Просмотры: 0 Автор: Редактор сайта Время публикации: 2 июля 2026 г. Происхождение: Сайт











Простои оборудования на гидравлических сборочных линиях напрямую влияют на производственные графики. Это мгновенно приводит к отходам дорогостоящих материалов. Незапланированные остановки также налагают серьезные обязательства по безопасности для конечных пользователей. Остановившаяся сборочная линия агрессивно съедает прибыль. Определение точной причины неисправности обжима требует пристального внимания. Вы должны четко отделять ошибку оператора от механической деградации. Замена деталей вслепую редко решает коренную проблему. Это только истощает ваш бюджет на обслуживание.
В этом руководстве представлен системный подход. Мы покажем вам, как диагностировать машина для обжима шлангов эффективно. Мы поэтапно устраняем стойкие эксплуатационные неисправности. Вы изучите практические методы устранения неполадок в электрических и гидравлических системах. Мы также оцениваем, когда системный сбой оправдывает полную замену всего устройства. Полезные данные определяют лучшие решения по техническому обслуживанию. Вы можете восстановить предсказуемое качество продукции, следуя этим основным принципам.
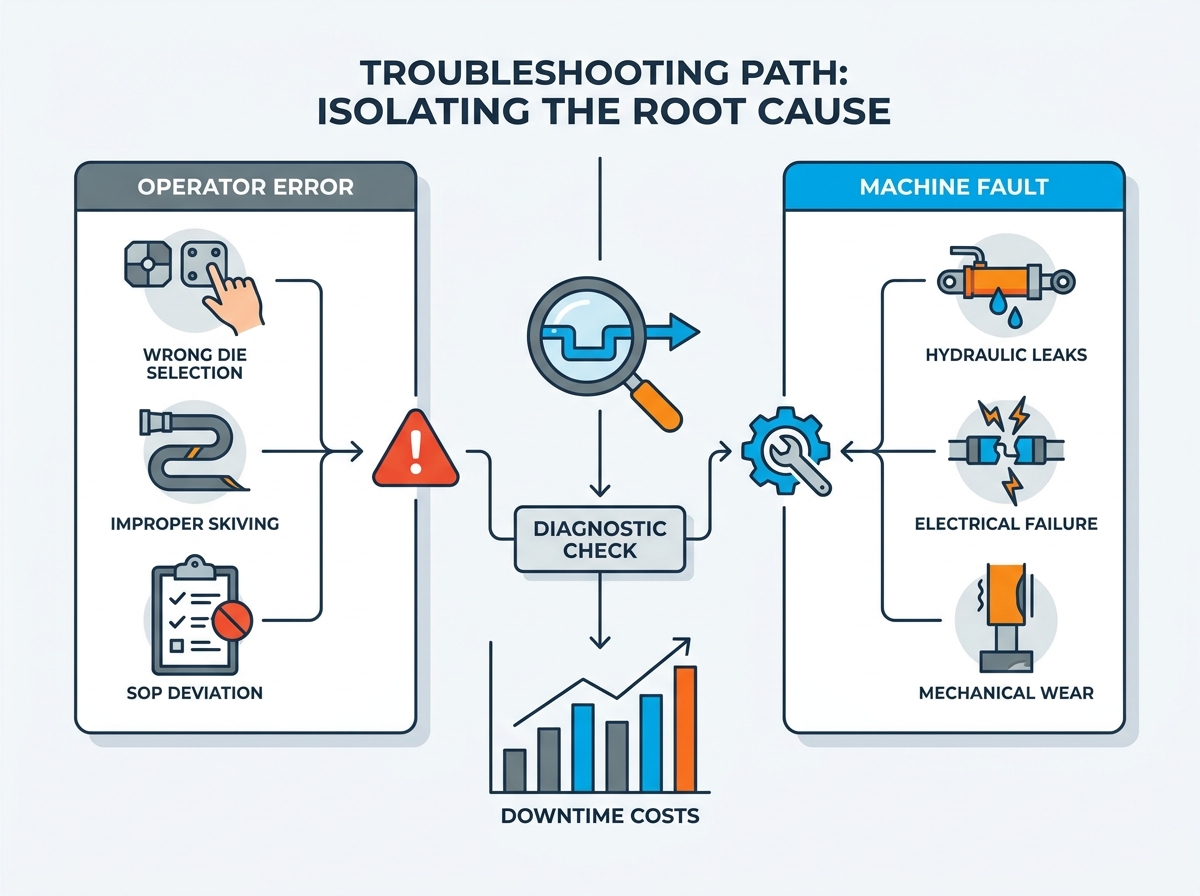
Изоляция симптомов. Точное отслеживание неисправностей (например, перепадов давления, неравномерных обжимов) по электрическим, гидравлическим или механическим причинам сокращает время диагностики.
