguje |
Prerušené vedenie / chybný mikrospínač |
Skontrolujte kontinuitu obvodu pomocou multimetra. |
Špecifikácie priemeru driftu |
Mikrometer alebo digitálna váha sú nesynchronizované |
Prekalibrujte pomocou výrobných základných parametrov. |
Vysoká fluktuácia zamestnancov často dokonale napodobňuje zlyhanie hardvéru. Nedôsledné dodržiavanie štandardných prevádzkových postupov spôsobuje rovnaké poklesy výkonu. Pred zničením priemyselného zariadenia musíme izolovať ľudskú chybu. Nesprávna diagnostika chýb operátora ako mechanických porúch stráca obrovské množstvo času.
Nesprávne zošikmené hadice počas procesu montáže dôsledne zlyhávajú. Stáva sa to, aj keď hardvér funguje perfektne. Hadice so spodným okrajom zabraňujú tomu, aby zuby fitingu prehryzli drôtený oplet. Príliš naklonené hadice poškodzujú jemnú vnútornú výstužnú vrstvu. Oba scenáre vedú ku katastrofálnym výbuchom pod tlakom poľa. Technici často obviňujú tlač z týchto zásadných chýb pri príprave.
Nezhodné matrice spôsobujú okamžité a vážne problémy. Použitie nesprávnej matrice pre špecifickú kombináciu hadice a fitingu spôsobuje únavu kovu. Úplne to deformuje montáž. Môže to tiež spôsobiť vážne zviazanie tlače. Operátori niekedy uchopia najbližšiu sadu kociek namiesto tej správnej. Táto skratka rýchlo ničí drahé materiály. Pred lisovaním si vždy overte tabuľku matrice výrobcu.
Porovnajte prevádzkové poruchy so smerodajnou bezpečnostnou dokumentáciou. Skontrolujte pokyny od organizácií, ako je NCDOT alebo interných oddelení kontroly kvality. Pred objednaním náhradných dielov vylúčte ľudskú chybu. Vykonajte tieto denné kontroly:
Overte, či operátor vybral presnú súpravu matrice, ktorú vyžaduje montážna tabuľka.
Uistite sa, že dĺžka odrezania dokonale zodpovedá špecifickým požiadavkám na montáž.
Pred stlačením sa uistite, že hadica je vo vnútri kovovej armatúry vytiahnutá.
Pred spustením cyklu vizuálne skontrolujte značku hĺbky vloženia.
Skontrolujte denník dennej kalibrácie mikrometra alebo digitálneho ovládača.
Spoľahlivá montážna linka vyžaduje predvídateľný a stabilný čas prevádzky. Zlyhanie pri nulovom poli z vyrobených hadíc predstavuje konečné kritérium úspechu. Každé zastavenie odčerpáva kapitál z prevádzky. Pochopenie týchto skrytých nákladov pomáha odôvodniť správne rozpočty na údržbu.
Opakované ničenie drahých vysokotlakových hadíc znižuje vaše ziskové marže. Plytvanie prémiových armatúr počas nekonečných testovacích cyklov sa rýchlo sčítava. Jedna skomolená zostava špirálovej hadice stojí stovky dolárov. Tieto odpadové suroviny nemôžete získať späť. Idú rovno do odpadkového koša. Dôsledná kalibrácia zastaví toto finančné krvácanie.
Čas strávený neustálou rekalibráciou zlyhávajúceho stroja poškodzuje celkovú produktivitu. Odtiahne vašich skúsených technikov od montážnych úloh, ktoré generujú príjmy. Trávia hodiny otáčaním kľúčov namiesto odosielania hotových výrobkov. Nečinní operátori čakajúci na opravy zariadení rýchlo vyčerpávajú mzdové rozpočty. Efektívne stroje udržujú pracovnú silu v pohybe vpred.
Vizuálne prijateľná hadicová zostava môže v teréne stále dynamicky zlyhať. Pri vysokom zaťažení slabé tesnenie prudko vyfúkne. To vystavuje podnik veľkej zodpovednosti. Pre koncových užívateľov riskuje nebezpečné nehody v teréne. Chybná konštrukcia cez noc zničí reputáciu vašej značky. Zabezpečenie kvality vždy začína spoľahlivým vybavením.
Osvedčený postup: Okamžite označte a izolujte akýkoľvek stroj vyrábajúci produkty mimo špecifikácie. Nikdy nedovoľte operátorom obísť zlyhávajúci lis, aby splnili produkčnú kvótu. Riziko zodpovednosti vždy prevažuje nad krátkodobým ziskom z plánu.
Rozhodnutie, či vykonať generálnu opravu starnúceho stroja, si vyžaduje starostlivú logiku. Musíte investovať do novej technológie, keď to dáva praktický zmysel. Tento rámec striktne zakladáme na veku, opotrebovaní komponentov a dodržiavaní bezpečnosti. Uskutočnenie správneho hovoru zabraňuje nekonečným slučkám opráv.