Пользователь против машины. Многие предполагаемые неисправности машины происходят из-за неправильного выбора штампа, пропуска этапов зачистки или обходов стандартных рабочих процедур (СОП).
Риск и ответственность: Продолжение эксплуатации некалиброванного или протекающего обжимного устройства приводит к катастрофическому риску выброса в полевых условиях.
Схема принятия решения: Модернизация становится строго необходимой, когда затраты на ремонт превышают 30 % стоимости замены устройства или когда устаревшие детали ставят под угрозу соответствие сборки.
Непредсказуемое поведение машины приводит к нестабильному качеству продукции. Определение базового уровня работоспособности оборудования — это ваш самый первый шаг. Вы не можете исправить то, что не измеряете точно. Аппаратное обеспечение однозначно выходит из строя. Обычно это оставляет после себя определенный диагностический след. Давайте систематически разберем основных физических виновников.
Изношенные матрицы часто становятся причиной неправильного диаметра обжима. Деградация мастера-толкача играет важную роль с течением времени. Иногда неправильная калибровка микрометра или цифровой шкалы приводит к дрейфу. Проверка требует абсолютной точности в цехе. Вы должны использовать стандартные датчики «годен/не годен». Вы также можете ежедневно использовать калиброванные цифровые штангенциркули. Сопоставьте окончательные характеристики обжима с точными допусками производителя. Отклонение всего в 0,1 мм может полностью нарушить герметичность уплотнения высокого давления.
Рекомендация: держите рядом с рабочей станцией специальный набор штангенциркулей. Используйте эти штангенциркули только для окончательных проверок качества. Не используйте их для грубых измерений в других местах.
Изношенные уплотнения цилиндра напрямую вызывают падение давления во время работы. Загрязненное гидравлическое масло серьезно повреждает внутренние компоненты насоса. Выход из строя двигателей насосов также резко ограничивает производительность системы. Вы сразу заметите отчетливые физические симптомы. Машине не хватает мощности для выполнения полного цикла. Вы можете увидеть видимые скопления жидкости возле опорной пластины. Прислушайтесь к необычным воющим звукам, исходящим из корпуса насоса.
Распространенная ошибка: операторы часто дополняют протекающие резервуары с жидкостью вместо того, чтобы починить сломанное уплотнение. В результате в закрытую систему попадает воздух и грязь. Это быстро ускоряет выход из строя насоса.
Неисправные электромагнитные клапаны неожиданно прерывают рабочий цикл. Перегоревшие предохранители немедленно отключают определенные функции машины. Нарушенная проводка ножной педали приводит к неустойчивому включению пресса. Для решения необходимы базовые протоколы электрических испытаний. Используйте стандартный мультиметр. Испытательное напряжение систематически падает во всей цепи управления.
Наблюдаемый симптом |
Основная аппаратная причина |
Рекомендуемое диагностическое действие |
|---|---|---|
Неравномерная деформация металла |
Изношенные или несовпадающие сегменты матрицы. |
Осмотрите штампы на предмет истирания; меряем штангенциркулем. |
Пресс-киоски в середине цикла |
Обход уплотнений цилиндра / Низкое давление |
Проверьте уровни жидкости; проверить производительность гидравлического насоса. |
Ножная педаль не реагирует |
Обрыв проводки/неисправный микропереключатель. |
Проверьте целостность цепи с помощью мультиметра. |
Характеристики диаметра дрейфа |
Микрометр или цифровая шкала не синхронизированы. |
Выполните повторную калибровку, используя заводские базовые параметры. |
Высокая текучесть кадров часто идеально имитирует отказ оборудования. Отсутствие строгого соблюдения стандартных рабочих процедур приводит к одинаковому падению производительности. Мы должны исключить человеческие ошибки, прежде чем сносить промышленное оборудование. Неправильная диагностика ошибок оператора, связанных с механическими неисправностями, приводит к потере огромного количества времени.