Ak má zariadenie menej ako päť rokov, pokračujte v opravách. Opravte ho, ak sa problém týka výlučne základných spotrebných dielov. Medzi tieto časti patria tesnenia O-krúžky, špecifické súpravy lisovníc alebo jednoduché preplachy kvapalinou. Pokračujte v opravách, ak náklady predstavujú menej ako 30 % obstarávacej ceny novej jednotky. Drobné elektrické poruchy zvyčajne odôvodňujú rýchlu a nenákladnú opravu. Pravidelná preventívna údržba výrazne predlžuje životnosť.
Počas kontrol hľadajte vážne vnútorné ryhy vo valci. Skontrolujte, či sa v blízkosti lisovacích dosiek nedeformuje nevratný konštrukčný rám. Tieto chyby znamenajú, že jednotka je štrukturálne narušená. Skrútený rám nemôžete bezpečne opraviť.
Súčiastky pôvodného výrobcu sa nakoniec stanú úplne zastarané. Niekedy vyžadujú neuveriteľne dlhé dodacie lehoty od zahraničných dodávateľov. Čaká sa týždne na jednoduchú výrobu ochromujúcich ventilov. Okrem toho, ak stroj nedokáže dôsledne udržiavať kalibráciu medzi zmenami, riskuje vážne porušenie predpisov. Aktualizácia je jedinou zodpovednou možnosťou v tejto kritickej fáze.
Bežná chyba: Prestavba ryhovaného hydraulického valca niekoľkokrát. Akonáhle vnútorné steny utrpia hlboké trhliny, nové tesnenia sa roztrhnú takmer okamžite. Výmena je jediná trvalá oprava.
Ak je potrebná výmena, musíte starostlivo posúdiť moderné funkcie. To zaisťuje dlhodobú návratnosť vašej kapitálovej investície. Moderné lisy ponúkajú významné technologické výhody oproti staršiemu hardvéru.
Prispôsobte požadovanú lisovaciu silu svojim každodenným potrebám. Porovnajte tonáž a maximálnu otváraciu kapacitu s aktuálnymi objemami. Zohľadnite svoje plánované budúce zmluvy. Ťažší lis si bez námahy poradí s viacšpirálovými hadicami. Nepodceňujte svoj ďalší nákup. Nákupom o niečo väčšej kapacity, ako momentálne potrebujete, predchádzate budúcim prekážkam.
Počas procesu nákupu dôkladne vyhodnoťte digitálne ovládače. Programovateľné ovládače ľahko prekonávajú tradičné ručné mikrometre. Výrazne znižujú chyby operátora na rušných výrobných halách. Zlepšujú opakovateľnosť v tisíckach výrobných cyklov. Operátori jednoducho vyvolajú uložené recepty z digitálnej pamäte. To úplne eliminuje dohady.
Pozrite sa na integrované bezpečnostné kryty okolo oblasti matrice. Požiadajte o redundanciu núdzového zastavenia na ovládacom paneli. Hľadajte upozornenia na automatickú údržbu v operačnom softvéri. Tieto funkcie zaisťujú dodržiavanie prísnych priemyselných štandardných prevádzkových postupov. Ak skúmate inovácie, obráťte sa na dôveryhodného partnera. Môžete ľahko kontaktujte nás , aby sme prediskutovali ideálne riešenia pre vaše špecifické potreby zariadenia.
Efektívne riešenie problémov vyžaduje prísnu diagnostickú cestu. Začnite od používateľských chýb a kontrol. Systematicky prejdite na hydraulické a elektrické testovanie. Vyvrcholí praktickým finančným hodnotením dlhodobej životaschopnosti jednotky. Pri diagnostike vysokotlakového montážneho zariadenia nehádajte. Predpoklady vedú k plytvaniu peniazmi a pretrvávajúcim bezpečnostným rizikám.
Denne dokumentujte chybové kódy vášho zariadenia. Presne si vypočítajte náklady na nedávne prestoje. Okamžite sa poraďte s odborníkom na zariadenia. Pomôžu určiť, či je najbezpečnejšou cestou vpred generálna oprava údržby alebo aktualizácia hardvéru. Akčné údaje vždy vedú k najlepším rozhodnutiam o údržbe vášho zariadenia.
Odpoveď: Zdôraznite pravidelné intervaly založené na počte cyklov a štandardoch kontroly kvality. V prípade veľkoobjemových obchodov to zvyčajne vykonávajte mesačne. Podporte tento plán každodennými kontrolami prvého kusu. Dôsledná kalibrácia zaisťuje bezpečné, opakovateľné zostavy a minimalizuje plytvanie materiálom.
Odpoveď: Ukazujte na tesnenia valca, nedostatok hydraulickej kvapaliny alebo zlyhávajúci smerový ventil. Tie predstavujú najpravdepodobnejších mechanických vinníkov. Skontrolujte nádržku na kvapalinu a hľadajte externú nádrž, aby ste izolovali konkrétny zdroj úniku.
A: Áno. Nerovnomerné odstránenie gumy zabraňuje zahryznutiu zubov kovania do drôteného opletu. To vytvára slabé miesto. Prevádzkovatelia často mylne obviňujú lis z tohto zásadného zlyhania prípravy.
Odpoveď: Hľadajte, či na povrchoch nie je viditeľný odieraný alebo odlupujúci sa chróm. Hlavným ukazovateľom je neschopnosť dosiahnuť špecifikované priemery. Stáva sa to aj vtedy, keď sú zdvih a tlak stroja plne overené.