Шланги с неправильной заточкой постоянно выходят из строя в процессе сборки. Это происходит, даже если оборудование работает идеально. Шланги с заточкой не позволяют зубьям фитинга закусывать проволочную оплетку. Чрезмерно заточенные шланги повреждают тонкий внутренний армирующий слой. Оба сценария приводят к катастрофическим выбросам под давлением месторождения. Технические специалисты часто обвиняют прессу в этих фундаментальных ошибках подготовки.
Несовпадающие штампы вызывают немедленные и серьезные проблемы. Использование неправильной матрицы для конкретной комбинации шланга и фитинга приводит к усталости металла. Это полностью искажает посадку. Это также может вызвать сильное заедание пресса. Операторы иногда берут ближайший набор штампов вместо правильного. Этот ярлык быстро уничтожает дорогие материалы. Всегда проверяйте таблицу производителя перед прессованием.
Сопоставьте эксплуатационные сбои с авторитетной документацией по безопасности. Ознакомьтесь с рекомендациями таких организаций, как NCDOT или внутренних отделов контроля качества. Прежде чем заказывать запасные части, исключите человеческий фактор. Выполните следующие ежедневные проверки:
Убедитесь, что оператор выбрал именно тот набор штампов, который указан в схеме сборки.
Убедитесь, что длина заточки идеально соответствует конкретным требованиям установки.
Перед нажатием убедитесь, что шланг находится внутри металлического фитинга.
Перед началом цикла визуально проверьте отметку глубины вставки.
Просмотрите журнал ежедневной калибровки микрометра или цифрового контроллера.
Надежная сборочная линия требует предсказуемого и стабильного времени безотказной работы. Отсутствие сбоев в работе готовых шлангов представляет собой окончательный критерий успеха. Каждая остановка выкачивает капитал из предприятия. Понимание этих скрытых затрат помогает обосновать правильный бюджет на техническое обслуживание.
Неоднократное разрушение дорогих шлангов высокого давления снижает вашу прибыль. Потери фитингов премиум-класса во время бесконечных циклов испытаний быстро накапливаются. Один неудачный узел многоспирального шланга стоит сотни долларов. Вы не можете восстановить это потраченное впустую сырье. Они отправляются прямо в мусорный бак. Последовательная калибровка останавливает это финансовое кровотечение.
Время, потраченное на постоянную калибровку неисправной машины, снижает общую производительность. Это отвлекает ваших квалифицированных специалистов от приносящих доход задач по сборке. Они часами крутят гаечные ключи вместо того, чтобы отправлять готовую продукцию. Операторы, простаивающие в ожидании ремонта оборудования, быстро истощают бюджет заработной платы. Эффективное оборудование позволяет рабочей силе двигаться вперед.
Визуально приемлемый шланг в сборе все же может динамически выйти из строя в полевых условиях. При большой нагрузке слабый уплотнитель сильно выдувается. Это подвергает бизнес серьезной ответственности. Это чревато опасными авариями на местах для конечных пользователей. Неправильная конструкция в одночасье разрушит репутацию вашего бренда. Обеспечение качества всегда начинается с надежного оборудования.
Передовая практика: немедленно пометьте и изолируйте любое оборудование, производящее несоответствующую спецификации продукцию. Никогда не позволяйте операторам обходить неисправную печатную машину, чтобы выполнить производственную квоту. Риск ответственности всегда перевешивает выгоду от краткосрочного графика.
Решение о необходимости капитального ремонта стареющей машины требует тщательной логики. Вы должны инвестировать в новые технологии, когда это имеет практический смысл. Мы основываем эту структуру исключительно на возрасте, износе компонентов и соблюдении требований безопасности. Правильный выбор предотвращает бесконечные циклы ремонта.
Продолжайте ремонт, если оборудованию меньше пяти лет. Устраните это, если проблема касается только основных расходных деталей. К таким деталям относятся уплотнительные кольца, специальные комплекты матриц или простые промывочные жидкости. Приступайте к ремонту, если затраты составляют менее 30% от покупной цены нового устройства. Незначительные электрические неисправности обычно оправдывают быстрый и недорогой ремонт. Регулярное профилактическое обслуживание значительно продлевает срок службы.
Во время проверок обращайте внимание на наличие серьезных внутренних задиров на цилиндре. Проверьте, нет ли необратимой деформации рамы конструкции рядом с прижимными пластинами. Эти дефекты означают, что устройство имеет структурные нарушения. Вы не можете безопасно исправить деформированную раму.
Детали оригинального оборудования со временем полностью устаревают. Иногда они требуют невероятно длительного времени выполнения заказов от зарубежных поставщиков. Недельное ожидание простого клапана наносит ущерб производству. Кроме того, если машина не может постоянно проводить калибровку между сменами, существует риск серьезных нарушений нормативных требований. Модернизация — единственный ответственный вариант на этом критическом этапе.
Распространенная ошибка: несколько раз восстанавливать поврежденный гидравлический цилиндр. Как только на внутренних стенках появятся глубокие выбоины, новые уплотнения почти мгновенно порвутся. Замена – единственное надежное решение.
Если замена становится необходимой, вы должны тщательно оценить современные функции. Это гарантирует долгосрочную отдачу от ваших капиталовложений. Современные печатные машины предлагают значительные технологические преимущества по сравнению с устаревшим оборудованием.
Подберите необходимую силу обжима в соответствии с вашими повседневными потребностями. Сравните тоннаж и максимальную открывающуюся способность с текущими объемами. Учитывайте свои прогнозируемые будущие контракты. Более тяжелый пресс легко обрабатывает многоспиральные шланги. Не занижайте размер следующей покупки. Покупка немного большей емкости, чем вам требуется в настоящее время, позволит избежать возникновения узких мест в будущем.
Тщательно оцените цифровые контроллеры в процессе покупки. Программируемые контроллеры легко превосходят традиционные ручные микрометры. Они значительно сокращают ошибки оператора на загруженных производственных площадках. Они улучшают повторяемость в тысячах производственных циклов. Операторы просто вызывают сохраненные рецепты из цифровой памяти. Это полностью исключает догадки.
Ищите встроенные защитные ограждения вокруг области штампа. Требуйте резервирования аварийной остановки на панели управления. Ищите автоматические оповещения о техническом обслуживании в рабочем программном обеспечении. Эти функции обеспечивают соблюдение строгих отраслевых стандартов эксплуатации. Если вы рассматриваете возможность обновления, обратитесь к надежному партнеру. Вы можете легко Свяжитесь с нами , чтобы обсудить идеальные решения для нужд вашего конкретного объекта.
Эффективное устранение неполадок требует строгого диагностического пути. Начните с ошибок пользователя и проверок. Систематически переходите к гидравлическим и электрическим испытаниям. Кульминацией станет практическая финансовая оценка долгосрочной жизнеспособности подразделения. Не стоит гадать при диагностике сборочного оборудования высокого давления. Предположения приводят к напрасной трате денег и сохраняющимся рискам для безопасности.
Ежедневно документируйте коды неисправностей вашей машины. Точно рассчитайте затраты, связанные с недавним простоем. Немедленно обратитесь к специалисту по оборудованию. Они помогут определить, является ли капитальный ремонт или обновление оборудования наиболее безопасным путем. Полезные данные всегда определяют лучшие решения по техническому обслуживанию вашего объекта.
Ответ: Сделайте упор на регулярные интервалы, основанные на количестве циклов и стандартах контроля качества. Обычно выполняйте это ежемесячно для магазинов с большим объемом продаж. Подкрепите этот график ежедневными первоначальными проверками. Последовательная калибровка обеспечивает безопасную, повторяемую сборку и сводит к минимуму отходы материала.
A: Указывает на перепуск уплотнений цилиндра, низкий уровень гидравлической жидкости или неисправность гидрораспределителя. Это наиболее вероятные механические виновники. Осмотрите резервуар для жидкости и найдите внешние лужи, чтобы изолировать конкретный источник утечки.
А: Да. Неравномерное снятие резины не позволяет зубьям фитинга вгрызаться в оплетку. Это создает слабое место. Операторы часто ошибочно обвиняют прессу в этом фундаментальном провале подготовки.
О: Обратите внимание на видимые потертости или отслаивание хрома на поверхностях. Основным показателем является невозможность достижения заданных диаметров. Это происходит даже тогда, когда ход и давление машины полностью проверены.



